Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку – приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.

Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Принцип действия самого распространенного варианта станка для гибки трубы основан на воздействии трех роликов, вращающихся одновременно
Для изменения радиуса сгибания один или два ролика должны быть жестко закреплены на корпусе, один или два перемещаться
Все три ролика должны снабжаться приспособлениями с закрепленными в них подшипниками. Желательно их установить внутри металлических втулок, чтобы избежать попадания во вращающиеся элементы посторонних предметов и сора
Вращающиеся ролики одновременно приводятся в движение за счет цепи (или ремня) соединяющего все три элемента
Если есть место для стационарной установки гибочной машины, ее лучше установить на чугунную или стальную сварную станину, которую рекомендовано крепить анкерами к полу
Тем, кому не нужно постоянно гнуть трубы, достаточно сделать небольшой станок для гибки. В его основе рекомендовано сделать отверстия для прочной фиксации на рабочем столе струбцинами
В ряде конструкций возможно перемещение всех трех вальцов. Положение верхнего регулируется верхним стопором с винтом, нижних – банальной перестановкой в отверстия корпуса
Гнуть трубу роликовый станок начинает, когда мастер вращает рукоятку. Ее подключают к одному из стационарных роликов
Гибка труб различного типа: технология и необходимое оборудование
Для транспортировки нефти или газа, требуется предварительная гибка труб. Без данной процедуры не сможет обойтись строительная или промышленная сфера деятельности. Чтобы организовать прочный поворот, на практике используются надежные соединительные элементы в виде фитингов.

Рис 1. Гибка труб
Однако такая технология подходит не для каждой системы и зависит от материала. Если согнуть трубу, можно сохранить достойный вид, не нарушая целостности конструкции.
Технология и особенности
Создавая любую трубопроводную систему, специалисты подбирают изделия из различных металлов. Это связано с тем, что каждый обладает разными техническими характеристиками. Чтобы изменить форму конструкции, осуществляется воздействие посредством радиальных и тангенциальных сил. Первые необходимы для деформации сечения, а за счет вторых происходит образование складок. Важно, чтобы после завершению всех процедур, радиус остался прежним, а внутри стенок должна отсутствовать гофра.

Рис 2. Как происходит гибка
В процессе производства металлических конструкций с использованием цельного материала, вместо сварки используют альтернативный вариант — гибку труб. Можно выделить несколько основных причин, объясняющих данный выбор:
- Материалоемкость снижается в связи с отсутствием варочных элементов.
- Сравнивая с системами, где присутствуют резьбовые или сварочные соединения, в данном случае показатель трудоемкости значительно меньше.
- Улучшается гидроаэродинамика созданного прохода.
- Сравнивая с проведением сварочных работ, при сгибании труб отсутствует негативное воздействие на конструкцию.
- Создание герметизации и высокой надежности.
Классификация
Выбор способа для гибки труб зависит от нескольких факторов:
- Материал, из которого изготовлен трубопровод;
- Толщина труб;
- Какой профиль;
- Сечение, диаметр и высота;
- Радиус сгибаемой поверхности;
- С какой точностью нужно сгибать трубы;
- Какой размер деформации допускается в соответствии с нормами, установленными по ГОСТу;
- Насколько остается прочной конструкция в местах сгиба.
Существует 4 основных вида гибки труб:
- Горячая.
- Холодная.
- Посредством переносных трубогибов.
- Станочная.
Каждый метод имеет свои приспособления для гибки.
Использование горячей гибки
Данный способ актуален, когда у специалиста отсутствует необходимый инструментарий для использования холодного метода. Это трудоемкий процесс, где осуществляется предварительный нагрев с использованием специальных наполнителей. В данной ситуации актуально использование просеянного речного песка. Важно, чтобы он не содержал органических дополнений и измельченных фракций. В противном случае, под воздействием высоких температур песок может пригореть к стенкам конструкции. Также важно исключить попадание влажного сырья, поскольку это создаст пар и увеличит давление.

Рис 3. Горячая гибка
Гибка труб с индукционным или горячим нагревом должна осуществляться при температурном режиме в пределах 900 градусов. Важно следить, чтобы не произошло пережога, а также использовать только один нагрев, иначе качество конструкции может ухудшиться. Как только все процедуры будут осуществлены, необходимо удалить песок и очистить полости от остаточных загрязнений. Заглушки также ликвидируются.
Особенности холодной гибки
Тут много преимуществ в сравнении с горячей гибкой. Данный метод обладает высокой производительностью, что позволяет снизить материальные затраты на проведение. Холодная гибка оптимально подойдет не только для черных, но и цветных материалов, обладающих высокой пластичностью. Так, например, согнуть трубу из меди или алюминия в спираль можно без воздействия высоких температур.

Рис 4. Холодная гибка
Гибка сказывается отрицательным образом на качестве и характеристиках металла. В результате появляются следующие дефекты, среди которых можно выделить:
- Толщина стенки с внешней стороны изгиба уменьшается.
- Появляются складки из гофры с внутренней стороны изгиба.
- Форма прохода начинает меняться и приобретает овальный вид.
Деформации больше всего подвержены конструкции, изготовленные из мягких металлов с тонкими стенками.
Чтобы правильно организовать процесс и не нанести механических повреждений, обязательно нужно использовать механический стабилизатор, в роли которого выступает дорн. Это специальный инструмент, располагающийся в полости на месте будущего изгиба. Основной целью является предотвращение появления деформаций. На практике применяются мягкие и жесткие конструкции.
Жесткий вид предполагает элемент направляющего вида. Его изготавливают из металла твердого типа. Торец закруглен со стороны рабочей поверхности. Заправка осуществляется с точки изгиба. В основе гибкой конструкции лежит специальный стержень. На конце одного края располагается несколько сегментов повышенной гибкости. Визуально представлены полусферами. Их использование необходимо для того, чтобы избежать деформации прохода.
Как только процесс подходит к концу, его выталкивают из места сгиба, а на внутренней поверхности располагаются специальные шарики. Второй вариант дорна предполагает ряд сложностей в процессе, поэтому используется автоматическая система управления.
Опираясь на специфические характеристики устройства, дорны используются только в стационарном режиме. Их производство необходимо для полуавтоматического или автоматического режима. Для обеспечения бесперебойного контроля используется система ЧПУ. С ее помощью осуществляется отслеживание выполнения всех технологических процессов.
Работа переносного трубогиба
Если нужно сгибание труб на месте создания конструкции, эксплуатация переносного инструмента является лучшим вариантом. Выделяют всего несколько видов инструментов:

- Рычажной. Благодаря небольшому плечу потребуется прикладывать и небольшое количество физических усилий. При использовании металлической конструкции (как правило, из нержавейки до ¾ дюйма), можно сделать изгиб до 180 градусов. Рис 5. Рычажной
Посредством штока создается давление на трубы. Он может быть гидравлическим с ручным или электрическим приводом, механическим винтовым.
- Электрический. Гибка трубы осуществляется по радиусу посредством сменных сегментов. Чтобы загнуть трубу под определенным углом, используется поворотная оправка.
Инструмент имеет ряд положительных качеств:
- Конструкция универсальна в использовании, поскольку в комплекте предусматриваются сменные сегменты;
- Можно добиться изгиба в 180 градусов;
- Работа автоматизирована, что сокращает затраты на физический труд;
- Есть обратный ход, устройство может работать в плавном режиме;
- Не возникает деформации, где согласуют оснастку и динамику подачи;
- Высокий уровень производительности.
Если отсутствует электросеть, то можно использовать сменный аккумулятор и продолжать эксплуатацию устройства.
Станочная гибка
Считается самым распространенным способом гибки труб. Используется трехроликовая конструкция с вальцевым трубогибом. Используется способ, который предполагает холодную деформацию металла. Альтернативное название – вальцовка. Отличительной особенностью является тот факт, что его можно использовать даже для сгиба титановой трубы. Стоит отметить, что он может применяться в конструкциях с любым типом изделий: овальным или круглым, способен оперативно справиться с хромированной трубой. Способен сгибать подготовленные элементы с квадратными, прямоугольными или треугольными сечениями.
Также допускается гибка труб из любого металла большого диаметра. Универсальное свойство обеспечивается работой вальцовки, предполагающей деформацию в определенном направлении. Для обеспечения определенного типа и размера сгиба, подбирается специальный калибр.
Отличительным достоинством данного вида является возможность сгибать трубы длиной от 5 м. В строительной сфере зачастую требуется провести подобные манипуляции. Заготовка может быть согнута в угол до 360 градусов (в кольцо). Если предполагается работа с трубами большого диаметра, то все манипуляции выполняются посредством электрических станков. Первый конец заготовки устанавливается в специальный захват, потом идет намотка с необходимым радиусом.

Рис 8. Станочная гибка
Станки позволяют создать точный угол загиба. Обеспечение осуществляет классической механической работой, либо при установке определенных задач на контроллере. При этом используются высокоавтоматизированные системы.
Своими руками осуществить подобную операцию без надлежащих практических навыков будет крайне сложно. Поэтому рекомендуется доверить работу профессионалам даже в том случае, когда планируется осуществить сгиб трубы. В случае допущения ошибок в расчетах, существует вероятность быстрой деформации всей системы, возникновения протечек и в некоторых случаях создания аварийной ситуации.
Гибка труб: что это, виды, применяемое оборудование

Гибка труб (перейти к услуге) — один из способов металлообработки (перейти к услугам), который позволяет получить трубы любой формы без сварки (перейти к услуге) и крепёжного соединения. Это проще, помогает сохранить эстетичный внешний вид, быстрее, но главное: отсутствует излишняя хрупкость, которую получает металл при сварке, и присутствует герметичность — та характеристика, которая всегда «страдает» при классическом резьбовом соединении двух и более элементов.
У методики есть свои ограничения: не каждое изделие можно изогнуть.
Виды гибки труб
Изгибать изделия можно разными способами. Наиболее распространены следующие:
- Холодная гибка, подходящая для пластичных цветных металлов, например, меди и алюминия. Дешевле горячего и технологичнее, позволяет за один раз произвести больше готового материала, но и подходит не всем разновидностям металлов. Поскольку цветмет достаточно пластичен, а трубы часто тонкостенные, для предотвращения дефектов используются дорны — элементы оснастки, размещаемые в полости трубы во время процедуры гибки. Дорн бывает жёстким и гибким, но в обоих случаях его задача — обеспечить неизменность формы прохода, чтобы из круглой она не стала овальной, на сгибе не появились гофровые складки, а толщина стенки не уменьшилась на внешней стороне.
- Горячая гибка труб намного более трудоёмкая, чем холодная, и используется только в тех ситуациях, когда нет возможности применить более простые методы. В полость труб засыпается наполнитель, в качестве которого обычно используется просеянный речной песок без органики и мелких фракций; он обеспечивает равномерные размеры полости. Разогрев может достигать 900ºС и больше, после сгибания наполнитель высыпается, а изделие промывается.
Какое оборудование используется при гибке труб
Следующие два метода — холодная гибка, но с применением особого оборудования, так называемых трубогибов. Они делятся на мобильные разновидности и на стационарные — станки.
- Использование мобильных трубогибов — устройств, которые позволяют изогнуть трубы на месте. Делятся на подтипы:
- рычажные, позволяют гнуть мышечным усилием работника, хорошо работают с цветметом, нержавеющей сталью,
- арбалетные, состоят из двух опор и гибочного башмака с перемещающимся штоком, эффективнее рычажного типа, потому что позволяют изогнуть сильнее и легче; бывают механическими, гидравлическими, электрическими,
- полностью электрические с сегментами разного радиуса, обычно сменными, что делает трубогиб практически универсальным; такие аппараты высокопроизводительны, универсальны, компактны, сравнительно мало весят, ими удобно и легко пользоваться.
Увидели незнакомый термин? Посмотрите его значение в словаре.
Рекомендуемые статьи

Для сварки профильной трубы подойдут те же технологии, которые используются с низколегированной, углеродистой и нержавеющей сталью.
Вальцовка — или вальцевание — процесс обработки труб, в ходе которого изменяется их диаметр, им придаётся иная форма; также сюда входит изготовление деталей, обычно трубок, из металлических листов. Промышленная вальцовка происходит в цехах.
Гибка листового металла — металлообработка, пластическая деформация металлопроката для придания ему нужной формы и дальнейшего использования в качестве заготовки. Заменяет сварочные работы там, где это возможно, и обладает существенным преимуществом по сравнению со сваркой: конструкция получается бесшовной и монолитной.
Гибка металла — пластическая деформация металлопроката, при которой одна его часть меняет своё положение относительно другой, внешние слои металла растягиваются, а внутренние сжимаются. Эффективная замена сварке, оставляющей потенциально хрупкие швы: согнутая заготовка характеризуется монолитностью и прочностью.
Резка труб — изменение длины труб для прокладки трубопровода, когда требуется подгонка материалов под определённые параметры. Предварительно места резов размечаются на трубах при помощи бумаги и толи, непосредственно резка может быть прямой, косой, в поверхности могут вырезаться гнёзда и врезаться штуцеры. Методики резки труб варьируются в зависимости от формы, материала, из которого она изготовлена, бюджета и прочих переменных.
Металлообработкой называют широкую область — обработку металла для придания ему форм, создания деталей, которые впоследствии идут на самые разные цели, от производства мелочей до строительства мостов и кораблей. В процессе меняются форма изначального элемента, его размеры, свойства: например, отдельная деталь может быть покрыта цинком для придания ей антикоррозионных свойств.
Основная зона обслуживания в ЮФО: Ростовская область АзовБатайскВолгодонскКаменск-ШахтинскийНовочеркасскНовошахтинскРостов-на-ДонуТаганрогШахты , Адыгея Майкоп , Астраханская область Астрахань , Волгоградская область ВолгоградВолжскийКамышин , Калмыкия Элиста , Краснодарский край АнапаАрмавирЕйскКраснодарНовороссийскСочи , Крым ЕвпаторияКерчьСимферополь , Севастополь
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
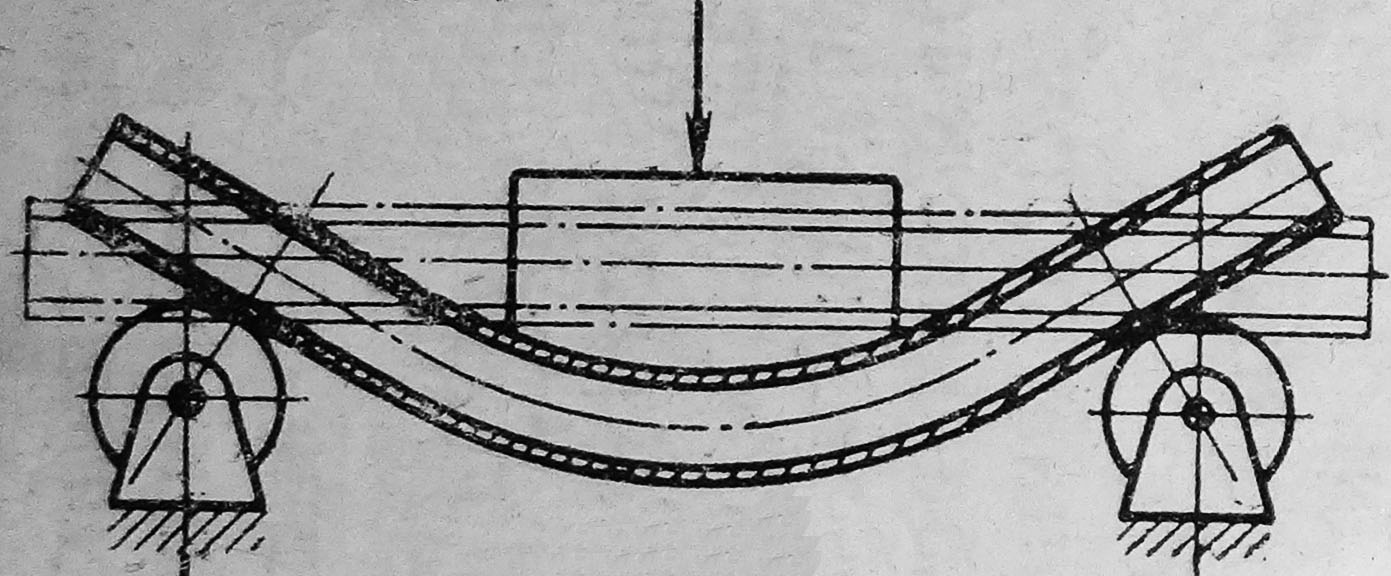
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
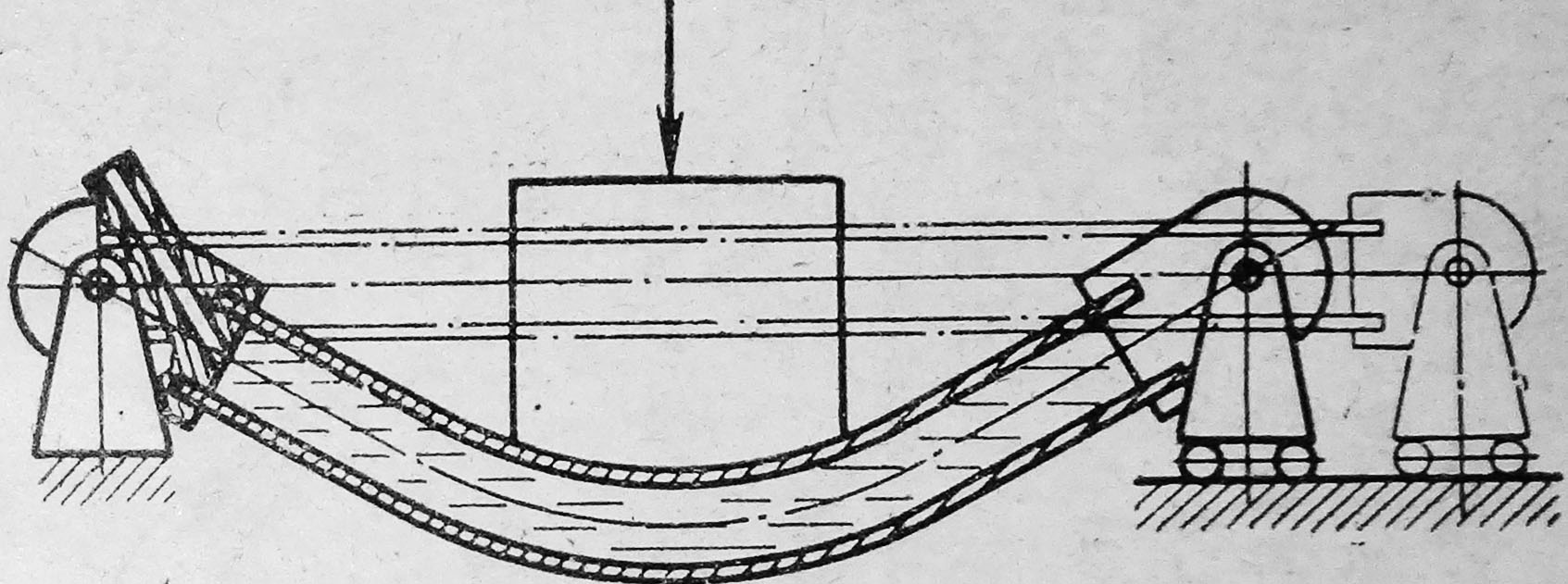
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.
1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Способ гибки труб определяется способом работы трубогиба, трубогибочного станка или станка для гибки труб. В практике существует множество способов гибки труб. Вот основные из них:
1. Гибка труб способом обкатки
2. Гибка труб способом намотки
3. Гибка труб способом волочения
4. Гибка труб способом вальцовки (3-х роликовая вальцевая гибка)
5. Гибка труб на 2-х опорах
6. Гибка труб способом растяжения
7. Гибка труб с внутренним гидростатическим давлением
8. Гибка труб через фильеру, имеющую кривую ось
9. Гибка труб по копирам
а так же, так называемые “дедовские” способы гибки труб с наполнением песком, заливки специальным легко расплавляемым составом, с установкой легко извлекаемой пружины. Такие “Дедовские” способы гибки применимы при выполнении одного или нескольких гибов, а для производства трубных деталей они не применимы.
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Выбор способа гибки труб и соответствующего трубогиба зависит от диаметра трубы, толщины стенки трубы, материала трубы, радиуса гиба, требуемой точности, качества гиба, потребного количества изогнутых деталей, повторяемости изделий и ряда других факторов.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
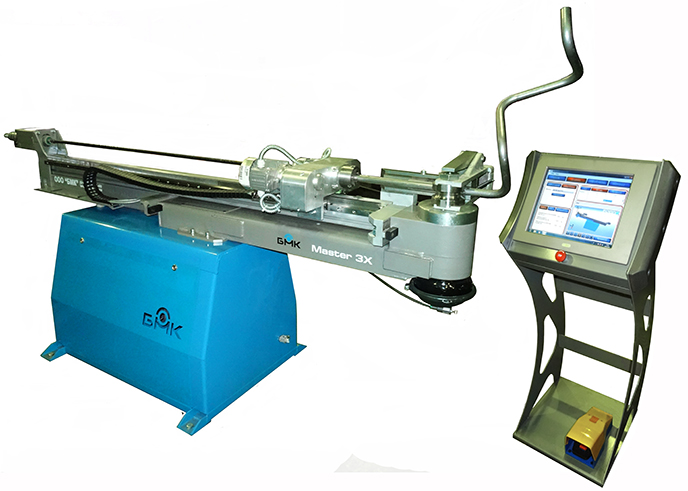
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.
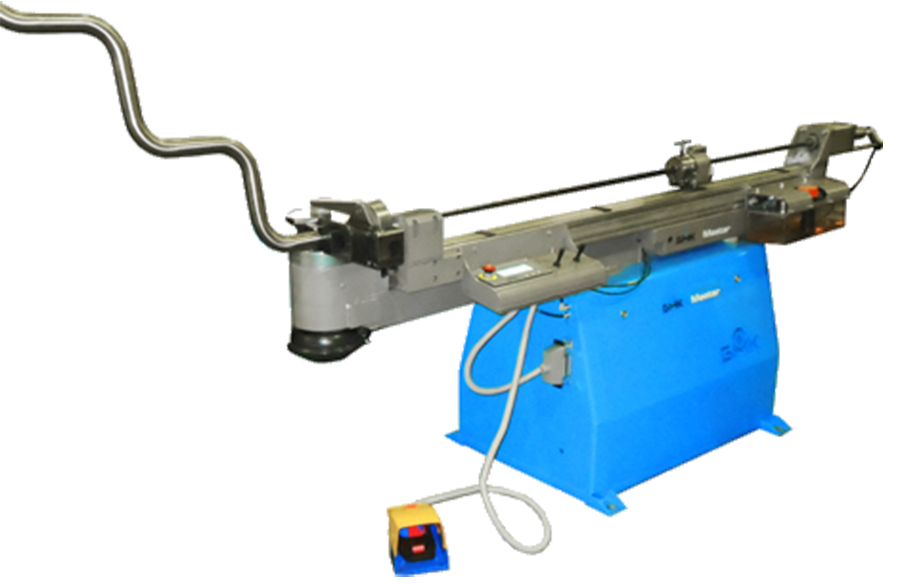
Полуавтоматический трубогиб СЕ-51 серии MASTER
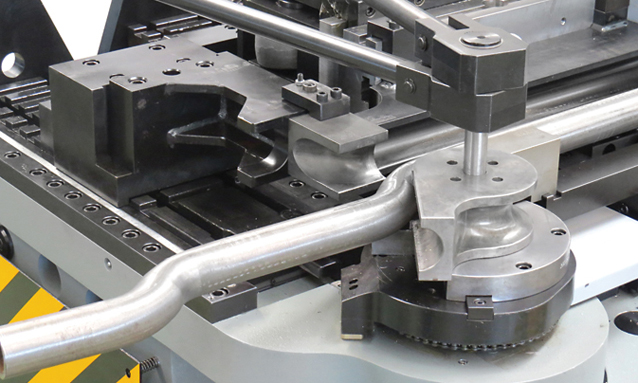
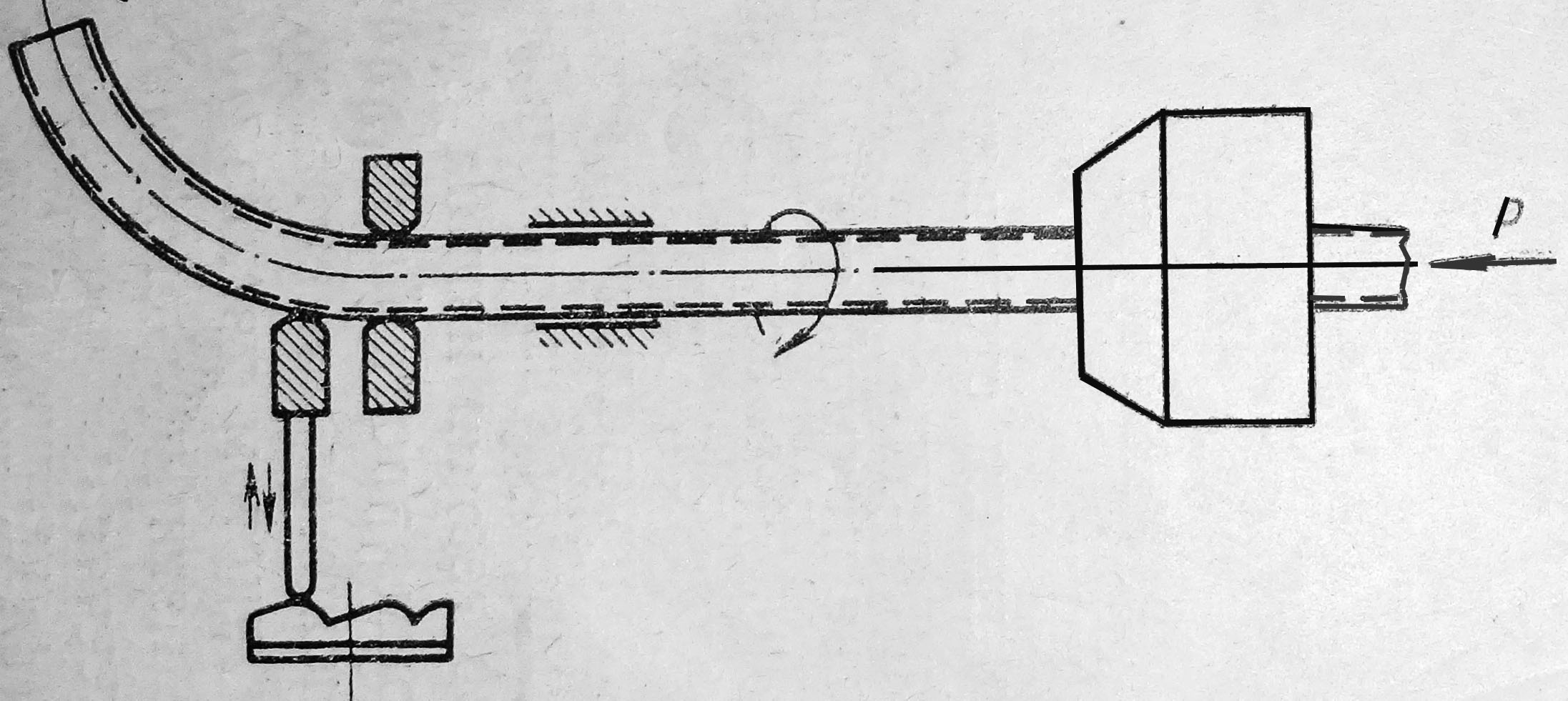
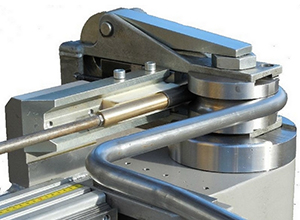
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
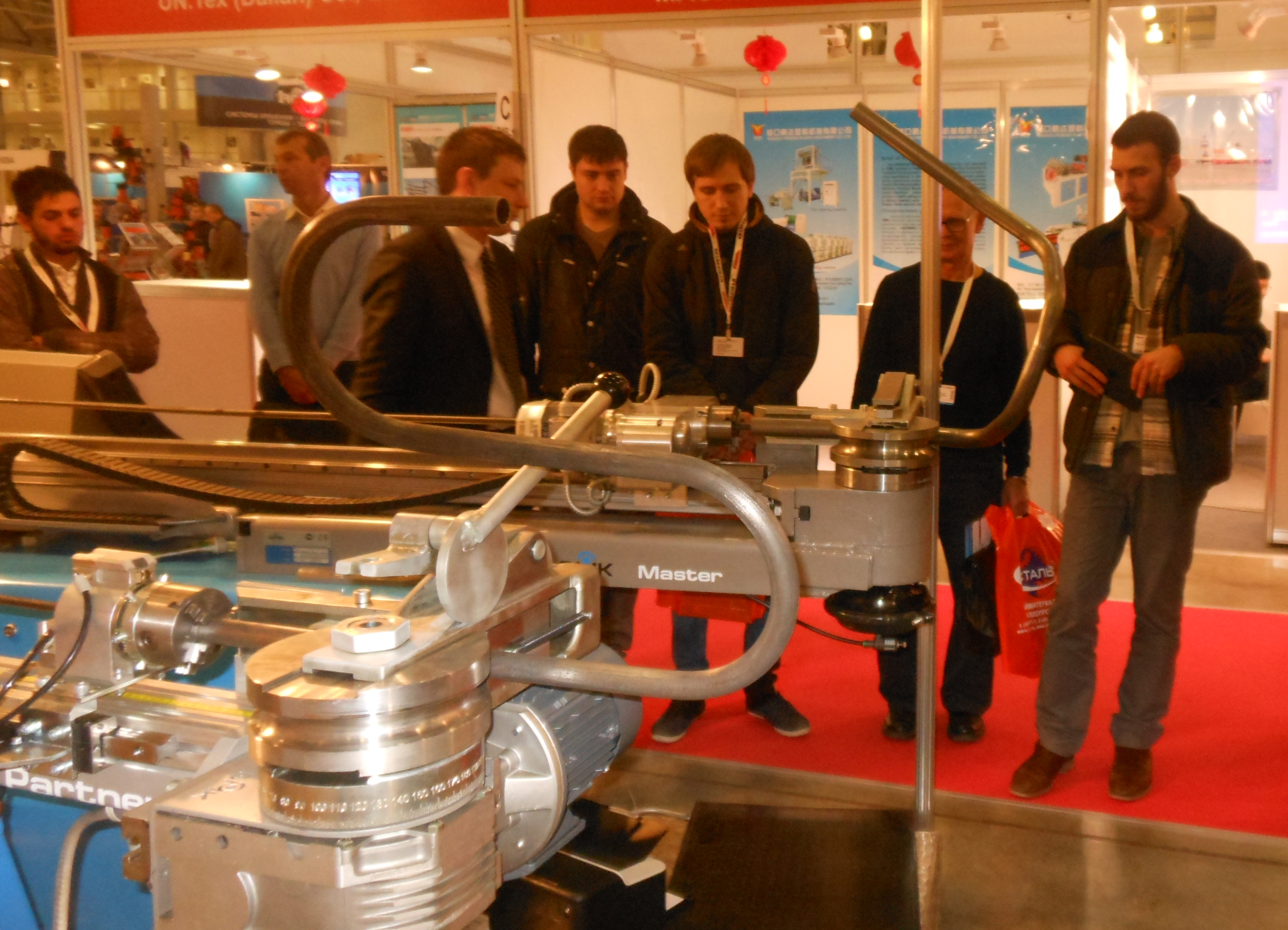
Автоматический трубогиб СЕ-51 MASTER.3X – гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО “БМК”, практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
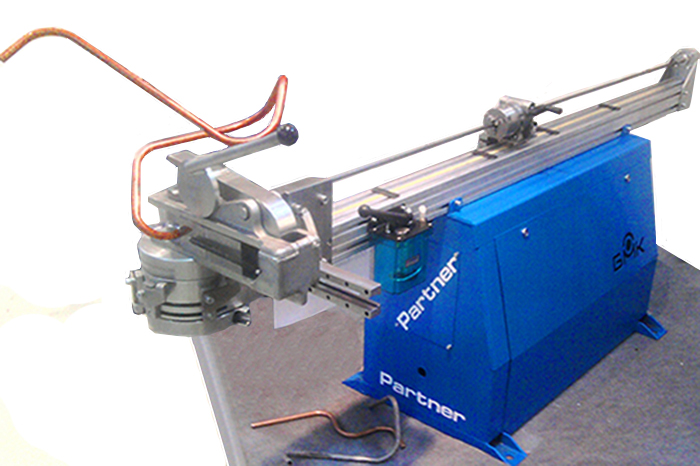
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов – Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
Трубогибочные станки работающие способом обкатки
Трубогибы и трубогибочные станки, работающие способом обкатки широко применяются в строительной отрасли , а так же при мелкосерийном и штучном производствах. Принцип работы трубогибов, работающих способом обкатки заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного ролика и неподвижного ролика трубогиба должны соответствовать типоразмеру изгибаемой трубы. Фиксация (закрепление )трубы на трубогибочном станке происходит вне зоны движения обкаточного ролика.
Трубогиб бездорновый RE-60 серии TECHNIC
Способом обкатки, гнутся только толстостенные трубы, (например на трубогибах, типа RE-60 TECHNIC, с наружным диаметром до 60 миллиметров) на осевой радиус гиба не менее 3,5D, при этом изменение сечения формы (овальность) трубы в месте гиба может составлять до 10-12 %. Для достижения указанного значения овальности трубы в месте ее гиба на трубогибах и трубогибочных станках данного типа должно быть устройство позволяющее регулировать зазор между неподвижным и обкаточным роликами трубогиба.
В тех случаях когда необходимо изготовить простые детали с одним или несколькими гибами, к которым не предъявляется требований по качеству гиба – сохранению сечения трубы в месте гиба, сохранению геометрии и пространственных параметров изделия применимы трубогибочные станки и трубогибы работающие способом обкатки, так как такие трубогибы относятся к группе наиболее дешевых и простых трубогибочных станков.
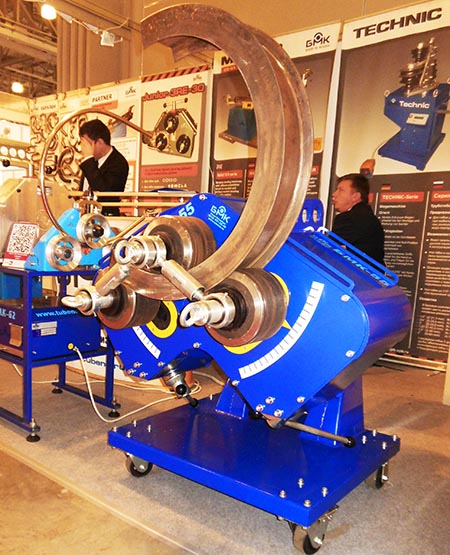
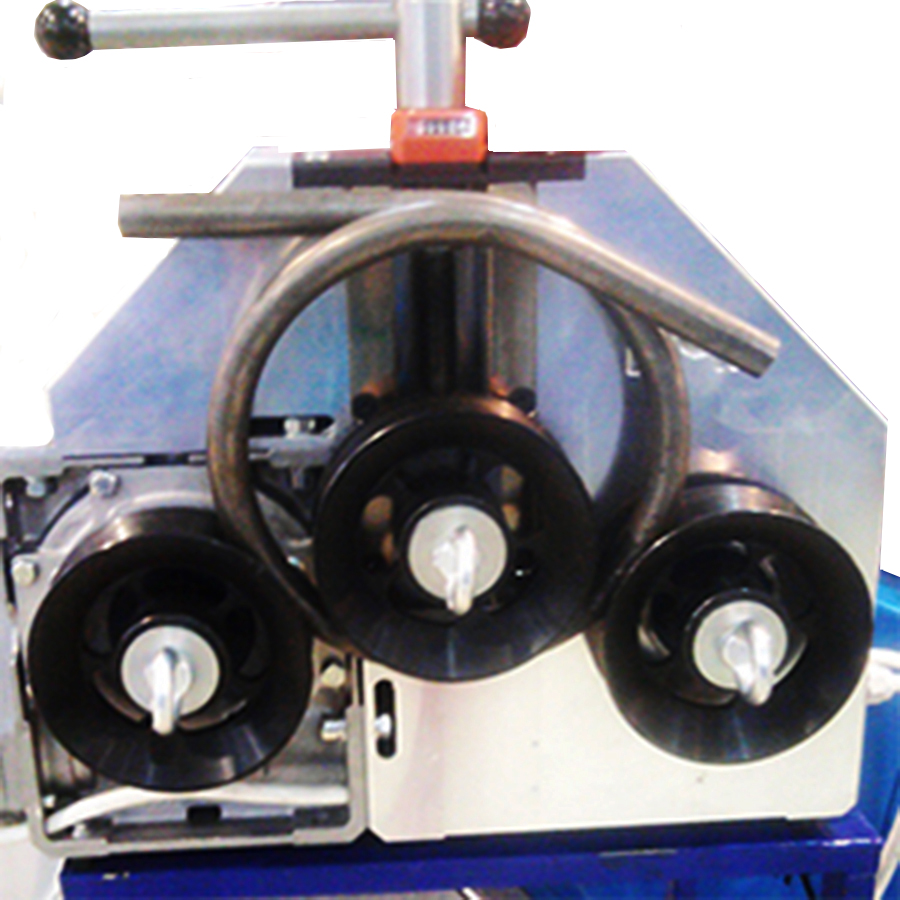
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы.
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
Трубогибы для гибки труб на двух опорах
При выполнении работ по прокладке и ремонту трубопроводов непосредственно на строительной площадке, в стесненных условиях, в подвалах и т.д., широко применяются трубогибы арбалетного типа, принцип работы которых заключается в приложении изгибающего усилия гибочным сегментом на трубу лежащую на двух опорах. Изгибающее усилие на гибочный сегмент может подаваться от гидравлического, пневматического, электрического или механического источника энергии. Этот тип трубогибов предназначен для штучных гибов труб в стесненных условиях. Качество гибов труб, на таких типах трубогибов, и повторяемость геометрии пространственных деталей, ни коем образом не отвечает требованиям промышленного производства. Однако, такие трубогибы арбалетного типа с рычажными и храповыми приводами производятся и широко применяются при выполнении ремонтных работ службой горячего и холодного водоснабжения.
В настоящей статье мы рассмотрели способы гибки труб получившие наибольшее распространение. Другие способы гибки труб применяются крайне редко или требуют больших затрат на производство специальных трубогибочных станков при их низкой производительности.
Данная статья про способы гибки труб и профилей на трубогибах и профилегибах – интеллектуальная собственность ООО “Балтийской Машиностроительной Компания” Любое копирование этой статьи полное или частичное являеся нарушением авторских прав владельца.
БАЛТИЙСКАЯ
МАШИНОСТРОИТЕЛЬНАЯ
КОМПАНИЯ198097, Россия, Санкт-Петербург, пр. Стачек 47
(территория ОАО “Кировский завод”)
Телефон/факс: +7 (812) 331-08-40, 331-39-70
Телефон по Кировскому заводу: 71-340, 71-390125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1
Телефон/факс: +7 (495) 133-96-88График работы: пн-пт с 9 до 18. Факс: круглосуточно.
bmk.trubogib@mail.ru§ 1. Гибка труб
Прокладка трубопроводов санитарно-технических систем на строительном объекте требует изменения направления трубопроводов, обхода конструкций и других трубопроводов. В этих случаях на монтаже используют гнутые детали (рис. 1). Главное свойство этих деталей по сравнению с литыми (фасонными) частями заключается в плавности перехода, создании меньших сопротивлений при движении жидкости, пара и газа, в отсутствии дополнительных соединений.
Рис. 1 . Гнугые детали:
а – отступ (утка); б – отводы; в – скоба; г – калачВиды гнутых деталей: отводы, отступы (утки), скобы, калачи и компенсаторы.
Отступ — деталь с двумя изогнутыми частями, обычно под углом 135° (рис. 1а). Ее применяют в тех случаях, когда присоединяемая деталь лежит не на одной оси с трубопроводом, а также при обходе препятствия. Расстояние между осями отогнутых концов трубы называют вылетом.
Отвод — изогнутая под определенным углом деталь, которая используется при изменении направления трубопровода (рис. 1б). Отводы бывают крутоизогнутые, с минимальным радиусом поворота, складчатые также с малым радиусом поворота, и обычные.
Скоба — деталь с тремя изогнутыми частями (рис. 1в). Ее используют при обходе другого трубопровода.
Калан — деталь с поворотом в форме полуокружности (рис. 1г). Калач заменяет два отвода, и его используют чаще всего для соединения двух отопительных приборов, расположенных один над другим. Расстолние между осями концов калача равно двум радиусам.
Компенсатор — это деталь П-образной формы. Он служит для уравновешивания температурных удлинений трубопровода.
При гибке металл подвергается растяжению по наружной части, а по вогнутой — сжатию. В результате этого толщина стенки выпуклой части уменьшается, а вогнутой — увеличивается. В процессе гибки в месте изгиба образуется овальность трубы (труба сплющивается). Овальность не должна превышать 10°. На вогнутой части трубы может появиться волнистость, ее величина не должна быть выше 3°
Гнутые детали изготовляют в определенной последовательности: сначала трубы размечают, потом отрезают и затем гнут.
При разметке используют измерительный и разметочный инструмент: метр, мел или чертилку. На специализированных заготовительных предприятиях применяют разметочно-отрезные устройства, которые сделаны в виде разметочного стола с трубоотрезным станком. Длину заготовки для гнутой детали определяют по таблицам.
Отрезку труб выполняют вручную ножовкой, труборезом или механизированным способом с помощью трубореза. На специализированных предприятиях применяют трубоотрезные станки, на которых труба перерезается диском.
Гибка труб производится в холодном или горячем состоянии на ручных и приводных станках. Трубы больших диаметров нагревают, что позволяет снизить усилие, необходимое для изгиба, и предотвратить разрывы стенок трубы, так как металл при нагреве становится более пластичным.
При гибке труб диаметром до 32 мм тщательно подбирают размеры гибочных роликов и оправок; трубы большего диаметра гнут, набивая их сухим кварцевым песком. Радиусы гиба должны быть больше минимально допустимых (2—3,5 наружного диаметра трубы).
Шовные трубы гнут так, чтобы исключить повреждение шва, — шов располагают в месте наименьших деформаций материала трубы, т. е. по средней линии изгиба или несколько внутрь него.
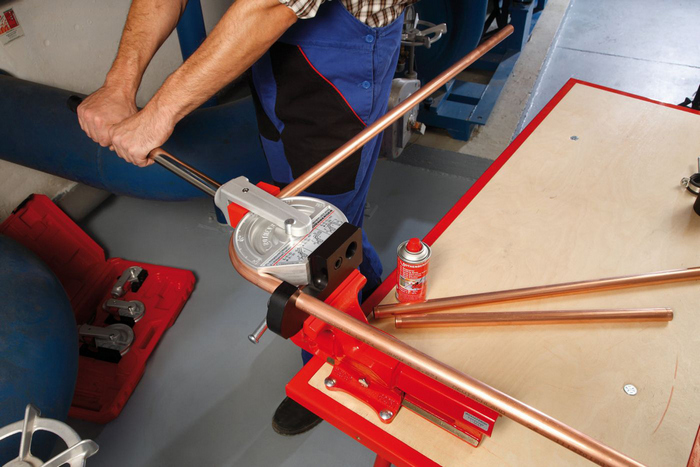
Гибку труб в холодном состоянии осуществляют на ручном станке СТВ, предназначенном для труб диаметром до 20 мм при радиусе гиба не менее 50 мм. Трубу вставляют между роликами. Поворачивая рукоятку с подвижным роликом, трубу изгибают вокруг неподвижного ролика на заданный угол. После этого рукоятку возвращают в первоначальное положение и вынимают трубу (рис. 2).
Рис. 2. Ручной трубогиб СТВ:
1 – поворотный ролик; 2- доска верстака; 3 – серьга для изгибаемой трубыПрименяют также комбинированные станки Вольнова с тройными роликами для гибки на одном станке труб диаметром 15, 20 и 25 мм. Станки оборудуются кругом с делениями по 5° в каждом.
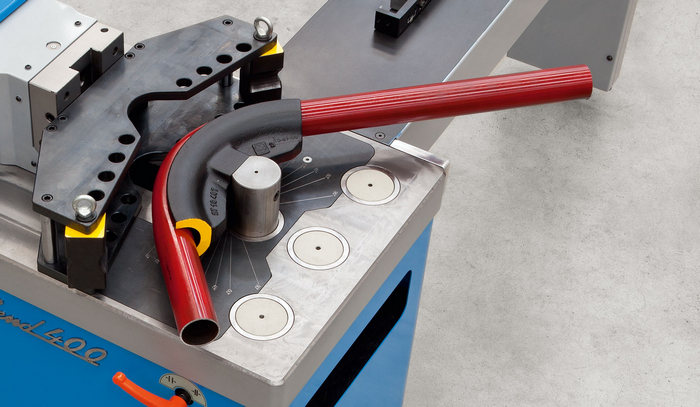
Трубогибочные станки с винтовым и гидравлическим приводами позволяют снизить мускульное усилие, необходимое для гибки. Для гибки труб различных диаметров станки снабжаются сменными секторами (рис. 3).
Рис. З. Ручные гидравлические трубогибы типа ТГР-З/4 (а) и ТГР-2 (6)
На специализированных предприятиях процесс гибки механизирован.
Гибку труб в горячем состоянии производят путем нагрева места изгиба и последующего поворота конца трубы вокруг оправки. При этом изгибаемую трубу набивают песком и один ее конец закрепляют в прижиме или тисках. Радиус изгиба применяют не менее диаметра трубы, а длину нагреваемой части при угле поворота 90° — не менее 6 диаметров, 60° — 4 диаметра, 45° — 3 диаметра (рис. 4).
Рис. 4. Гибка трубы в горячем состоянии на прижиме:
1 – горелка; 2 – болт крепления прижима; З – колонна; 4 – изгибаемая труба; 5 – песок; 6 – пробка; 7 – рычаг; 8 – прижимной винт; 9 – призма; 10 – корпусПри гибке трубопроводов диаметром более 50 мм в некоторых случаях применяют складчатые отводы, на внутренней поверхности которых металл деформируется в складки. Их делают так: на трубе намечают места нагрева и образования складок. Затем оба конца трубы закрывают деревянными пробками, укладывают на стенд, нагревают место первой складки, после чего изгибают трубу до образования первой складки. Ее охлаждают и приступают к образованию следующей и т. д. до получения отвода требуемого угла.
Отдельные детали трубопроводов изготовляют методом штамповки. Ее применяют в целях повышения качества и сокращения трудовых затрат при заготовке стандартных деталей санитарно-технических систем. Подготовленные трубы укладывают на матрицу гидравлического пресса и путем обжатия пуансоном трубам придают требуемую форму. Штампованные детали имеют одинаковые размеры отдельных частей и лучший вид по сравнению с деталями, которые обрабатывались на трубогибочных станках.
Так, из стальных бесшовных труб изготовляют крутоизогнутые отводы с радиусом изгиба, равным 1,5—2 диаметрам трубы, тройники, переходы. Концы деталей обрабатывают под сварку.
Гибку пластмассовых труб выполняют в нагретом состоянии на трубогибочных станках или шаблонах, закрепляемых в специальных приспособлениях (рис. 5). Трубы нагревают воздухом в электропечах или ваннах, заполненных глицерином. Режим нагрева зависит от материала труб и толщины стенок.
Рис. 5. Гибка пластмассовых труб:
а – на штырях ( 1 – труба; 2 – штырь; З – плита); б – на шаблоне ( 1 – верстак; 2 – уголок; 3- скоба; 4 – шаблон; 5 – труба)Стенки пластмассовых труб могут смяться. Чтобы этого не произошло, в трубу до нагрева помещают наполнители: резиновый жгут, гибкий металлический или резиновый шланг, набитый песком. Наружный диаметр жгута или шланга должен быть на 1—2 мм меньше внутреннего диаметра изгибаемой трубы. Резиновый шланг с песком рекомендуется применять при гнутье труб диаметром более 50 мм. Наполнять трубы песком не следует, так как в дальнейшем требуется очистка внутренней поверхности труб от прилипшего песка.
Можно гнуть трубы без наполнителя, если отношение толщины стенки к ее наружному диаметру составляет не менее 0,06, а также если радиус гнутья более 3,5—4 наружных диаметров трубы.
При изготовлении отводов угол изгиба увеличивают на 9—10° больше, так как труба несколько разгибается после снятия ее с шаблона или приспособления. Пластмассовые трубы после гибки охлаждают до температуры 28°С сжатым воздухом или водой в фиксированном положении.
Меры безопасности при гибке труб. Верстак должен быть свободен от посторонних предметов в радиусе не менее 2 м. Трубу необходимо закреплять в гибочном устройстве прочно. Рычаг следует двигать от себя, менять и регулировать положение рабочих роликов можно только после полной остановки станка и при отключенном двигателе. Гнуть трубы надо только теми роликами, которые предназначены для данного диаметра труб. При гибке длинных труб надо следить, чтобы их концы не задели работающих рядом.
При гибке труб горячим способом поверхность трубы и песок должны быть сухими. Рабочий должен выполнять гибку труб в рукавицах. При нагреве и гибке нельзя находиться в конце трубы напротив пробок.