
Аргонодуговая TIG/WIG сварка вольфрамовыми электродами
Tungsten Inert Gas (TIG) — это способ ручной или автоматической дуговой сварки. Он возможен при использовании неплавящегося электрода в углекислом газе или защитном инертном, с образованием результативной действующей смеси. Этот способ закладывается вместе с другими функциями практически во всех современных сварочных аппаратах. Лучшим неплавящимся материалом, применяемый при этом методе, является вольфрам, поэтому часто можно встретить аббревиатуру не TIG, а WIG.
Суть и способы сварки

Сварка методом TIG применяется для соединения нержавеющих, конструкционных и углеродистых сталей, никеля, титана, алюминия, меди, кремнистых бронз, латуни, разнородных сплавов и прочих металлов. Он используется в теплоэнергетической, химической, пищевой, нефтеперерабатывающей и других отраслях промышленности.
Между изделием и неплавящимся электродом образуется электрическая дуга, которая расплавляет кромки присадочного металла и свариваемого изделия. Горелкой в зону сварки подаётся газ, который защищает сварочную ванну, торец присадочной проволоки, электрическую дугу и кристаллизующийся шов от воздействия воздуха.

Классификацию ручной сварки можно представить:
- По способу зажигания дуги. Дуга зажигается касанием поверхности свариваемого изделия электродом или формирование дуги осуществляется при помощи выводных планок. Практичнее и проще сформировать дугу особым блоком — осциллятором.
- По виду потока защищённого газа. Газ должен равномерно распространяться по всему сечению сопла. Это достигается при ламинарном потоке или в газовой камере.
- По виду защитного газа. В качестве защитного газа может применяться аргон, гелий, азот или смесь газов.
- По виду дугового разряда. Возможна сварка непрерывно горящей дугой или сжатой дугой. Применяется импульсно-дуговая сварка, когда в процессе работы дуга пульсирует с заданным соотношением паузы и импульса.
- По техническим признакам. Сварка осуществляется погруженной или проникающей дугой, спаренными электродами и пучком электродов.
- По видам тока. Сварка бывает на постоянном или на переменном токе.
ТИГ-сварка является универсальным видом соединения самых различных металлов при любом положении в пространстве.
Характеристика электрода
Вольфрамовые электроды применяются для сварки неплавящимся электродом. Они отличаются высокой температурой плавления и тем, что не участвуют в формировании сварочного шва. Широкое применение получили такие марки (ГОСТ 23949−80):
- чистый вольфрам;
- с окисью лантана;
- с окисью иттрия;
- с окисью тория.

Эти легирующие элементы улучшают качество вольфрама и добавляют стойкости к плавлению. Для различия стержней принята буквенная и цветовая маркировка. Буквенная говорит о химическом составе и примесях, а цветовая говорит о видах окиси, которые содержит электрод.
Выбор диаметра электрода зависит от марки вольфрама, рода и величины сварочного тока. Если правильно подобрать режим сварки, то за каждый час сгорания расход стержня не будет превышать двух сантиметров. Температура рабочей среды может достигать 6 тыс. градусов тепла.
При нагреве неплавящиеся электроды могут в атмосфере окисляться, поэтому рабочая среда вольфрама защищается газом. За счёт использования аргона и гелия достигается качество сварки. Наиболее комфортной будет сварка с прямой полярностью при постоянном токе. В этом случае горелка комфортная и облегчённая, поэтому процесс сваривания проходит легко.

Особенностью электродов для TIG-сварки является необходимость контролировать и подготавливать состояние их кончика. От этого зависит давление дуги на поверхность и распределение энергии, что влияет на глубину и ширину проварки изделия, а также размеры и форма шва. Правила заточки зависят от марки самого расходника и условий работы аргонодуговой сварки. Затачивать кончик электрода можно с применением болгарки или точильного круга.
Особенности аргонодуговой сварки

Аргонодуговая сварка ввиду высокой универсальности получила широкое применение. В качестве защитного газа при сварке применяют аргон. Сварка делится на ручную сварку и автоматическую. С её помощь можно получить швы с ровной структурой, аккуратным видом и высокой прочностью.
Основным инструментом выступает аргоновая горелка: с её помощью выполняется соединение металлов. Ввиду специального исполнения вольфрамовый электрод фиксируется с таким расчётом, чтобы конец его стержня выступал над керамическим соплом на несколько миллиметров.
Короткая дуга обеспечивает максимальную глубину проплавления изделия. От техники подачи присадочного материала зависит, насколько аккуратным будет сварочный шов и какую ширину будет иметь. Присадка должна постоянно находиться в зоне защиты и поступать спереди сварочной горелки.
Аргонодуговая сварка TIG будет успешной при соблюдении определённых правил:
- Изделия должны быть подготовлены для сваривания — обезжирены и очищены.
- Чтобы создать защитную среду до выполнения работ, аргонный газ подаётся за 10 секунд.
- Длина дуги должна быть минимально возможной.
- Варить нужно только в продольном направлении, без отклонений в поперечное направление.
- Если подача аргона нарушена, то работу необходимо остановить, так как электрод и присадка должны быть под его защитой.
- Чтобы металл не разбрызгивался, пруток (присадочная проволока) додаётся плавно.
- Качество шва считается хорошим, если сварочная ванна удлинена.
- Завершаются сварочные работы принижением силы тока и отключением через 10 секунд подачи газа.
У каждого вида аргонодуговой сварки свои особенности, определяются они применяемым оборудованием.
Оборудование для сваривания

Все работы в защитной среде газов осуществляются с помощью специальных устройств, предназначенных для аргонно-дуговой сварки TIG или модифицированным под такие работы оборудованием. Комплектация установок состоит из следующих элементов:
- Сопло. Оно предназначено обеспечивать работу горелки. Изготавливают его из термоустойчивого материала, так как температура сварочной ванны при нагреве может достигать 2000 °C. В зависимости от типа металла диаметр сопла разный.
- Горелка. Её конструкция зависит от метода проведения работ. Если горелка будет с водяным охлаждением, это позволит контролировать перегрев электрода и температуру сварочной ванны.
- Осциллятор. С помощью этого приспособления обеспечивается поджигание дуги бесконтактным методом. Он не только поддерживает стабильность электрической дуги, но и генерирует разряд для пробивания дугового промежутка.
- Источник напряжения. Выпускаются как сварочные инверторы, так и трансформаторные установки. Предпочтительнее инверторные устройства, они создают равномерное напряжение, что положительно сказывается на качестве сварочного шва.
- Балластный реостат. С его помощью регулируется сила тока, которая подаётся на дугу. Он поможет подобрать оптимальные варианты для работы с разными металлами.
- Дополнительные аксессуары. Таким элементом может выступать сварочный пост. Он облегчает полный процесс выполнения сварочных работ.
Инверторные аппараты получили широкое применение в быту, они простые в применении и обладают небольшими габаритами.
Рейтинг инверторных аппаратов
Современные сварочные инверторы значительно облегчили работу сварщикам и осуществили скачок в электросварке. К трём лучшим моделям, по отзывам пользователей можно отнести:
- Сварог TECH ARC 205 B (Z 203);
- Ресанта САИПА-190МФ;
- FUBAG IN 176.
Модель Сварог TECH ARC 205 B (Z 203) — это один из самых выносливых и надёжных аппаратов с аргонодуговой сваркой, который выпускает российская производственная компания. Его основные характеристики:
- напряжение на входе — 187−253 В;
- сварочный ток TIG — 10−200 А;
- тип выходного тока — постоянный;
- мощность — 9 кВ * А.

КПД этого аппарата составляет 85%, он имеет форсаж дуги с типом поджига прикосновением. Модель обладает небольшими габаритами и весом 8 кг, поэтому незаменима при частых передвижениях. Производитель предоставляет гарантийный срок — 5 лет. Аппарат не перегревается, потребление электрической энергии незначительное.
Прибор Ресанта САИПА-190МФ предназначен для профессиональных сварщиков. Производятся эти приборы в Китае, а реализуются латвийской компанией «Ресанта». Это устройство позволяет варить практически всеми типами сварки. Сварочный ток в режиме TIG — от 10 А до 190 А, а продолжительность включения 70% при максимальном токе. Он обладает качественным проваром и берёт металл до 10 мм.
Основным недостатком этой модели являются её габариты и вес — более 18 кг.
Аппарат FUBAG IN 176 производится немецкой компанией профессионального электрического оборудования. Модель отличается своей функциональностью, микропроцессорным управлением, небольшими габаритами и весом — 4,5 кг. Этим устройством можно варить в любом положении, регулируя в процессе работы сварочный ток.
Модель имеет запатентованный дизайн. С ней легко перемещаться от объекта к объекту и без усилий работать в труднодоступных местах.
Преимущества и недостатки
Сварка в среде аргона имеет ряд преимуществ по сравнению с другими видами сварки. Благодаря им, этот вид сваривания металлов получил довольно большое распространение. К преимуществам можно отнести:
- применение малых токов, что оказывает положительное влияние на работы, требующие высокой точности;
- работы выполняются без электродных покрытий и флюсов;
- эстетичность и высокая прочность сварочных швов;
- путём наплавки можно восстановить изношенную часть изделия;
- можно работать с металлами, плохо поддающимися сварке;
- возможность работать с массивными конструкциями и мелкими деталями;
- малое количество выделяемых аэрозолей;
- отсутствие искр во время работы, что говорит о пожаробезопасности;
- качественная резка металлов с отсутствием отходов.
Несмотря на простоту техники сваривания и возможности курировать весь процесс, сварка в среде аргона имеет свои недостатки:
- довольно дорогостоящее оборудование для выполнения работ;
- сварщик должен иметь высокую профессиональную квалификацию;
- возникновение в процессе работы ультрафиолетового излучения;
- низкая производительность труда, особенно это характерно для ручных аппаратов;
- применение высокоамперной сварки требует дополнительного охлаждения;
- рабочее место должно быть защищено от сквозняков при работе на открытом пространстве.
Наличие недостатков не сказывается на востребованности этого современного метода сваривания.
Все о сварке tig: как настроить и научиться варить за 3 часа – в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Технологии и оборудование для TIG сварки
TIG сварка – это процесс сплавления металлов в атмосфере инертного газа с помощью неплавящегося электрода (вольфрамового). Аббревиатура TIG означает вольфрам плюс инертный газ. В России известна под названием аргоновая сварка, хотя используется еще гелий или их смеси.

Оборудование
Сварочное оборудование TIG состоит из нескольких частей:
- источника питания постоянного или переменного тока;
- сварочной горелки с неплавящимся электродом;
- баллонов с инертным газом с редукторами;
- шлангов для его подачи к области сварки.

Электрод изготавливается из чистого вольфрама или его сплавов, имеет температуру плавления 3380 ⁰C. Это позволяет сваривать любые изделия из металла.
Он практически не плавится, периодически его конец требует заточки, что необходимо для получения качественного, тонкого шва. Представляет собой стержень с заточенным одним концом.
Электрод вставляется в цангу и закрепляется в горелке. Нерабочая часть вольфрамового стержня закрывается специальным колпаком, чтобы предотвратить его замыкание на массу во время производства работ.
Сварочная горелка TIG имеет кнопку подачи газа и напряжения. Головка заканчивается керамическим соплом, через который выглядывает заостренный кончик вольфрамового электрода. К ручке подсоединен газовый шланг.
Газ при нажатии кнопки выходит через сопло, предотвращая поступление воздуха окружающей атмосферы. Благодаря этому в сварочной ванне при TIG сварке отсутствует водород из атмосферы, а он, как известно, приводит к появлению пор в шве при кристаллизации остывающего изделия.
Сферы применения

Если сваривание идет встык без зазора, то достаточно расплавить кромки свариваемых изделий под защитой аргона и получится хороший герметичный шов.
Если имеется зазор, то необходимо в область сварки вводить присадочную проволоку из того же материала, в результате получится прочный шов с большим сопротивлением на разрыв и излом.
Когда требуется применять TIG сварку к тугоплавким материалам, то используют гелий. В среде этого газа электрическая дуга вырабатывает тепла в 1,5-2 раза больше, чем в аргоне. Поэтому происходит более глубокая проварка шва и увеличивается скорость сварки.
Применение аргона и гелия в пропорции 40/60 позволяет получить достоинства того и другого: стабильность дуги благодаря аргону, глубокое проплавление шва благодаря гелию.
Аргонодуговая сварка TIG получила распространение в машиностроении, в пищевой промышленности для изготовления посуды, в химической и нефтеперерабатывающей промышленности для производства емкостей. Без TIG сварки трудно представить автомастерскую или производство изделий из алюминия.
При желании любой человек может своими руками сделать TIG сварку из инвертора, для этого достаточно укомплектовать оборудование сварочной TIG горелкой, баллонами с аргоном. Нужна также вентильная система подачи газа.
Преимущества и недостатки
ТИГ сварка обеспечивает получение чистого без шлака, герметичного без пор сварного шва. Аргоновая сварка позволяет соединять практически все металлы и их сплавы, номенклатура свариваемых материалов больше, чем у любого другого вида сварки. Позволяет сваривать тонкостенные и толстостенные изделия.
TIG сварка обеспечивает лучший контроль над состоянием сварочной ванны. Неплавящийся электрод упрощает для сварщика поддержание одинаковой дуги на всей длине сварного шва, не нужно учитывать изменение длины электрода в случае использования обычной дуговой сварки.
В процессе работ отсутствуют искры и брызги. На шве нет шлака и нет задымления, как при использовании электродов с обмазкой. Все это позволяет получать высококачественные сварные соединения с достаточно высокой скоростью. Превосходит обычную дуговую сварку практически по всем параметрам.
К недостаткам TIG сварки можно отнести необходимость тщательной зачистки свариваемых поверхностей от масла, ржавчины, краски и прочего мусора. Иначе шов получится пористым с изъянами.
При ветреной погоде сварка под защитой из аргона затруднена, требуются дополнительные ограждающие щиты, происходит перерасход газа.
В труднодоступных местах затруднена работа из-за малого выхода сварочной иглы и колпачка. Приходится увеличивать вылет острия прутка, что приводит к его перегреву. Надо устанавливать маленький колпачок, что требует обрезания вольфрамового электрода.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.
Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.

От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Последовательность действий
Перед тем как приступить к TIG сварке, стыки необходимо очистить от жира, ржавчины и прочего. Металл должен быть идеально чистым, иначе все останется в сварочном шве, что скажется на его качестве.
Большую часть сталей сваривают постоянным током. Алюминий, магний, медные сплавы с большим содержанием алюминия сваривают переменным током.
Сила тока выбирается по таблицам, зависит от вида материала, его габаритов и толщины сварочного прутка. Если во время TIG сварки выбрать слишком сильный ток, то пруток расплавится. При слабом токе дуга неустойчива.
Рекомендуемая длина дуги 1,5-3 мм. Увеличение длины дуги приводит к увеличению ширины шва и уменьшению глубины проваривания.
При сваривании встык сварочная игла должна выходить из сопла на 3-5 мм, при угловых на 5-8 мм.
Сварка неплавящимся электродом начинается с запуска инертного газа. Процесс сварки завершается отключением аргона через 10-15 с после того, как погасла дуга. Это необходимо, чтобы процесс кристаллизации произошел без доступа воздуха.
Для очень важных соединений применяется бесконтактный способ разжигания дуги. Имеется в промышленном оборудовании. Применяется при сваривании стойких к коррозии сталей. Это исключает попадание вольфрама в шов. Для менее ответственных соединений применяют аппарат с контактным способом розжига дуги. Он обычно имеется в бытовых установках.
Для TIG сварки достаточно вести горелку вдоль стыка без колебательных движений, как в обычной электродуговой сварке. За счет этого получается узкий шов, скорость сварки повышается.
При применении присадочной проволоки необходимо контролировать, чтобы расплавляемый конец находился под струей инертного газа. Сварочная ванна должна иметь вытянутую форму, никак не круглую.
Ошибки
Быстрый расход вольфрамового прутка происходит по причине большого тока или недостаточности инертного газа при TIG сварке. Сварочный стержень окисляется в промежутках между свариванием из-за преждевременного выключения инертного газа. Он должен интенсивно идти 10-15 с после того, как погасла дуга.
Сварочный стержень может менять цвет из-за низкой скорости подачи защитного газа. Некачественный шов возникает при попадании в зону сварки паров воды. Часто это связано с неплотным соединением шлангов.
Аргонодуговая сварка вольфрамовым электродом
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.

Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.
Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Кроме того, добавки вносят для повышения стабильности дуги или увеличения срока работы при высокой температуре. Количество и материал добавок определяют марку и тип электродов. Ознакомиться с полным каталогом вольфрамовых электродов и купить их можно в интернет-магазине на сайте https://kedrweld.ru. Здесь представлены лучшие образцы от производителя.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ – вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Сферы применения
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
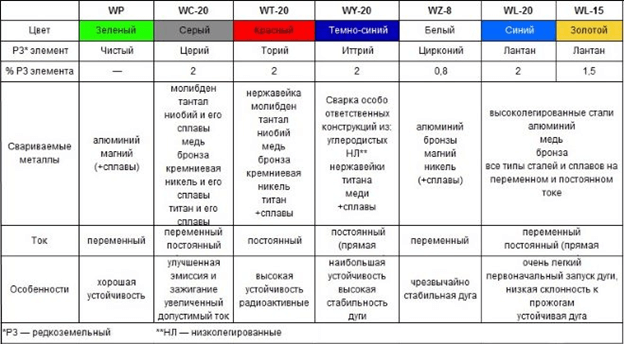
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.

Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ – аргон;
- присадочная проволока – пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
10 фактов о TIG-сварке

Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошибочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Факты о сварочных инверторах
1. TIG-инвертор имеет большее число надстроек и регуляторов нежели инверторы, работающие в среде активных газов – углекислого газа и кислорода
Данная особенность TIG-сварки обусловлена большой разновидностью углеродистых, а также высоко-, средне- и низколегированных сталей. Каждая имеет свои особенности и характеристики, на основе которых к стали должен подбираться оптимальный уровень напряжения тока. Толщина металла и наличие примесей в конструкции и изделии также требуют дополнительных настроек аппарата.
2. При аргонодуговой сварке важно контролировать целостность шлангов, которые соединяют баллон и TIG-инвертор
Наличие необходимого давления газа при работе позволит создать равномерный и хорошо проваренный шов. Также целостность шлангов подачи газа предотвратит нецелевой расход инертного газа и наступление опасной для здоровья ситуации.
3. Прототипом вольфрамового электрода для TIG-инвертора была вольфрамовая нить
В 1916 году американский ученый Ирвинг Ленгмюр опытным путем определил, что вольфрамовая нить, используемая в обыкновенной лампочке накаливания, станет лучше передавать заряд если покрыть её оксидом тория. Данное открытие стало предпосылкой для создания вольфрамовых электродов, которые используются в аргонодуговой сварке.

4. TIG-инвертор требует ухода
Как и любой сварочный инвертор, TIG-аппарат имеет множество мельчайших деталей, элементов и плат. Во время работы с металлическими конструкциями и изделиями в воздухе появляются частицы сталей и пыли, которые оседают как на внешнем корпусе сварки, так и внутри нее, попадая через вентиляционные отверстия.
Поэтому после работы с аппаратом важно очистить его от пыли и загрязнений, например, слабым потоком сжатого воздуха. Также нужно обязательно проверять исправность TIG-инвертора, рукава, горелки и массы до и после эксплуатации.
Аргонная TIG сварка

TIG сварка
Аббревиатура TIG расшифровывается как Tungsten (вольфрам) Inert (инертный) Gas (газ). То есть, TIG сварка означает – сварка вольфрамовыми электродами в среде инертного газа. При этом металл (в виде прутка) для заполнения шва (если это необходимо) подается второй рукой. В качестве инертного газа чаще используется аргон, он защищает металл, разогретый дугой до высокой температуры, от газов воздуха – кислорода, азота, водяного пара. Инертный газ непрерывно подается в зону горения дуги. Выглядит это так:

TIG сварка

Конструкция горелки TIG сварки
Реже используется гелий, из-за высокой стоимости и большего расхода (из-за меньшей плотности). Однако, при одном и том же значении тока, дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Поэтому при сварке тугоплавких металлов отдают предпочтение гелию. Смесь аргона и гелия (оптимальный состав содержит 35-40% аргона и 60-65% гелия) имеет преимущества обоих газов: аргон обеспечивает стабильность дуги, гелий – высокую степень проплавления.
Преимущества
- TIG сварка отличается чистым, аккуратным и точным сварным швом.
- TIG сваркой можно сваривать больше металлов чем любым другим способом сварки. Качественно свариваются коррозионностойкая сталь, алюминий, магний, медь, бронза и др.
- TIG сварка позволяет лучше контролировать сварочную ванну и весь процесс в целом, что позволяет делать аккуратные и точные швы. В процессе сварки нет искр и брызг (если все делается правильно), т.к. присадочный металл подается без избытка. На шве нет шлака, а воздух не задымляется, как при сварке покрытыми электродами.
Выбор и заточка вольфрамовых электродов

Вольфрамовые электроды
Как понятно из названия, вольфрамовые электроды делаются из вольфрама, которого в них 97-99,5%. При этом, в зависимости от условий использования, применяются различные добавки. Вольфрам имеет очень высокую температуру плавления (3380°C), самую высокую из металлов. Поэтому, сделанные из него электроды способны относительно успешно противостоять высокой температуре дуги.
Вольфрама не менее 99,5%, остальное примеси
* – цифра в маркировке обозначает концентрацию оксида, и есть электроды с меньшими концентрациями, например WL-15 (золотистый), содержащий около 1,5% оксида лантана. Они имеют и другой цветовой код.
Даже если два электрода относятся к одному типу и имеют одинаковую концентрацию легирующей добавки, но произведены разными фирмами, они могут заметно отличаться в работе. Большое значение имеет размер зерна, структура и распределение оксида. Поэтому аккуратнее выбирайте производителя.
Выбор диаметра электрода:
Большое значение имеет заточка электрода, причем со временем электроды деформируются и заточку нужно обновлять. При сварке постоянным током используется конусовидная заточка, при переменном токе делается округлый кончик.
Длина заточки влияет на глубину и ширину шва при сварке, её размер около 2-0,5 диаметра электрода. Ширина зоны проплавления уменьшается с увеличением длины заточки, а при малой длине заточки заметно снижается глубина проплавления. На стабильность дуги также влияют риски, образующиеся при заточке. Для стабильного горения дуги риски должны располагаться строго вдоль оси электрода, а их величина должна быть минимальной. Наилучшим вариантом является полировка электрода после его заточки. Также на горение дуги влияет притупление на кончике. Диаметр притупления выбирается в зависимости от диаметра электрода и величины сварочного тока.

Заточка вольфрамового электрода
Выполнение TIG сварки
Непосредственно перед выполнением сварки, свариваемые поверхности очищаются от загрязнений, ржавчины и поверхностной оксидной пленки, до блеска. Затем обезжириваются ацетоном, уайт-спиритом или другим растворителем.

Механическая очистка поверхности перед сваркой
Большинство металлов сваривается постоянным током прямой полярности (на электроде минус). Сварку алюминия и его сплавов, магния, медных сплавов со значительным содержанием алюминия (например, алюминиевая бронза) выполняют переменным током.
Сварочный ток выбирается в соответствии с диаметром электрода. Величина тока зависит также от рода тока. В таблице представлены ориентировочные значения силы тока (при использовании аргона), последнее слово за производителем выбранного электрода. Если ориентироваться на нижнюю границу, то при слишком малой силе тока дуга будет блуждать, и нужно просто увеличить силу тока (при условии правильной заточки электрода).
| Диаметр электрода, мм | Постоянный ток прямой полярности, А | Переменный ток, А |
| 1 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2 | 65-160 | 50-100 |
| 3 | 140-180 | 100-160 |
| 4 | 250-340 | 140-220 |
| 5 | 300-400 | 200-280 |
| 6 | 350-450 | 250-300 |
Если сила тока будет чрезмерной для данного диаметра электрода, то электрод расплавится. Если слишком маленькой, то дуга будет нестабильной.
Напряжение на дуге зависит от её длины. Рекомендуется вести сварку на минимально короткой дуге, что соответствует пониженным напряжениям на ней. При повышении длины увеличивается ширина шва, уменьшается глубина проплавления и ухудшается защита зоны сварки. Оптимальная длина дуги составляет 1,5-3 мм, что соответствует напряжению на дуге 11-14В (напряжение холостого хода около 50-70В).
Вылет кончика электрода при сварке стыковых соединений должен быть 3-5 мм, а угловых и тавровых 5-8 мм.

Вылет кончика электрода
Истечение газа по всему сечению сопла должно быть равномерным. Для этого внутри горелки устанавливаются газовые линзы, которые поддерживают ламинарный поток. При ветре или сквозняке эффективность защиты определяется жесткостью струи газа и ее размером.

Нарушение газовой защиты
Жесткость струи зависит от газа (аргон, гелий, их смесь) и растет с увеличением скорости его истечения. Поэтому при увеличении диаметра сопла необходимо одновременно повышать расход газа. Для улучшения защиты при сварке на ветру и на повышенных скоростях рекомендуется увеличить расход газа и диаметр сопла, а также приблизить горелку к детали. Для ограждения от ветра, зону сварки закрывают малогабаритными экранами. Подачу газа выключают через 10-15с (примерно по одной секунде для каждых 10А сварочного тока) после обрыва дуги. Для лучшей защиты металла, например при сварке титана, используют специальные приспособления (см. в статье Приспособления для сварки).
Существует два способа зажигания дуги: бесконтактный (дуга зажигается при помощи высокочастотного и высоковольтного разряда, создаваемого осциллятором) и контактный (дуга между электродом и изделием возникает в результате короткого замыкания электрода на изделие). Бесконтактный способ зажигания дуги используется когда недопустим поверхностный ожог и попадание вольфрама в шов, например, при сварке высоколегированных коррозионностойких сталей и сплавов (вольфрам может нарушить стойкость стали к коррозии). Контактный способ используют при сварке малоответственных конструкций, когда требования к качеству менее жесткие. Однако, при сварке ответственных металлоконструкций при отсутствии осциллятора, контактное зажигание дуги и выход на режим сварки можно выполнять на угольной или медной пластине. Современные аппараты сильно ограничивают ток короткого замыкания при касании электродом изделия, а при поднятии электрода, микроконтроллер обеспечивает плавное нарастание тока.
При сварке совершают только одно движение – вдоль оси шва. Отсутствие поперечных колебаний приводит к тому, что шов получается более узкий.

Положение горелки и присадочного прутка при TIG сварке
Чтобы металл шва не насыщался кислородом или азотом воздуха, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа. Во избежание разбрызгивания металла, конец прутка подают в сварочную ванну плавно. О степени проплавления судят по форме ванны расплавленного металла. Хорошему проплавлению соответствует ванна растянутая в сторону направления сварки, а плохому – круглая или овальная.

Форма сварочной ванны
Сварку обычно выполняют справа налево. При сварке без присадочного материала, электрод располагают перпендикулярно к поверхности свариваемого металла, а с присадочным материалом – под углом. Присадочный пруток перемещают впереди горелки без поперечных колебаний.
При наплавке валиков горизонтальных швов в нижнем положении, присадочному прутку придают два направления движения: вниз и поступательно вдоль свариваемых кромок. Это надо делать так, чтобы металл равномерными порциями поступал в сварочную ванну.

Движения присадочного прутка
Ошибки при TIG сварке
| Возможная причина | Способ устранения |
| Быстрое сгорание вольфрамового электрода | |
| Недостаточный расход газа. | Убедиться, что в системе подачи газа нет помех, а в баллоне есть газ. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Электрод подключен к плюсу. | Подключить электрод к минусу. |
| Неправильно выбран диаметр для используемого тока. | Использовать электрод с большим диаметром или уменьшить ток. |
| Вольфрам окисляется в паузах при сварке. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Используется электрод без присадок. | Например, при сварке переменным током, вместо электрода WP использовать WL-20. |
| Загрязнение шва вольфрамом | |
| Электрод плавится в сварочную ванну. | Использовать вместо электрода WP легированный электрод. |
| Электрод касается сварочной ванны. | Электрод держать выше. |
| Шов плохого цвета или пористый | |
| Был конденсат на свариваемом металле. | Если металл хранился на холоде и для сварки был занесен в теплое помещение, на нем может образоваться конденсат. Его нужно удалять. Вода при высокой температуре распадается на водород и кислород, которые взаимодействуют с металлом. |
| Неплотное подключение шланга или горелки, неисправный шланг. | Затянуть соединения шланга и горелки. Проверить шланг на порезы. |
| Недостаточный расход газа. | Отрегулировать расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Загрязненный или неподходящий присадочный материала. | Проверить тип присадочного металла. Удалить жир, масла и влагу с присадочного металла. |
| Загрязнение свариваемого металла. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Желтый дым или пыль на поверхности сопла, электрод изменяет цвет | |
| Очень низкий расход газа. | Увеличить расход газа. Расход газа, как правило, должен быть около 15-20 CFH (7-10 л/мин). |
| Слишком рано отключается газ после гашения дуги. | Газ должен поступать в горелку в течение 10-15 секунд после гашения дуги (примерно по одной секунде для каждых 10А сварочного тока). |
| Нестабильная дуга | |
| Неправильная полярность (при постоянном токе). | Проверить полярность. Электрод должен быть подключен к минусу. |
| Вольфрамовый электрод загрязнен. | Удалить загрязнение и переточить электрод. |
| Слишком длинная дуга. | Сократить длину дуги. |
| Загрязнен свариваемый металл. | Удалить краску, жир, масла и другую грязь, в том числе поверхностную пленку оксида металла. |
| Неправильно подготовлен электрод. | Для сварки постоянным токов электрод затачивается в виде конуса и делается притупление. Для сварки переменным током делается закругление. |
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
