
Как выбрать недорогой полуавтомат: обзор популярных моделей

Можно ли купить недорого сварочный полуавтомат, чтобы при этом он был эффективным и надежным?
Мы точно знаем, что можно. И готовы это доказать.
Для вас – обзор моделей с отличным соотношением цены и качества. Они были отобраны по трем критериям. Первый – популярность у наших покупателей. Второй – высокая оценка пользователей. Третий – хорошая статистика по гарантийным обращениям. Ее предоставили сотрудники нашего собственного сервисного центра.
Чтобы вам было проще сориентироваться, мы поделили все модели на 4 группы. Отталкивайтесь от того, с металлом какой толщины вам предстоит работать.
Для заготовок из металла толщиной до 1 мм
В данном случае нам предстоит выбирать из полуавтоматов, работающих с проволокой диаметром до 0,8 мм.
Одна из самых бюджетных на нашем сайте моделей – СПЕЦ MAG-135 INVERTOR. При этом ее рейтинг высокий: на момент написания обзора он составляет 4,4 из 5. Большинство пользователей приобретают этот полуавтомат для решения бытовых задач или для хобби, например, для производства мебели в стиле лофт. Они отмечают, что с этим аппаратом гораздо проще получить качественный шов, чем со стандартным инвертором. Много комментариев про отличное соотношение цены и качества и удобство настроек. Ругают в основном за несъемный рукав.
Кстати, как и все остальные полуавтоматы в обзоре, СПЕЦ MAG-135 INVERTOR может использоваться не только для сварки MIG/MAG с газом или без газа, но и для сварки MMA. Подойдут электроды диаметром 1,6 – 3,5 мм.

В комплекте поставляется все необходимое для работы: кабели, сопла и даже маска сварщика. Для бытового использования – отличный вариант.
Полуавтоматический сварочный инвертор Ресанта САИПА 135 стоит дороже, однако и качество его заметно выше. Если предыдущую модель мы могли рекомендовать для неинтенсивного бытового использования, то эта подойдет для профессионалов. Такие полуавтоматы часто приобретают специалисты по монтажу заборов. Также они востребованы у строителей, отделочников и работников небольших автомастерских и мебельных производств.

В качестве источника питания Ресанта САИПА 135 используется инвертор на основе IGBT-транзисторов. Благодаря этому обеспечивается высокая выходная мощность 6,6 кВт и ПВ 70%.
Еще одно важное преимущество – качественная система термозащиты. В случае перегрева она отключит аппарат и не позволит его включить, пока он не остынет до безопасной температуры. О срабатывании термозащиты предупредит индикатор на корпусе.
| Характеристики | СПЕЦ MAG-135 INVERTOR | Ресанта САИПА 135 |
| Мощность, кВт | 3,68 | 6,6 |
| Мин./макс. сварочный ток в режиме MIG/MAG, А | 30/140 | 30/110 |
| Диаметр проволоки, мм | 0,6 – 0,8 | 0,6 – 0,8 |
| Напряжение сети, В | 220 | 220 |
| Вес нетто, кг | 9,6 | 11 |
| Гарантия, г. | 1 | 2 |
| Цена, руб.* | 13 669 | 18 390 |
Для заготовок из металла толщиной от 1 до 2 мм
Для более толстого металла нужен сварочный полуавтомат, работающий с проволокой диаметром 0,8 – 1 мм.
Яркий пример – универсальный инверторный сварочный аппарат Ставр САУ-180М. Его важная особенность – стабильная работа при напряжении от 150 В. Можно без проблем варить на дачном участке или в гаражном кооперативе – там, где нередко случаются просадки по напряжению в сети.

Новички оценят функции форсажа дуги, антизалипания и горячего старта – благодаря им проще сделать качественный и аккуратный шов.
Также для новичка важна расширенная комплектация. В нее входят не только все необходимые кабели, но и лицевой щиток и даже металлическая щетка-молоток.
Следующий бюджетный полуавтомат – Gigant MIG-200. Это продукция собственной торговой марки нашей компании, поэтому в ее качестве мы уверены на все 100%. При своей доступной стоимости оборудование имеет высокую оценку от покупателей – 4,5 из 5. На нашем сайте они оставили много позитивных отзывов. Вот, например, комментарии от клиентов, которые приобрели такой полуавтомат для кузовного ремонта.


Также Gigant MIG-200 часто покупают строители, специалисты монтажных организаций, коммунальщики и т.д.
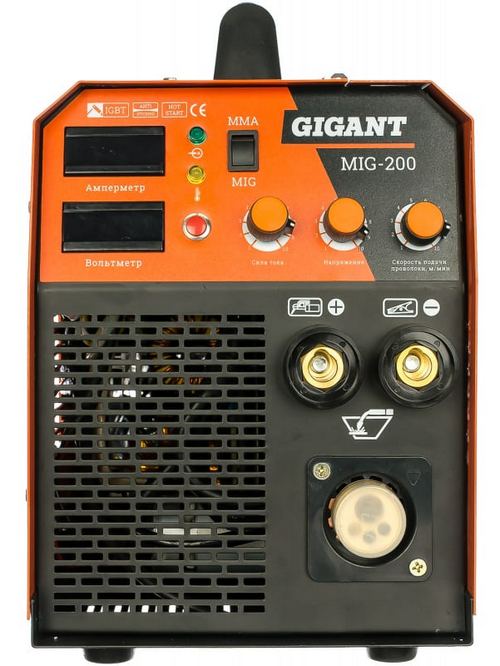
Среди важных особенностей полуавтомата отметим ПВ 60% – можно долго варить без перерывов. Есть также информативная панель управления. На ней предусмотрено два дисплея, отображающих показания вольтметра и амперметра, и удобный переключатель между режимами MIG/MAG и MMA.
Если полуавтомат будет использоваться часто и интенсивно, рекомендуем Aurora PRO SPEEDWAY 160 SYNERGIC IGBT. Его цена выше, чем у предыдущих моделей, однако он отлично проявит себя на СТО или в производственном цеху, т.е. там, где важна максимальная надежность и эффективность. Варить можно в нескольких режимах: NO GAS, MIG/MAG, MMA и TIG DC.

Дополнительно Aurora PRO SPEEDWAY 160 SYNERGIC IGBT имеет уникальный режим ROOT Low Spatters. Когда полуавтомат работает в нем, меняется форма импульса переноса электродного металла. Благодаря этому удается получить сразу несколько преимуществ.
Для заготовок из металла толщиной 2 – 4 мм
Когда речь заходит о металле такой толщины, купить недорогой полуавтомат становится все сложнее. Здесь нужна техника, которая работает с проволокой диаметром 1 – 1,2 мм, а она априори не может стоить дешево. Цена доходит до 200 000 руб. и более. Однако постараемся и здесь найти самые недорогие и при этом самые качественные сварочные аппараты.
Для начала рекомендуем Foxweld Invermig 250 Compact 220V. Посмотрите, какие отзывы оставляют на этот полуавтомат покупатели.



По комментариям заметно, что пользователи выделяют высокую мощность. Действительно, оборудование отлично подойдет, если предстоит много и интенсивно работать, а подключиться к сети 380 В не представляется возможным.

Для удобства сварщика на панели управления предусмотрены цифровые дисплеи, отображающие сварочный ток и напряжение. Благодаря регулировке индуктивности можно настроить жесткость дуги, глубину провара и форму валика.
Если сварочный инвертор-полуавтомат нужен на производство металлоконструкций или в крупную автомастерскую, рекомендуем Aurora SKYWAY 250. Он отлично подходит для интенсивного промышленного использования. Перечислим основные особенности.
- Регулировки индуктивности, сварочного тока, сварочного напряжения – можно максимально точно подстроиться под конкретную задачу.
- Наличие 2- и 4-тактного режимов – первый подойдет для выполнения коротких швов, прихватки, а также для сварки тонкостенных заготовок; второй идеален для создания длинных и кольцевых швов.
- Интуитивно понятное управление – цифровые индикаторы и дисплеи упрощают работу сварщика.
- 4-колесная платформа в комплекте – тяжелый полуавтомат удобно перемещать по рабочей площадке. Платформа низкая, поэтому на нее легко загрузить газовый баллон.
- 4-роликовый подающий механизм – гарантирует, что проволока будет подаваться равномерно со скоростью от 3 до 12 м/мин

| Характеристики | Foxweld Invermig 250 Compact 220V 6145 | Aurora SKYWAY 250 |
| Мощность, кВт | 8,5 | 8,3 |
| Мин./макс. сварочный ток, А | 20/250 | 50/250 |
| Напряжение сети, В | 220 | 220 |
| Диаметр проволоки, мм | 0,8 – 1,2 | 1 – 1,2 |
| Габариты, мм | 510×243×492 | 900×458×760 |
| Вес, кг | 23 | 45 |
| Гарантия, г. | 1 | 2 |
| Цена, руб.* | 59 000 | 71 200 |
Для заготовок из металла толщиной от 4 мм
Наконец, рассмотрим полуавтоматы, работающие с проволокой диаметром от 1,4 мм.
Один из самых бюджетных – ТСС PRO MIG/MMA-300С 067096. При производстве использован принцип широтно-импульсной модуляции (PWM), поэтому качество сборки на высоте. Оборудование полностью соответствует требованиям европейского стандарта качества EN 60974-1:2012. Отлично подойдет для применения в мебельном производстве, автомастерских и т.д.

Нужно, чтобы полуавтомат выдерживал многочасовые рабочие смены и легко справлялся с высокими нагрузками? Рекомендуем Aurora PRO ULTIMATE 500. Он может использоваться в машино- и кораблестроении, нефтяной и химической промышленности. При этом для оборудования такого класса его цена не так высока.

Обратите внимание: предусмотрен выносной подающий механизм. За счет 4 роликов и высокой мощности он обеспечивает подачу проволоки со скоростью от 3 до 15 м/мин.
Еще одна важная особенность – современная эффективная система воздушного охлаждения. Благодаря ей номинальный показатель ПВ составляет 100%.
| Характеристики | ТСС PRO MIG/MMA-300С | Aurora PRO ULTIMATE 500 |
| Мощность, кВт | 12,5 | 22 |
| Мин./макс. сварочный ток, А | 25/250 | 50/500 |
| Напряжение сети, В | 380 | 380 |
| Диаметр проволоки, мм | 0,6 – 1,4 | 0,8 – 1,6 |
| Габариты, мм | 540×270×560 | 650×310×640 |
| Вес, кг | 32 | 42 |
| Гарантия, г. | 1 | 2 |
| Цена, руб.* | 59 787 | 166 500 |
Хотите купить сварочный полуавтомат и не знаете, какой выбрать? Обратитесь к нашим менеджерам. Позвоните по телефону 8 800 550-37-70 и задайте интересующие вас вопросы.
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки





- Лучшие сварочные полуавтоматы среднего класса
- Лучшие недорогие сварочные полуавтоматы
- Лучшие профессиональные сварочные полуавтоматы
Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
- Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше. Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
- Мощность аппарата идиапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы. Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
- Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
- Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием – это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг | Цена |
|---|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 | 72 500 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | 49 100 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | 42 800 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | 36 000 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | 83 900 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | 50 600 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 | 25 400 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | 24 000 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | 25 400 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | 19 800 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 | 159 300 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | 105 800 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 | 130 000 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% – следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
- Многофункциональность и гибкость настроек.
- Компактные размеры.
- Нет режима TIG AC для сварки легких сплавов.
- Высокая цена.
- Сварог PRO MIG 200 SYNERGY (N229) – макс. ток сварки 200 А, мощность 9 кВA
- Сварог PRO MIG 160 SYNERGY (N227) – макс. ток сварки 160 А, мощность 7.1 кВA

Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
AuroraPRO Speedway 200
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
- Использование больших бухт проволоки.
- Мощный механизм протяжки.
- Возможность работы с проволокой 1,2 мм.
- Солидные габариты.

Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
FoxWeld INVERMIG 200 COMPACT
«Крупнокатушечный» полуавтомат (что забавно при наличии приставки «Компакт» в названии – да и весит он более 23 кг) мы выбрали именно в этой модификации, поскольку тут нет нужды брать модель с «запасом» по току – ПВ составляет 100%, что очень даже хорошо для аппарата, не отнесенного даже маркетологами производителя к классу выше «бытового». Впрочем, эту «бытовость» мы не можем записать в минусы – на практике этот полуавтомат хорош если не для автосервиса или работ на выезде (тут никакущая транспортабельность точно в минус), то для сварочного поста точно подойдет. Впрочем, чуть дороже можно купить и версию без приставки «Компакт» – она габаритнее из-за закрытой катушки, зато стоит на колесиках и легко может перемещаться по помещению.
При работе с проволокой аппарат, как нетрудно догадаться по маркировке, может выдавать ток до 200 А. Если же Вам по какой-то причине понадобится поработать со штучным электродом, то учтите: в этом случае максимальный ток – только 160 А. Объем регулировок базовый: напряжение дуги (в пределах от 15,5 до 24 В), скорость протяжки (в режиме ММА этот же регулятор настраивает ток дуги), индуктивность. Причем нужно также выбрать и диаметр проволоки отдельным двухпозиционным переключателем – 0,8 или 1,0 мм. Аппарат, в общем-то, может работать и с 1,2-миллиметровой проволокой, в этом случае инструкция указывает переключаться все равно в режим «1,0». Предусмотрена 36-вольтовая розетка для подогрева. Индикация тока и напряжения – цифровая (ток, естественно, видно только в процессе сварки). Предусмотрена смена полярности, как и у большинства полуавтоматов, куда «бонусом» добавили возможность работы со штучным электродом – на лицевой панели.
Однако при покупке нужно учесть один нюанс: энергопотребление у аппарата приличное, но при этом одновременно он имеет не самый низкий рабочий предел напряжения питания. Проще говоря, аппарат излишне чувствителен к просадкам напряжения, которые в слабой сети сам же и будет вызывать. Конечно, понятно, что сварочному посту нужно мощное энергоснабжение – но не всегда, увы, это получается сделать.
Что такое проволочный сварочный аппарат?
Многие домашние сварщики, в арсенале которых имеется простенький инвертор, слышали о замечательном сварочном аппарате. Он многофункциональный, варит не обычным электродом, а проволокой и газом, с помощью такого сварочника можно выполнить все сварочные работы: от мелкого ремонта калитки до сварки кузова авто. Но как называется сварочный агрегат, который варит проволокой и газом? Проволочный? Может быть, проволочно-газовый?

Ни то и ни другое. Термин «проволочный сварочный аппарат» возник в среде сварщиков, которые просто не знают, как он на самом деле называется. В этой статье мы подробно расскажем, что же такое проволочный аппарат, каково его истинное название и многое другое.
Общая информация
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.

Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Отметим, что полуавтомат можно использовать и без подающего механизма, просто подавая проволоку вручную. Но даже в таком случае аппарат будет называться полуавтоматом, поскольку мало кто не использует подающий механизм. Это просто неудобно.
Разновидности полуавтоматов (проволочных аппаратов)
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.

Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом. А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.

Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.

Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много. А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Выбор полуавтомата (проволочного аппарата)
Первое, на что вам нужно обратить свое внимание при выборе полуавтомата — это его предназначение. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Но по техническим характеристикам проще всего определить класс полуавтомата. Если максимальная сила тока составляет до 200 Ампер, значит перед вами бытовой сварочный аппарат. Полупрофессиональные полуавтоматы могут быть до 300 Ампер, это золотая середина. А вот профессиональные сварочники варят от 300 Ампер и больше.

Для сварки на даче или в гараже вам будет достаточно бытового аппарата. Если вы регулярно варите кузова у автомобилей, то лучше присмотритесь к полупрофессиональным аппаратам. Профессиональные модели используются на производствах или в мастерских, где ежедневно выполняется сложная продолжительная сварка.
Отдельно обратим ваше внимание на стоимость аппарата. Покупка самого дешевого полуавтомата — это плохая затея. Он быстро выходит из строя, а его технические характеристики часто не соответствуют реальным показателям. Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Также следите, чтобы у приобретаемого вами аппарата была официальная гарантия. Лучше, если она будет напрямую от производителя, а не от магазина.
Вместо заключения
Вот и все, что вам нужно знать о проволочном аппарате. Помните, что проволочный аппарат — это обычный полуавтомат, и лучше использовать именно это слово при обозначении такого типа сварочника. Так вас лучше поймут другие мастера и продавцы в магазине. Надеемся, после прочтения этой статьи вы сможете подобрать для себя оптимальную модель полуавтомата. Желаем удачи в работе!
Характеристика проволочного сварочного аппарата – основные свойства, преимущества и недостатки

Те, кому приходилось пользоваться сварочными устройствами в домашних условиях, наверняка слышали о таком чуде техники, как проволочный сварочный аппарат. Что же это такое, для чего нужен и чем хорош?
Проволочным называют полуавтоматический аппарат, в котором для работы используют не электроды, а металлическую проволоку и газ или флюс.
Особенность действия такого аппарата в том, что встроенный механизм в полуавтоматическом режиме подает в зону сварки присадочный материал – проволоку.
Общая характеристика
Полуавтоматы – многофункциональные аппараты для разных видов сварочных работ. Это и классическая ручная дуговая сварка, и сваривание с проволокой и флюсом или защитным газом, и даже сварка со специальной порошковой проволокой.
Чаще сего применяют сварку проволокой в среде защитного газа. Проволока при таком способе одновременно служит электродом и плавится, смешиваясь с основным свариваемым материалом.
Назначение защитного газа при таком методе – защита сварочной ванны от окисления при работе. Плюсы такого метода – высокая производительность, удобство работы в любом пространственном положении.
Основной недостаток – из-за сильного нагрева оборудования на высокомощных режимах сварки понадобятся системы водного охлаждения.
Сварка с флюсом (плавящейся при нагреве силикатной массой) снижает потери электродного металла.
Но основные её недостатки – повышенные требования к точности сборки сварочных кромок и невозможность выполнения работ в любых положениях без вспомогательного оборудования, удерживающего флюс.
Этот способ часто применяют в промышленности для конвейерного производства.
Технология процесса

Особый интерес представляет сварка проволочным сварочным аппаратом с самозащитной порошковой проволокой. Эта проволока выглядит как полая металлическая трубка, внутрь которой помещен спрессованный флюс. Флюс высвобождается во время сварки при плавлении металла.
При таком способе удобнее всего контролировать точность сварного соединения. Недостаток способа – невысокая жесткость порошковой проволоки, из-за этого требуется осторожность в настройке механизма подачи проволоки в зону сварки.
Большая часть полуавтоматов разработана для одного вида сваривания, но есть универсальные модели, способные выполнить сварку любой сложности.
Универсальными проволочными моделями можно выполнять и мелкие работы на дому, и ремонт в частной мастерской или станции техобслуживания, и большой объем технологически сложных работ в производстве.
Плюсы и минусы

Ещё один плюс полуавтоматических проволочных сварочных аппаратов – они справляются со свариванием всех типов металлов.
При ручном дуговом сваривании алюминия или нержавеющей стали процесс осложняется образованием на поверхности металла окисной пленки, а с использованием газа или флюса этого можно избежать.
За счет стабильности горения дуги при автоматической подаче можно достигнуть высокого качества сварных швов без непроваров или прожогов.
Это позволяет сваривать как тонкие листовые, так и достаточно толстые заготовки без снижения качества сварного соединения.
Основное достоинство проволочных полуавтоматов – высокая производительность при относительной простоте использования. Даже для несложных моделей средней цены обычно предусмотрено много вариантов настроек.
Но не стоит этого бояться – большая часть этих настроек понятна интуитивно и не усложнит пользование аппаратом.
Недостаток проволочных сварочных полуавтоматов – необходимость покупки дополнительного оборудования (газового баллона с редуктором, горелки) и самой порошковой проволоки.
То-есть, для небольшого объема сварочных работ в домашних условиях покупка полуавтомата может быть нерациональной. Для дома, возможно, проще и дешевле покупать электроды с покрытием и варить привычным инвертором.
Но в серийном производстве эти дополнительные расходы окупятся за счет высокого уровня производительности.
Если производство не конвейерное, то для перемещения полуавтомата со всем дополнительным оборудованием между объектами удобно использовать небольшие тележки.
Заключение

По назначению проволочные полуавтоматические сварочные аппараты бывают трех классов – бытовые, полупрофессиональные и профессиональные.
Различаются эти классы не только количеством и сложностью настроек, но и максимально допустимой силой тока, эта характеристика указывается в инструкции к оборудованию.
Для домашних ремонтов достаточно аппарата с максимальной силой тока до 200 Ампер. Полупрофессиональные полуавтоматы с силой тока от 200 до 300 Ампер – золотая середина, лучший выбор для мастерской или небольшой станции техобслуживания.
Аппараты с силой тока более 300 Ампер стоит покупать, если сложная или продолжительная сварка требуется регулярно.
При покупке проволочного сварочного полуавтомата лучше выбирать среднее по цене оборудование или аппараты от известных производителей.
Стоит обращать внимание на условия гарантийного ремонта – надёжнее, если гарантию предоставляет сам производитель, а не магазин – посредник.
На основании этого обзора вы сможете выбрать устройство для сварки, которое соответствует вашим потребностям.
При правильном выборе вы сможете облегчить свою работу, не переплачивая за те технические возможности, которые вам не пригодятся. Желаем удачи в работе!
Выбираем сварочный аппарат

Любительский

Сварочные аппараты: виды и методы сварки

Что такое электросварка и зачем нужен сварочный аппарат – сегодня понимает каждый школьник. А вот какие процессы скрываются за сиянием электрической дуги – известно не каждому. Стоит остановиться на этом вопросе подробнее, потому что именно тонкостями сварочного процесса отличаются различные виды электросварки и, соответственно, виды сварочных аппаратов.

Основными участниками процесса являются:
- Сварочная ванна – участок расплавленного металла, при остывании которого образуется сварочный шов. При сваривании деталей необходимо, чтобы сварочная ванна находилась в непосредственном контакте с обеими деталями. Сварочную ванну необходимо обеспечить источником металла – как правило, металла свариваемых деталей для образования качественного шва недостаточно. Чаще всего источником металла служит плавящийся электрод, но в некоторых случаях используется дополнительный металл, например, обрезки проволоки, вносящиеся в область действия электрической дуги.
- Слой защитного газа. Расплавленный металл мгновенно вступает в реакцию с кислородом атмосферы, образуя пленку окислов. Наличие такой пленки многократно снижает качество шва, а то и вообще делает процесс сварки невозможным. Поэтому сварочную ванну необходимо защитить слоем инертного (не вступающего в реакцию с металлом) газа. Есть два метода формирования защитного слоя. В первом случае газ подается к точке сварки по шлангу из баллона, во втором случае – газ образуется при сгорании покрытия электрода.
- Электрическая дуга – участок ионизированного воздуха между катодом и анодом. Для образования качественного шва необходима стабильная дуга с определенной, соответствующей применяемому электроду, силой тока в ней. Если сила тока будет выше, металл электрода начнет гореть, если ниже – дуга погаснет.
- Катод и анод – положительный и отрицательный полюса, между которыми и возникает электрическая дуга. Чаще всего одним из полюсов является электрод сварочного аппарата, вторым – одна или обе свариваемые детали, ток на которые подается от сварочного аппарата с помощью зажима.
Все многообразие представленных на рынке сварочных аппаратов делится на несколько видов по способу сварки и по способу преобразования электроэнергии. По способу сварки разделяют MMA, MIG/MAG и TIG. По способу преобразования – сварочные трансформаторы, выпрямители и инверторы. Рассмотрим все эти виды подробнее.
Способ преобразования электроэнергии.

Сварочный трансформатор представляет собой простой силовой трансформатор, понижающий напряжение питающей сети с 220 (или с 380 – для трехфазного тока) до пригодных для сварки 50-90 вольт. Простота конструкции является залогом невысокой цены и надежности этого инструмента: он крайне неприхотлив, долговечен и надежен. Только сильная перегрузка (работа в режиме короткого замыкания) может вывести инструмент из строя. Но даже в этом случае (если в нем есть хотя бы минимальная защита от перегрева) его можно будет быстро отремонтировать своими силами.
Минусов у сварочного трансформатора тоже хватает: низкочастотный силовой трансформатор должен обладать солидным сердечником и иметь внушительное сечение проводов вторичной обмотки. И чем на больший ток рассчитан такой трансформатор, тем больше будут упомянутые величины, и, соответственно, вес трансформатора. Самые легкие модели будут весить от 20кг, при этом выдаваемый ими ток не позволит использовать электроды толщиной больше 4мм и сваривать крупные детали.
Регулировка выходного тока производится механически, перемещением по сердечнику вторичной обмотки (чем ближе вторичная обмотка к первичной, тем выше ток). Точность такой регулировки невысока, но большей для этого вида сварочных аппаратов и не требуется, поскольку на качество шва здесь точность установки тока влияет слабо. Главным минусом сварочных трансформаторов является переменный выходной ток: катод и анод меняются местами с частотой 50Гц, поэтому дуга «мерцает», скачет по свариваемому материалу и в целом нестабильна. Это сильно усложняет сварку, делает практически невозможным создание тонких аккуратных сварных швов и требует от сварщика большого опыта и хорошей реакции. Впрочем, в одном-единственном случае этот минус обращается в плюс: варить алюминиевые сплавы рекомендуется именно переменным током.
Кроме вышеперечисленного, трансформатор создает большую нагрузку на питающую сеть. Если вы подключаете трансформатор к промышленной трехфазной сети 380В, об этом можно не беспокоиться. А вот включить трансформатор в розетку в многоквартирном доме, возможно, просто не получится – выбьет вводной автомат, поскольку многие такие сети рассчитаны на единовременное подключение нагрузки не более 5кВА. Даже сеть на такие нагрузки и рассчитана – соседи будут смотреть на вас косо, поскольку с началом сварки во всем доме начнет выключаться бытовая техника, и «заморгают» лампочки. Владельцы дачных участков и хозяева частных домов наверняка тоже знакомы с этим явлением: замерцали лампочки и защелкали реле стабилизаторов – значит, сосед занялся сваркой.
Еще один минус: выходной ток и напряжение сварочного трансформатора сильно зависят от характеристик входного напряжения. Если оно ниже стандарта, ток на выходе также будет ниже ожидаемого. А если входное напряжение «скачет» (например, сосед как раз в это время тоже решил что-то приварить) – варить не получится вообще.

Сварочные выпрямители, фактически, являются теми же трансформаторами, но с дополнительным выпрямителем на силовых полупроводниковых элементах. В результате на выходе выпрямителя получается постоянный ток, обеспечивающий высокое качество шва и удобство сварки. На случай если вдруг потребуется варить переменным током, выпрямитель обычно имеет и такой выход. Сохранив надежность и неприхотливость сварочных трансформаторов, выпрямители обладают все теми же минусами: большой вес, большая нагрузка на сеть, зависимость от входного напряжения. Кроме того, выпрямители заметно дороже трансформаторов.

Сварочные инверторы. В этих аппаратах сначала производится частотное преобразование: частота входного напряжения повышается до десятков килогерц, затем, компактным высокочастотным трансформатором, производится снижение напряжения до 50-90 Вольт. Далее напряжение стабилизируется и выпрямляется. В результате на электроды поступает стабильный постоянный ток, напряжение и сила которого практически не зависят от характеристик входного напряжения (впрочем, до определенных пределов – при сильном падении входного напряжения электроника инвертора просто откажется работать). КПД инверторов очень высок и не зависит от используемой силы тока. Поэтому, если не применять толстые (5-6мм) электроды, можно спокойно, не опасаясь гнева соседей и выбивания автоматов, варить, запитав инвертор от любой розетки.
Инверторы компактны, вес их невелик и неудивительно, что в сравнении с ними выпрямители и, тем более, трансформаторы выглядят довольно непривлекательно.
Раньше основным недостатком инверторов была высокая цена, но большой спрос на этот вид сварочных аппаратов сделал свое дело и сегодня простой инвертор китайского производства стоит даже дешевле среднего трансформатора. Впрочем, в этом случае, гнаться за дешевизной не стоит: электронная начинка инверторов сложна, боится пыли и влаги, а при выходе из строя зачастую неремонтопригодна. Покупка дешевого инвертора от малоизвестного производителя связана с высоким риском скорого его выброса на свалку. Тем более что дорогие модели могут обладать некоторыми дополнительными – и совсем небесполезными – опциями. Поскольку весь процесс преобразования в инверторах управляется электроникой, возможности по контролю сварочных процессов в этих аппаратах значительно возрастают.
Способ сварки.

MMA. Ручная сварка плавящимся штучным электродом, покрытым обмазкой. Обмазка при сгорании образует шлако-газовую защиту шва, затрудняя доступ кислорода к сварочной ванне. Плюсами этого метода является его простота и возможность использования электродов любой толщины. Минус: шлак хрупок и подвержен окислению и после остывания сварочной ванны необходимо счистить. Если шов делается в несколько проходов, шлак необходимо счищать после каждого прохода, иначе прочность шва упадет в разы. Различают MMADC и MMAAC виды сварок – постоянным и переменным током соответственно. При выборе электродов на это следует обратить внимание: варить «неправильными» электродами может оказаться сложно или даже вообще невозможно. Также пристальное внимание на выбор электрода надо обратить при сварке металлов, отличных от железа – может потребоваться специальный электрод.

MIG/MAG. Сварка плавящимся электродом в среде инертного (MIG) или активного (MAG) защитного газа. Возможна сварка как черных, так и цветных металлов. Как правило, подача электрода (проволоки) осуществляется автоматически из мотка, находящегося в сварочном аппарате, поэтому варить такими аппаратами очень удобно. Минус: толщина электрода невысока и для сваривания толстостенных деталей такой способ неприменим. Зато для тонкостенных деталей этот метод не имеет равных по качеству шва. Для сварки же листов тоньше 1 мм это единственный применимый метод.

TIG. Сварка тугоплавким электродом в среде инертного газа. Применяется для сварки цветных металлов. Поскольку сам электрод не плавится, источником металла для шва обычно являются куски проволоки, вносимые в зону плавки. Плюс – возможность использования электродов разной толщины, что позволяет сваривать крупногабаритные детали.
Общие характеристики сварочных аппаратов.

Число фаз. Аппарат, рассчитанный на работу в промышленной трехфазной сети, будет невозможно использовать в домашних условиях. Исключение составляют некоторые модели сварочных трансформаторов, которые можно использовать в любой сети – просто нужно повернуть соответствующий переключатель.
Максимальный сварочный ток. Одна из важнейших характеристик аппарата – чем выше ток может дать аппарат, тем больший диаметр электрода можно в нем использовать и тем более толстый металл можно варить.
Ориентировочная таблица соответствий токов сварки.
| Диаметр электрода | Толщина металла | Сварочный ток |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 6 | 10-24 | 220-320 |
Продолжительность включения (продолжительность непрерывного включения, рабочий цикл). Начинка сварочных аппаратов подвержена перегреву, которым вентиляция аппарата зачастую не справляется. Поэтому зачастую непрерывная сварка невозможна. Обычно указывается в процентах от 10 минут для максимального рабочего тока. Так, ПВ 30% означает, что данный аппарат может работать на максимальном токе непрерывно 3 минуты, после чего ему требуется отдых в 7 минут. Впрочем, константой данный показатель не является – он может значительно меняться в зависимости от окружающей температуры.
Напряжение холостого хода – еще один немаловажная характеристика, показывающая, насколько легко будет этим аппаратом разжигать и поддерживать дугу. Для розжига дуги требуется повышенное (от 1,5 до 2раз) напряжение. Стандартами регламентировано максимальное напряжение сварки в 80В для переменного и 90В для постоянного тока, что в большинстве случаев является даже излишним. Но если у выбранной модели напряжение холостого хода ниже 40-50В, розжиг дуги может оказаться сопряжен с некоторыми трудностями.
Варианты выбора.

Если вам нужен неприхотливый аппарат, который можно долгое время использовать в любых климатических условиях, вы имеете возможность подключиться к мощной электросети и при этом вам неважна чистота шва или вы собираетесь варить только алюминиевые сплавы – выбирайте сварочный трансформатор. Он обойдется вам в 5000-17500 рублей.

Если, при сохранении требований к неприхотливости и надежности, вы желаете приобрести аппарат, которым без большого опыта и особых усилий можно делать чистые и ровные швы, обратите внимание на сварочные выпрямители. Такие представлены в ценовом диапазоне от 13000 до 19000 рублей.

Если вы желаете приобрести легкий и компактный сварочный аппарат, который можно использовать как в квартире, так и на даче, ваш выбор – инвертор. Следует только определиться с бюджетом: если вы планируете использовать аппарат «от случая к случаю» для разнообразных работ по дому – вам подойдет базовая модель с ценой в диапазоне от 5000 до 9000 рублей. Если же аппарат планируется использовать часто и подолгу, лучше обратить внимание на более “продвинутые” модели ценой от 9000 до 13000 рублей.

Если вы профессионально занимаетесь кузовными работами или изготовлением металлоконструкций из тонкого цветного металла, вам пригодится полуавтомат, работающий по типу MIG/MAG. Они стоят от 12000 до 33000 рублей.

И наконец, если вы свариваете массивные конструкции из цветного металла или вам нужен универсальный аппарат, который может как варить тонкий алюминий, так и толстую сталь, обратите внимание на аппараты с типом сварки TIG. Кстати, большинство из них может работать и в режиме простой ручной сварки MMA. Цены на такие аппараты начинаются от 5000 рублей.
Виды сварочных аппаратов – тонкости выбора и особенности применения
Выбрать добротный и недорогой агрегат не так просто, как может показаться. Рынок переполнен предложениями, и не все виды сварочных аппаратов равноценны между собой. У каждого есть особенности, преимущества и недостатки. Не стоит поддаваться уговорам менеджеров-продавцов – лучше самостоятельно разобраться в устройстве и параметрах сварочников, тогда сделать выбор будет проще.
Виды, различия, плюсы и минусы
Еще недавно спрос на компактные бестрансформаторные сварочники был огромным. Отдельные виды ручных сварочных аппаратов создавали кустарно, покупали конверсионные модели, выпускаемые предприятиями оборонки.

Сегодня рынок перенасыщен предложениями. Конструкции сварочных аппаратов стали более разнообразными. Но это сделало модели более совершенными. В основе всех современных сварочников используются все те же старые схемы, но на новой элементной базе.
По видам аппараты можно разделить на несколько базовых моделей:
- трансформаторные конструкции;
- инверторные схемы;
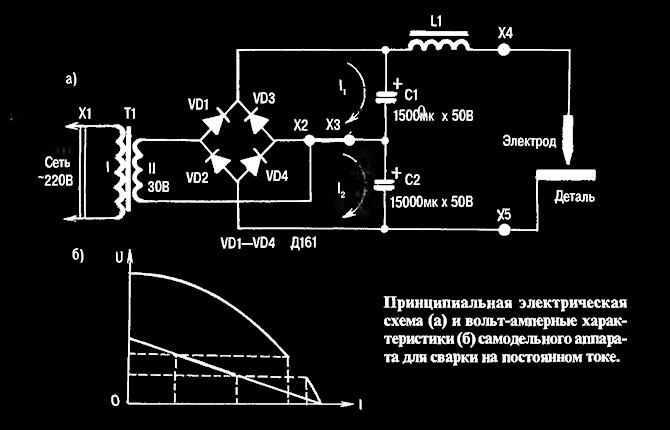
- сварочные аппараты для сварки постоянным током;
- конструкции для сварки в защитной газовой среде;
- устройства для точечной сварки;
- газосварочные агрегаты.
Все перечисленное касается только аппаратов, схема и конструкция которых допускает подключение к бытовой электросети в 220 В. Это базовое ограничение для всех бытовых моделей.
Выбирая вид сварочного аппарата (кроме газосварки), необходимо реально оценивать возможности электросети. Современные модели на полупроводниковой базе могут работать на даче или в гараже, где напряжение в сети может быть в пределах 150-240В. Более старые аппараты с трансформаторным преобразованием напряжения приходится переделывать.
Трансформаторы
Наиболее древний вид сварочника. Активно используется более сотни лет. Основа аппарата – тяжелый (до 20 кг) и мощный (до 5 кВт) трансформатор, преобразующий сетевое напряжение в 220 В на входе в рабочее переменное 50-60 В.
Для качественного сваривания металла трансформатор должен иметь определенный вид вольт-амперной характеристики, чаще круто падающей. Обычный силовой трансформатор, снятый с промышленного оборудования, для сварки не подойдет.

Сварочный трансформатор перед началом работ настраивают на определенные характеристики – ток и интенсивность горения дуги. Перемещая руками балластный резистор или реактор, удается добиться крутопадающей характеристики напряжение-ток. Это значит, что с момента зажигания дуги напряжение будет сильно снижаться с увеличением тока, количество энергии выделяется равномерно, поэтому прожогов или непроваров не будет.
- простая конструкция, несложный ремонт;
- доступная цена;
- большой сварочный ток – до 250А;
- надежность.
Срок службы сварочного трансформатора, намотанного из качественного медного провода, – 20-25 лет. На практике при аккуратном обращении срок службы ограничен лишь надежностью изоляции. Провод в фирменной резиновой изоляции способен обеспечить 30-40 лет безаварийной эксплуатации.
- большой вес;
- сложность настройки;
- ограниченное использование;
- сильные помехи, создаваемые трансформатором в сети.
Выполнять работы с использованием трансформаторного сварочника рядом с многоэтажками не рекомендуется во избежание конфликтов с жильцами.
Выпрямители
Определенные виды материалов, такие как нержавейка или чугун, сваривают с использованием постоянного тока. Для этого нужен выпрямитель. По сути, это тот же сварочный трансформатор, дополнительно оборудованный регулирующими системами, блоком полупроводниковых вентилей, преобразующих ток из переменного в постоянный. Все виды регуляторов с трансформатором собираются в компактном, но тяжелом корпусе (10-12 кг).

В качестве регулятора режима используется управляющая плата на тиристорах. С ее помощью можно настроить величину тока. Блок выпрямляющих кремниевых диодов – нерегулируемый. Вид сварочного тока – постоянный.
Работать можно только постоянным током, потому могут возникнуть сложности при сварке толстостенного профиля, отдельных видов проката.
Для определенных видов сварочных работ, предполагающих длительную непрерывную нагрузку, вместо тиристорного регулятора используется магнитный шунт, устанавливаемый на вторичной обмотке. Размыкание или смыкание его выполняется с помощью ручки на передней панели аппарата.
Агрегат считается надежным в работе, но данный вид сварочников не пользуется популярностью у любителей из-за сложного подбора режима работы.
Инверторы
Этот вид сварочного оборудования собран на электронных компонентах. В конструкции аппарата преобразование напряжения обеспечивается электронным генератором на основе управляемых ключей. Есть трансформатор, но этот вид преобразователя работает с высокочастотным напряжением. Поэтому вес и габариты устройства небольшие. Вес инвертора редко превышает 5 кг.

Инверторные сварочники собираются на элементной базе двух типов – на транзисторах MOSFET и более новых элементах IGBT. Первый тип полупроводников выпускается уже более 50 лет, отличаются надежностью и невысокой ценой. В одном инверторе их около 20 шт. Быстро перегреваются, уже при 60 ℃ часто срабатывает защита.
Новые IGBT выдерживают нагрев до 90 ℃, для инвертора их требуется до 10 штук. Такие элементы дороже и допускают не все виды ремонта. Размер корпуса полупроводника маленький, выпаивать его с платы сложно.
Все виды инверторных сварочных аппаратов работают по одной схеме:
- поступающий из сети переменный ток, напряжением 220 В, выпрямляется на блоке мощных диодов;
- на втором этапе фильтр устраняет помехи. Заодно этот вид защиты блокирует попадание наводок обратно в сеть, поэтому инвертором можно варить даже в квартире;
- после фильтра генератор преобразует постоянный ток в переменный с частотой около 100 кГц. Это дает возможность использовать небольшие компактные детали и элементы;
- сигнал с генератора подается на высокочастотный трансформатор, где понижается до напряжения 50-60 Вт, после чего выпрямляется на высокочастотных вентилях.
Кроме небольших размеров сварочный аппарат интересен возможностью точной регулировки величины ток в электрической дуге.
- малый вес;
- возможность сваривать тонкостенные детали;
- простая настройка;
- отсутствие помех в сети.
Большинство инверторов имеют дополнительные опции, улучшающие качество сварки неподготовленными работниками. Например, включение Anti Stick препятствует прилипанию электрода в момент зажигания дуги. Система Hot Start повышает ток и напряжение в момент загорания дуги, что облегчает начало работы.
Отрицательные моменты заключаются в том, что инвертор требует аккуратного обращения. При неправильной эксплуатации высокочастотный генератор легко выходит из строя. Большинство видов ремонта сварочника требуют квалификации специалиста-электронщика.
Полуавтоматы
Принципиально новый вид сварочного аппарата, десятки лет широко использовался в промышленном производстве и при проведении ремонтных работ в специализированных мастерских. Сварочные полуавтоматы стали доступны с появлением компактных инверторов.
Аппарат может иметь один или два корпуса. В первом блоке находится электрический преобразователь, аналогичный инвертору или выпрямителю. Во втором – катушечная система подачи омедненной сварочной проволоки через гибкий резиновый рукав к точке сварки. Внутри располагается токоподводящий кабель.
Если это мобильный переносной вид аппарата, то все элементы, кроме рукава, собраны в одном блоке. Кроме того, в рукав подается газ СО2 от баллона с газовым редуктором.

На конце рукава установлена горелка-пистолет с клавишей включения подачи газа и проволоки. При работе вылет проволочного электрода составляет всего 4-5 мм, поэтому зона сваривания оказывается полностью погруженной в поток защитного газа.
Преимущество полуавтомата в высоком качестве шва. Можно сваривать все виды тонколистовой стали.
Несмотря на то, что по статистике 60% любительских сварочных работ выполняется полуавтоматом, у аппарата имеется немало отрицательных сторон:
- расходники – проволока и газ хорошего качества, стоят недешево;
- большой вес сварочной системы;
- быстрое заполнение рабочего места углекислым или угарным газом;
- периодически нужно регулировать работу газового клапана и катушки подачи проволоки.
Из всех видов сварочных работ полуавтомат оправдывает себя для кузовного ремонта автомобилей, изготовления металлических баков большого объема, мелкого ремонта металлической мебели.
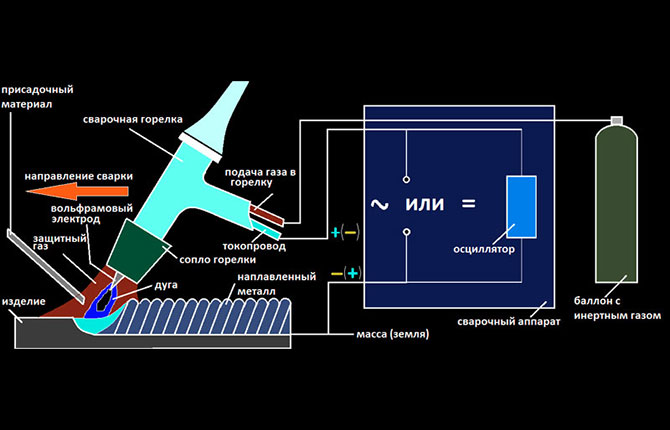
Аргонодуговой сварочный аппарат
Сварка аргоном отличается от остальных видов тем, что для работы используется горелка с соплом подачи аргона и неплавящийся вольфрамовый электрод. Остальные элементы выполнены так же, как и у полуавтомата, но без омедненной проволоки.
Суть работы аргонодугового аппарата заключается в создании мягкой стабильной дуги над сварочной ванночкой из расплавленного металла. Зона расплавления – всего несколько миллиметров. Поэтому, в отличие от других видов сварки, шов получается тонким и равномерным, с небольшой, едва заметной волной. Чтобы компенсировать «проваливания» шва, в ванну добавляется присадочный материал в виде прутка с легирующими добавками.
Недостатки использования аргона:
- стоимость аргона на порядок больше углекислого газа;
- нужны профессиональные навыки обращения с аргоном;
- распыленный в воздухе аргон может вызвать удушье или стать причиной поражения легких.
Обычно агрегат причисляют к одному из видов сварочных аппаратов без электродов, но это не совсем так. Вольфрамовый пруток, диаметром 2-3 мм, сгорает медленно, но его тоже нужно периодически менять.
Аппарат для точечной сварки
Из-за выступающих из корпуса клещей он не похож на традиционный сварочник. Сварочный аппарат используется для выполнения одной операции – сваривания двух тонких листов стали в одной точке.
Принцип действия прост:
- заготовки складываются пакетом и фиксируются струбциной с прокладками;
- выбирается место для сварочной точки;
- подводят клещи к точке, усилием рук прижимают так, чтобы между электродами и сталью был обеспечен надежный электрический контакт;
- разогретая током сталь переходит в пластичное состояние и сваривается.

Клещи должны оставаться в сжатом состоянии. Аппарат работает от обычной сети 220 В и не требует специальной защитной одежды, маски или присадочных. Скорость сварки достигает 10 точек/мин.
