
Газовая горелка для пайки медных труб — обзор лучших
Герметичную и надежную стыковку медных труб можно осуществить с помощью газовой горелки. Ответственный подход к выбору аппарата, подготовке поверхностей и тщательное соблюдение технологии помогут произвести работы быстро и качественно.
Инструменты и оборудование для пайки медных труб
Пайка представляет собой процесс получения неразъемного соединения посредством ввода в пространство между соединяемыми элементами расплавленного припоя.
Припой расплавляется от пламени газовой горелки и всегда обладает меньшей, чем у материала трубы, температурой плавления, что позволяет ему равномерно заполнять все полости и формировать ровный шов. Различают две разновидности пайки:
- Низкотемпературная. Припой плавится при разогреве до 400-450°С. Способ отлично подходит для монтажа бытовых трубопроводных систем.
- Высокотемпературная. Дает более прочное соединение. Температура плавления – 600-900°С. Чаще используется для строительства систем, работающих в условиях повышенных нагрузок.
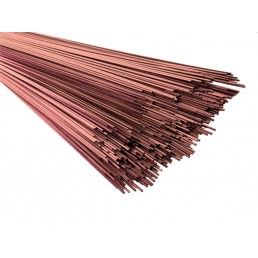
Существует две разновидности припоя для газовых горелок: мягкий и твердый. Первый представляет собой гибкую тонкую проволоку (сечением 2-6 мм) из свинца, олова, иных металлических сплавов. Второй чаще выпускается в формате жестких коротких стержней. Добавки серебра и фосфора усиливают эксплуатационные качества получаемых соединений.
Так, оловянно-свинцовый припой (ПОС) считается самым легкоплавким (текучесть наступает уже при 180°С). Добавление серебра положительно влияет на пластичность шва, увеличивает текучесть и адгезию. Медно-фосфорный припой применяется не только для сочленения медных деталей, но и эффективно паяет медь с латунью и бронзой. Пайку меди со сталью рекомендуется производить тугоплавким припоем, в котором содержится не менее 35% серебра.
Это важно! Хорошо, если материал припоя и трубы характеризуются одинаковыми показателями температурного расширения. Такой трубопровод не будет подвергаться механическим напряжениям в районе швов в процессе эксплуатации.
Помимо припоя, для качественной пайки медных изделий пригодятся такие инструменты:
- Газовая горелка (возможно, паяльник), предназначенные для работы с медью.
- Труборез. Позволяет получать строго перпендикулярный ровный срез.
- Фаскосниматель. Поможет удалить заусенцы, выровнять соединяемые края.
- Расширитель. Для подгонки изделий разного диаметра. Здесь важно помнить, что расширяемая труба должна быть отожженной.
- Рулетка, молоток.
Виды и особенности газовых горелок
Газовая горелка по праву считается самым удобным приспособлением для сварки любых медных изделий. Аппарат имеет малый вес и габариты, он удобен в работе и экономичен. Возможность регулировки мощности пламени позволяет выставить параметры для проведения конкретных видов работ.
Стандартная конструкция газовой горелки включает следующие элементы:
- Узел для закрепления емкости с топливом.
- Приборная головка.
- Форсунка.
- Редуктор.
- Регулятор интенсивности пламени.
Кроме того, производители включают в конструкцию дополнительные элементы: переходники, наконечники, отражатель пламени и т.п.
Классификация устройств производится по нескольким параметрам. Так, по техническим возможностям устройства бывают:
- Бытовые. Недорогие аппараты с минимальным набором функций. Температура огня регулируется в диапазоне 1000-1500°С.
- Профессиональные. Более дорогие горелки, рассчитанные на серьезные объемы работ. Пламя имеет температуру 1500-2000°С.
В зависимости от используемой газовой смеси, горелки разделяют на несколько видов:
- Пропановые. Бывают специализированными или универсальными. Считаются наиболее распространенными. Газ дает ровный интенсивный факел пламени.
- На МАРР-газе. Отличаются мягким, но энергичным пламенем, щадящим образом воздействующем на материал трубы, препятствуя его повреждению.
- Ацетиленовые. Чаще используются при работе на магистральных объектах. Питаются от одноразовых баллонов, либо являются стационарными. Газ дает высокую температуру пламени, что положительно сказывается на экономичности, но часто приводит к перегреву деталей и увеличивает вероятность их повреждения.
Газовые горелки с одноразовыми баллонами просты в использовании, не зависят от источников электроэнергии, компактны и безопасны. Единственный недостаток – необходимость частой смены баллонов.
Стационарные установки отличаются мощным факелом пламени, позволяющим производить пайку быстро и качественно. В быту используются крайне редко.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.
Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Правила применения газовых горелок для монтажа медных труб
На этапе подготовки важным моментом является обеспечение чистоты скрепляемых медных поверхностей. Применять для очистки абразивы не рекомендуется. Остатки грязи, смазочных материалов следует тщательно удалить, поскольку они будут препятствовать проникновению расплавленного припоя в полости.
Обратите внимание! Если трубы вставляются друг в друга, между ними надлежит оставить небольшой зазор (25-125 микрон).
Чтобы избежать попадания воздуха в шов, а также улучшить текучесть припоя и адгезию, используют специальные пасты или флюсы. Подходящий материал (есть разновидности для низко- и высокотемпературной пайки) тонким слоем равномерно наносится на место контакта.
Предварительный нагрев трубы равномерно производится по всей окружности, причем интенсивность пламени лучше уменьшить. Превышение температуры чревато снижением срока службы соединения.
Таким образом, последовательность действий выглядит следующим образом:
- Делается разметка, резка и зачистка медных изделий.
- Обработанный и расширенный (с учетом необходимых зазоров) под раструб стык собирается.
- На внутреннюю часть раструба и внешний участок второй трубы накладывается слой пасты (флюса).
- При помощи горелки место стыка прогревается. Контролировать температуру удобно по изменению оттенка флюса. Как только он начинает темнеть, пора вносить припой.
- Конец мягкой металлической проволоки подводится к месту стыка, при контакте с раскаленной трубой припой плавится и заполняет полости в раструбе.
- Труба постепенно проворачивается, пока шов не будет заполнен по окружности.
Для твердых сортов припоя, используемых при высокотемпературной сварке, технология несколько отличается. Сам припой нуждается в предварительном нагревании, чтобы обрести пластичность для наматывания вокруг трубы.
Если в области стыка остается ровный наплыв из застывшего припоя, это считается нормальным. Остатки пасты после окончания процесса необходимо убрать с поверхности трубы.
Хотя паяные соединения считаются неразборными, медный трубопровод при необходимости легко демонтировать. Достаточно таким же образом разогреть место стыка, припой расплавится, после чего трубы можно будет без труда разъединить.
Это важно! Инструмент считается потенциально опасным, поэтому работа ведется с обязательным соблюдением мер предосторожности. Руки и глаза следует беречь от возможных ожогов, в помещении обеспечить проветривание.
Газовые горелки для пайки твердым припоем
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.

Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Особенной популярностью пользуются самофлюсующиеся припои из меди и фосфора с добавлением серебра. Такие вещества имеют улучшенные показатели деформации, они достаточно жароустойчивы (вплоть до 200°С), текучи, не провоцируют возникновение коррозии соединяемых элементов. Кроме того, такие соединения экологически безопасны. Благодаря присутствию в составе фосфора температура плавления меди уменьшается до 750°С; кроме того, эта смесь характеризуется одинаковыми температурными коэффициентами расширения с медью, а значит, конструкция не будет испытывать перегрузок в местах наложения швов.
Что нужно для пайки
Перед началом работ необходимо убедиться в наличии следующих устройств и веществ:
- инструменты для подготовки труб;
- флюс и припой для пайки медных труб;
- паяльник, газовая горелка или другие аппараты для подготовки припоя.
На первой стадии необходимо должным образом подготовить элементы будущей конструкции: с помощью трубореза обрезать трубы до нужной длины, посредством фаскоснимателей создать на концах изделий ровные фаски без заусенцев, используя труборасширитель, подогнать диаметр одной трубы так, чтобы в неё входила вторая.

Фаскосниматели выполняются в форме карандашей или круглыми. Последний вариант удобнее, но стоит дороже, а максимальный диаметр обрабатываемой поверхности — 3,6 мм.
Перед тем, как расширять трубу, её надо предварительно прогреть или отжечь, иначе неизбежны многочисленные механические повреждения, угрожающие дальнейшей герметичности трубопровода.
Изнутри трубы чистят с помощью ёршиков или мягких губок, снаружи — посредством щёток.
На сопло горелки для пайки медных труб надевается рефлектор, помогающий избежать теплопотерь и не допустить воспламенения находящихся поблизости горючих соединений. Поверхность пайки необходимо нагревать равномерно.
Основные виды
Производители выпускают большое количество газовых приспособлений для пайки меди. Они различаются рабочей температурой:
- устройства бытового назначения, способные создавать температуру до 1500°C;
- профессиональные приборы, у которых минимальный параметр разогрева составляет 1500°C, а максимальное значение — превышает 2000°C.
Газовые горелки для пайки медных труб выпускаются с разными типами узлов, позволяющих подключать одноразовые или перезаправляемые емкости с топливом. Эти части устройства могут иметь резьбовое и цанговое исполнение. Производятся также аппараты, к которым баллоны подключается путем прокалывания.
Разновидности газовых горелок
В целом, несмотря на широкий выбор горелок, все они состоят из одного набора базовых элементов:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки прибора;
- регулятора поступления газа, позволяющего избежать перерасхода топлива или недостаточного нагревания рабочей поверхности;
- редуктора горелки.
Кроме того, в зависимости от фирмы-производителя и марки изделия, горелки могут обеспечиваться дополнительными элементами, такими как наконечники, переходники и другие.

По температуре разогревания рабочей среды горелки подразделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответствующий параметр — 1500-2000°С).
В зависимости от того, какая газовая смесь используется во время работы прибора, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают универсальными и специального предназначения; характеризуются возможностью поджига с использованием пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная особенность — повышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть оснащены одноразовым газовым баллоном или работать стационарно; используются при работах на магистралях.
Для соединения припоем угловых конструкций и замыкающих элементов трубопровода используются газовые паяльники для медных труб.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик

Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.
много металла, узкое сопло.
7 место – типовая горелка, которая надевается на баллончик

Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
хорошо подходит для кулинарии, имеет пьезоподжиг.
корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом

Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
хорошо подходит для кулинарии и массивных деталей.
Газовые горелки со стационарными и одноразовыми баллонами
Наиболее удобны для проведения работ горелки, оснащённые одноразовыми съёмными газовыми баллонами. В качестве топлива для таких горелок используются пропан, ацетилен и другие газовые смеси. Регуляция поступления газа на горение производится с помощью вращения расположенного на ручке горелки вентиля.
Достоинства горелок с одноразовыми баллонами:
- лёгкость переноски — горелку и баллон можно компактно уложить и перенести в любое место;
- простота использования — с инструментов удобно принимать необходимые для работы положения тела;
- отсутствие потребности в источнике электроэнергии;
- многозадачность — на одну рукоятку возможно крепить несколько разных сопел;
- возможность регулирования интенсивности пламени, следовательно, скорости нагревания элементов и припоя;
- безопасность работы — достигается за счёт использования обратных клапанов, в случае необходимости перекрывающих поступление газа;
- хороший результат пайки при соблюдении необходимых условий эксплуатации оборудования.

Недостаток таких устройств — необходимость замены баллона после каждого процесса пайки. Преимущество стационарных горелок — более высокая температура пламени, при которой возможно расплавить большинство металлов и сплавов и получить соединение высокого качества.
При использовании горелок для пайки медных труб твердым припоем диаметр соединения можно уменьшить в два раза. В большинстве случаев рекомендуется для такой пайки выбирать ацетилен-кислородные устройства.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой – Тпл = 250°C максимум;
- жёсткий припой – Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс – раствор, которым обрабатывается область соединения – обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Выбор горелки
Инструмент следует выбирать в зависимости от предполагаемой сферы использования (коммерческого или в частном порядке), применения (пайки изделий, разрезания, прогревания, термической обработки, проведения работ на ветру), предпочитаемой фирмы (на рынке представлены изделия известных и не очень производителей из многих стран) и финансовых возможностей. Разумеется, чем больше цена, тем обычно выше качество горелки, но для частного пользования бывает достаточно и не очень дорогого инструмента.

Характеристики горелки, на которые надо обратить внимание при выборе:
- вид горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- на каком топливе будет работать горелка — пропане, ацетилене и т.д.; некоторые горелки могут работать с несколькими видами газовых смесей, но они менее надёжны;
- назначение — для пайки, резки и т.п.;
- материалы, с которыми этой горелкой можно работать.
Как выбрать газовую горелку для пайки труб из меди
Чтобы не ошибиться с выбором, следует четко представлять, для каких целей приобретается газовая горелка. Для разовых работ по монтажу медного трубопровода в доме или квартире будет достаточно недорого аппарата с минимальным набором функций. Для профессионального применения стоит переплатить и отдать предпочтение мощным горелкам с широким функционалом от популярного производителя.
Как правило, выбор инструмента осуществляется по следующим критериям:
- Мощность горелки. Определяет возможность пайки толстостенных медных труб и изделий большого диаметра.
- Тип топлива. Пропан, бутан, ацетилен, МАРР-газ и т.п.
- Область использования. Горелка для пайки труб, не всегда подойдет для резки, и наоборот.
- Материал, с которым предстоит работать. Медь хорошо соединяется пайкой с другими металлами: бронзой, сталью, никелем.
Из конкретных моделей газовых горелок, представленных на современном рынке, можно выделить продукцию нескольких крупных производителей:
- Kemper. Итальянский бренд, выпускающий горелки, работающие на одноразовых газовых баллонах. В комплекте идут сменные насадки.
- Rems. Немецкий производитель, выпускающий горелки с турбонаддувом и самоподжигом. Устройства работают с несколькими типами горючих смесей и используются для мягкой, либо жесткой пайки труб сечением до 64 мм. Пламя разогревается до 2500°С.
- Virax. Горелки работают на пропане и оснащаются механизмом пьезоэлектрического поджига. Средняя стоимость – 4500 рублей.
- Донмет. Выпускает ручные горелки средней ценовой категории. Аппараты снабжаются комплектом насадок и работают на разных газовых смесях.
- Kovica. Китайский бюджетный бренд, выпускающий модели на одноразовых пропановых баллонах. Стоимость инструмента начинается от 1500 рублей.
- Castolin. Выпускает универсальный инструмент, способный работать с несколькими видами топлива. В модификацию горелок включаются фиксатор пламени, набор сопел, регулятор интенсивности горения.
- Также, неплохие качественные аппараты выпускаются под брендами Rothenberger, Аллгаз, Профи-Тулс.
Если газовой горелки под рукой не окажется, ее функции может взять на себя строительный фен. Устройство не так удобно в использовании, но способно разогреть струю воздуха до температур, достаточных для плавления мягкого припоя.
Правила пайки
Пайка медных трубок газовой горелкой — довольно опасная и ответственная процедура, требующая соблюдения некоторых правил:
- Перед началом работы нужно очистить поверхности соединяемых элементов от смазки, грязи и других посторонних веществ. Использовать царапающие материалы для этого нельзя.
- Чтобы воздух не проникал в шов, с целью улучшения плавкости припоя и поверхностного сцепления материалов на поверхность наносят высокотемпературные или низкотемпературные флюсы.
- Нагревать элементы конструкции нужно равномерно, не допуская перегрева припоя и материала труб, ухудшающего соединение;
- Между поверхностями соединяемых труб следует оставить зазор около 25-125 мкм;
- По окончании пайки флюс во избежание коррозии нужно удалить.
Процесс пайки
Перед тем, как приступить непосредственно к соединению отрезанных заготовок, их требуется предварительно обработать. Сначала зачищается место стыка, устраняются мелкие дефекты и заусеницы. После этого поверхности соединяемых труб обрабатываются щетками и ершиками снаружи и изнутри. Нельзя использовать абразивные инструменты, иначе возникнут царапины.
Если требуется, одна трубка расширяется. Диаметр медных труб должен быть таким, чтобы одна заготовка свободно входила в другую. Перед этим ее обязательно нужно нагреть, иначе появятся механические повреждения, которые в дальнейшем повлияют на герметичность соединения.
Для защиты от попадания воздуха в шов и для лучшей адгезии на поверхность наносится флюс или паста.

Только после выполнения подготовительных работ следует приступать к нагреву припоя и труб при помощи горелки. Нагрев необходимо выполнять равномерно, чтобы не допустить перегревания.
После того, как трубы нагрелись, в зазор между ними вводится проволочный припой. Он плавится и заполняет зазор на стыке труб, образуя шов. После остывания флюс удаляется.
Техника безопасности
Во избежание травм и иных неприятных последствий важно соблюдать требования безопасности: монтаж и ремонт трубопроводов выполнять только в защитных перчатках и очках, в рабочей робе, не допускать попадания пламени горелки и касания нагретого металла к незащищенной коже, не работать открытым огнем вблизи легковозгорающихся материалов.
После окончания пайки подача газа обязательно прекращается.
Основные ошибки
Процесс пайки медных труб не особо сложен, однако, новички часто допускают ошибки, которые впоследствии сказываются на качестве соединения. Распространенные ошибки начинающих мастеров:
- недостаточная предварительная обработка места спаивания;
- запрессовка — несоблюдение достаточного зазора между трубами, вследствие чего шов получается неравномерным;
- использование неправильного припоя;
- перегрев труб, который приводит к ухудшению эксплуатационных качеств;
- недостаточно тщательная очистка от флюса после пайки, из-за чего появляется коррозия.
Кроме этого, требуется следовать заранее подготовленной схеме конструкции.
Пропановая газовая горелка для пайки медных труб разным припоем: какую выбрать

Паяние труб, изготовленных именно из меди, является самым популярным и развивающимся методом присоединения таких изделий для подачи воды в квартирах и загородных домах. Такая технология присоединения металлических деталей, как припаивание родилась еще в древние времена Египта. При этом в нашем современном мире такой, казалось бы, древний метод начал активно возрождаться и применяться. Трубы для подачи воды, объединенные таким методом, могут стабильно выдерживать высокие тепловые напряжения и гидравлические удары. Газовая горелка для паяния труб из меди является важным инструментом для осуществления такого типа работ.
Выносливая система трубопроводов из меди
Выполнить припаивание деталей из меди с применением специальной газовой горелки, возможно собственными руками. С целью качественного выполнения такого процесса необходимо знать определенные правила.
Трубы из меди для системы отопления
Трубы из меди чаще всего применяются при проектировании трубопроводных систем подачи воды, а также отопительных систем. Свое широкое применение такие изделия получили благодаря следующим важным свойствам:
• Такой материал, как медь, отличается своей стойкостью перед влиянием внешних факторов;
• Имеют продолжительный срок эксплуатации – не одно десятилетие;
• Медь благодаря своим пластичным свойствам дает возможность изготовлять трубопровод любой конфигурации;
• Способны переносить повышенное давление переносимой среды;
• Такой материал, как медь достаточно устойчив к высоким температурным нагрузкам носителя тепла.
При всех положительных характеристиках медных трубопроводах существует один недостаток – относительная дороговизна изделий, которая зачастую отводит хозяина от такого предложения в сторону более выгодных по цене товаров. При этом не стоит забывать о продолжительном сроке эксплуатации медных труб, благодаря которому можно в будущем сэкономить на нескольких текущих ремонтах обычных трубопроводных систем, а также процесс паяния медных деталей избавит от приобретения различных фитингов для соединения, без которых невозможно установить трубы из полипропилена.
Метод установки медных деталей в руках неопытных строителей, которые никогда не применяли такие изделия из меди в своих строительных изысках, приносит свои определенные трудности. На самом деле, спаять элементы из меди можно без особого труда, и различных переживаний. Для этого необходимо изучить соответствующую теорию паяния, ознакомиться со специальным видео для обучения и провести практические занятия собственными руками на тренировочных обрезках медных труб. В результате выполнения всех этих занятий можно самому смело применять такой несложный метод.

Основные приемы припаивания труб из меди
С целью припайки деталей из меди применяются следующие два основных метода:
1. С применением диапазона высоких температур – припой разогревается до температуры 600–9000С. Такая схема используется при установке труб для носителей с высокими цифрами давления.
2. С использованием низких температур – применяемый припой разогревается до температуры порядка 4500С. В этом случае припаянные изделия, возможно, использовать только при установке бытовых схем трубопроводов.

Необходимый инструмент для паяния труб из меди
С целью изготовления надежной и качественной спайки изделий из меди следует приобрести такой набор инструментов:
1. Для точного перпендикулярного обрезания труб необходим труборез.
2. С целью создания четкой поверхности после обрезания трубы понадобится фаскосниматель.

3. Чтобы исключить применение фитингов для соединения труб необходимо иметь труборасширитель. При этом один край трубы просто вставляется в другой конец, предварительно расширенный этим инструментом. Для такой схемы глубина присоединения труб должна равняться или быть больше диаметра стыкуемых труб. Элементы труб легко насаживаются между собой как трансформер.

4. Для зачистки участков соединений изделий применяются специальные щетки и ерши.

5. С целью ограничения распространения факела горелки используется специальный рефлектор (отражатель). Такой защитный элемент устанавливается на сопло горелочного устройства. Применяя ограничивающий отражатель, появляется возможность производить припаивание в таких местах, которые окружены со всех сторон легковоспламеняющимися материалами. При этом рефлектор способствует более однородному прогреванию стыкуемых поверхностей посредством спайки.

6. Для установки деталей из меди с помощью спайки применяется газогорелочное устройство. Предлагается целый ряд моделей горелок, которые имеют различную длину факела и мощность. В газогорелочных устройствах для спайки изделий могут применяться два основных типа баллонов – стационарные и разовые. При этом можно встретить такой тип горелки, как ацетиленовая.
С целью правильного определения применяемого типа горелки необходимо выяснить соответствующую температуру разогрева припоя. Профессиональные аппараты применяют твердый припой, при этом бытовые горелочные устройства используются при работе с гибким припоем. При этом встречаются еще и промежуточные модификации.
7. В случае применения легкоплавкого припоя можно использовать обычный термофен, который работает от обычной бытовой розетки и разогревает зону спайки труб до температуры, равной 6500С.

Такой прибор имеет возможность менять температурный режим истекающего воздуха и поддерживать стабильное нагревание на протяжении относительно продолжительного срока. В комплекте с термофенами могут предлагаться специальные насадки, благодаря которым происходит необходимая фокусировка потока разогретого воздуха на отдельные участки.

Необходимый материал для паяния твердым припоем
С целью надежного припаивания труб в системе с высокими показаниями давления применяется твердый припой. Такой материал производится в форме стержней с температурой плавления в пределах 9000С. Применение таких изделий делает присоединение труб надежным и качественным в условиях с повышенным давлением и высокими показаниями температуры. Соединение посредством твердого припоя применяется для установки систем отопления, для подачи газа, систем кондиционирования и охлаждения.
Чаще всего в качестве твердого припоя применяют материал, изготовленный из меди и фосфора с присутствием такого эффекта, как самофлюсация. При этом предлагаются припои, изготовленные из меди, фосфора и присадок из серебра. Использование фосфора в твердых припоях дает возможность понизить температуру для припаивания деталей до 7500С. Надежность швов после соединения в этом случае становится выше благодаря правильному соответствию коэффициентов температурных расширений присоединяемых изделий и припоя.
Мягкий припой выпускается в форме мотков проволоки, толщина которой равна до 3 мм. Температура плавления таких припоев равна 3000С. Предназначены они для установки систем в бытовых условиях. Такие припои изготавливают чаще всего из таких материалов, как свинец, олово с добавлением серебра и других элементов.
Для выполнения припаивания труб необходимо использовать флюс, который способствует глубокому проникновению и качественному прикреплению припоя к поверхности труб из меди.

Флюсы также подразделяются в зависимости от температуры спайки на высокотемпературные и низкотемпературные изделия.

Схема выполнения припайки труб из меди
1. Обрезать труборезом отмеренный отрезок медной трубы.
2. Фаскоснимателем обработать обрезанный край трубы.
3. Подготовленный край трубы расширить труборасширителем.
4. Выполнить предварительную стыковку труб без паяния для сверки размеров.
5. Прикрепляемую поверхность обработать флюсом. В случае высокотемпературного паяния флюс не применяется.
6. Далее, аккуратно выполнить однородный прогрев прикрепляемых поверхностей посредством горелки или фена. Чаще всего нагрев осуществляется в течение 5 минут.
7. Присоединить слой припоя к нагретой поверхности, на которой припой должен начать расплавляться.
8. Удалить оставшийся флюс после остывания припоя с помощью воды и влажной ткани.

Монтаж медных труб
С целью надежной установки труб для подачи воды в жилые помещения в настоящее время все чаще применяют медные заготовки. Такие изделия занимают меньше места и легче, чем стальные, обладают противокоррозионными свойствами, выносливее труб из пластика и достаточно легко устанавливаются.
Специфика установки труб из меди
Установка изделий из меди для подачи воды может происходить двумя схемами – с помощью припаивания труб и присоединение на резьбе с обжимным кольцом.
Схема присоединения на резьбе достаточно проста даже для начинающего ремонтника и особенного инструмента для этого не понадобится. Только традиционные гаечные ключи для затягивания присоединений и все. Для подбора фитинга следует знать диаметр медных труб.
Инструмент для установки труб из меди
Для выполнения установки деталей из меди на резьбе для подачи воды необходимо иметь следующие инструменты:
1. Ножовка для металла или труборез. Перед установкой труб из меди необходимо их разрезать на отрезки определенной длины.
2. Ручной калибратор. Необходим для калибровки труб из меди.
3. Гаечные ключи. Потребуются для установки элементов из меди.
4. Напильник. Применяется для избавления от заусенец.
5. Пассатижи.
6. Мелкая шлифшкурка, предназначена для избавления от оксидной пленки.

Необходимые материалы для установки труб из меди
1. Медные трубы. Для этого необходимо разработать точную схему трубопровода с целью определения их общей длины.
Следует отметить, что новичкам в установке труб необходимо покупать изделия с некоторым запасом по длине и количеству для компенсации дефектов при неумелом их обрезании и обработке.
Трубы из меди могут предлагаться в изолированном виде – в ПВХ. Такие изделия используются для подачи горячего теплоносителя. Перед стыковкой таких деталей необходимо на их краях снять изоляционный слой.
2. Специальные фитинги для труб из меди. При резьбовой установке изделий – прикручивании применяются так называемые обжимные фитинги. К ним относятся тройники, муфты, угольники, переходники различных диаметров. Все соединительные детали следует подбирать в соответствии с разработанной схемой.
3. Для герметизации присоединений на резьбе понадобится специальная фум-лента.

Установка посредством резьбы с применением обжимных колец
Такие соединения называются разборными. При этом в случае замены трубопровода кольцо все-таки придется заменить. Установка труб из меди таким способом дает возможность вовремя выявлять недостатки, течи и своевременно производить ремонт соединений – демонтаж и замену.
Присоединения медных труб на резьбе производится по такой схеме:
1. Обрезать часть трубы определенной длины.
2. В случае установки труб заизолированных в ПВХ необходимо снять изоляция на ее краях. Для этого острым лезвием надрезать слой изоляции и снять ее ненужную часть вручную.
3. Появившиеся после обрезания отрезка трубы заусеницы необходимо удалить напильником.
4. Подобрать соответствующие фитинги.
5. Первым делом необходимо надеть на трубу накидную гайку, после обжимное кольцо.
6. Гайку и обжимной фитинг необходимо присоединить. Далее, следует затянуть резьбовое соединение. Вкручивать гайку сначала следует аккуратно, вручную по возможности после с помощью специального ключа. В результате этого обжимное кольцо обтягивает плотно трубу, благодаря чему происходит полная герметизация соединения элементов системы.

В случае присоединения фитинга для перехода от стальной трубы к медной трубе обязательно применяется специальная фум-лента или традиционная пакля на краске. Фитинг накручиваю на резьбу, предварительно намотав не нее пропитанную краской паклю или специальную ленту.
Горелка для пайки – особенности, необходимый инструмент, виды горелок, правила выбора, этапы пайки

При поиске надежного, долговечного и экологически чистого материала для домашнего водопровода многие останавливают свой выбор на медных трубах. Однако обеспечить качественную, герметичную и прочную стыковку частей такого трубопровода позволяет только термический способ – пайка. Разберем, каковы особенности этой технологии, как правильно при этом применяется специальная горелка для пайки, какие виды ее существуют, как правильно ее подобрать для конкретных условий, и из каких главных этапов состоит процедура стыковки.
Пайка медных труб – особенности, необходимые приспособления
Суть пайки отрезков медного трубопровода сводится к предварительной подготовке краев соединяемых труб, заполнению зазора между ними специальным сплавом-припоем, последующим нагревом и очисткой поверхности. При этом в отличие от сварки, когда сам материал соединяемых конструкций плавится и за счет этого образует единую структуру, стыковка происходит за счет другого состава. Температура его плавления всегда ниже, чем у материала труб.
Процедура пайки в зависимости от применяемой температуры классифицируется на 2 основных типа:
- 600-900 °C. Для разогрева сплава применяются профессиональные горелки, производящие высокотемпературное пламя. Работают они на пропане, бутане, ацетилене и кислороде. Способ подходит для монтажа трубопроводов, функционирующих под большими нагрузками.
- Не более 500 °C. Метод используется для пайки на основе мягкого и твердого припоя в бытовых условиях. Для достижения необходимого уровня нагрева применяют обычные газовые горелки или электрические паяльники.
Традиционно для пайки медных труб применяются газовые горелки, которые независимо от назначения и конструкции, как правило, состоят из следующих основных рабочих узлов:
- Приборной головки.
- Редуктора.
- Форсунки.
- Регулятора подачи газа.
- Крепления для баллона.
Вещество, связывающее края труб в процессе термической обработки, называется припой. Есть две основные его разновидности:
- Мягкий. Имеет форму проволоки, сечением от 2 до 6 мм.
- Твердый. Представляют собой стержни, отличающиеся не только более высокой температурой плавления, но и лучшими рабочими характеристиками – позволяют трубопроводу выдерживать больший напор.
В состав припоя могут входить различные виды металлов – олово, цинк, медь, свинец, серебро, а также фосфор. Также для осуществления качественной равномерной пайки обязательно применяется флюс. Это могут быть как отдельные вещества в виде смол, канифоли, воска, так и готовые смеси на базе хлорида цинка, борной и соляной кислоты.
Помимо основного инструмента – газовой горелки – для монтажа трубопровода потребуются дополнительные приспособления для подготовки краев труб к стыковке – снятия фасок, расширения, зачистки, нарезки и проч.
Совет! Самым распространенным материалом для пайки является ПОС – припой оловянно-свинцовый. Температура его плавления всего 180 °C. Однако если требуется создать максимально прочный стык, лучше использовать составы на базе меди, фосфора и серебра. Образуемый с его помощью шов обладает одинаковым с медной трубой коэффициентом расширения и выдерживает нагрев до 200 °C.

Разновидности
В зависимости особенностей сооружаемого трубопровода, пайка меди газовой горелкой может осуществляться в разных условиях. Поэтому для разогрева могут применяться приборы с различающимися рабочими характеристиками. Прежде всего, данное оборудование классифицируется по температуре пламени и сфере применения на 2-е основные категории:
- Бытовые. Температура пламени не превышает 1000-1500 °C. Характеризуются низкой стоимостью, но и ограниченным функционалом.
- Профессиональные. Пламя разогревается до 2000 °C. Более дорогие модели, рассчитанные на большие объемы работ.
По составу применяемого газового топлива приборы подразделяются на 3 разновидности:
- Пропановые. Пламя питается газом пропаном. Наиболее распространенные модели. Отличаются универсальностью, интенсивностью пламени, пьезо-поджигом, экономичным расходом топлива.
- МАРР-газовые. Пламя горелки отличает высокой температурой, однако более сдержанным воздействием на материал труб, что эффективно отражается на качестве спайки.
- Ацетилен-кислородные. Образуют высокотемпературное пламя. Применяются в промышленных объемах – для монтажа магистралей. При неправильном обращении возможен пережог материала.
Кроме того, горелки различаются по модификации источника топлива на 2-е категории:
- С одноразовыми баллонами.
Газ для пайки медных труб поступает из съемного баллона одноразового применения. Топливом выступает пропан, а также ацетилен и прочие газовые смеси. Регулировка подачи производится путем подкручивания вентиля на рукоятке.
Для небольшого объема работ удобнее использовать ручную горелку с одноразовым баллоном Источник specinstrumenta.ru

- Мобильность.
- Небольшой вес и габариты.
- Удобство обработки в труднодоступных местах.
- Легкость транспортировки.
- Простые правила эксплуатации.
- Энергонезависимость.
- Возможность оснащения различными видами сопел.
- Регулировка скорости и уровня нагрева.
- Безопасность, гарантируемая наличием обратных клапанов.
- Высокое качество соединения.
Недостатки связаны с необходимостью частого замена баллонов при большом объеме работ.
Характеризуются более мощным пламенем, способным не только плавить тугоплавкие припои, но также любые типы металлов и их сплавов. Газ в них подается из магистрального газопровода или больших баллонов. Применение такого оборудование рационально для больших проектов, например, когда монтируется заводская магистраль.
Качество образуемого соединения наивысшее. Однако применение промышленной установки в быту нецелесообразно – ввиду необходимости обустройства под него отдельного места, большого веса и габаритов, соблюдения строгих мер безопасности и подключения крупногабаритных источников топлива.
Правила выбора
При выборе горелки для пайки меди и медных труб твердым или мягким припоем необходимо учитывать следующий ряд критериев:
- Мощность. На нее влияет и температура, и интенсивность пламени, и возможность регулировки скорости горения. Параметр задается толщиной стенок, диаметром труб и объемом работ.
- Вид применяемого газового топлива и его доступность в конкретных условиях применения. Также должна учитываться возможность смены типа применяемого газа – например, переход с ацетилена на пропан и наоборот.
- Назначение. Горелка может использоваться далеко не только для пайки, но также и резки, и плавки металла, что существенно расширяет ее универсальность.
- Вид обрабатываемого материала. На практике часто приходится соединять не только медные, но также бронзовые, латунные и стальные трубы и арматуру.
Важно! Процедура пайки сопряжена с высокотемпературной обработкой. Вероятность получения ожога при этом максимальна. Поэтому перед началом работы необходимо удостовериться, что все необходимые технические требования и правила техники безопасности будут соблюдены безукоризненно.

Этапы пайки медных труб
Есть несколько основных правил, как паять медные трубки газовой горелкой, – это:
- Перед началом проведения процедуры требуется очистить поверхность соединяемых краев от пыли, грязи, краски и т. п., не используя при этом средства, образующие мелкие дефекты.
- Поверхности перед нанесением припоя обрабатываются флюсом – для предотвращения образования пор в шве, адгезии и лучшего плавления сплава.
- Прогрев всех сцепляемых элементов должен осуществляться равномерно, чтобы избежать недо- или перегрева, тем самым ухудшив качество стыка.
- Между поверхностями внутренней и наружной стенки соединяемых краев должен оставляться зазор порядка 25-125 мкм.
- По окончании пайки во избежание развития коррозионных процессов с поверхности обязательно удаляется флюс.
Видео описание
Видео-инструкция по пайке медных труб газовой горелкой:
Пайка мягким припоем осуществляется по следующему алгоритму:
- Подготавливаются и соединяются края трубных отрезков.
- На место контакта наносится флюс.
- С помощью горелки прогреваются концы трубок.
- Как только флюс изменит цвет, в место стыка вводится край проволоки-припоя.
- По мере расплавления сплава для более равномерного заполнения конструкция по возможности прокручиваются вокруг своей оси.
- По завершении процедуры металлу дают остыть, после чего остатки флюса удаляются с его поверхности.
Пайка медных трубок газовой горелкой твердым припоем осуществляется аналогичным образом. Единственный отличный момент в технологии – необходимость предварительного разогрева тугоплавкого сплава-припоя, чтобы он мог приобрести нужное состояние пластичности.
На заметку! Одной из самых распространенных ошибок в ходе пайки является неправильный выбор припоя. По возможности сплав должен иметь аналогичные физико-химические свойства, что и сама соединяемая конструкция. Прежде всего это касается коэффициента температурного расширения металлов. При их большой разнице шов со временем начнет деформироваться и даст течь.
Видео описание
Видео-пример пайки твердым припоем:

Коротко о главном
Применение газовой горелки для соединения медных труб позволяет создать прочный неразъемный стык. В быту процедура выполняется при низкой температуре пламени – не более 500 °C, в промышленных масштабах – порядка 900 °C. Веществом, выступающим в роли соединителя между краями труб, является специальный сплав-припой. В его состав входит олово, свинец, цинк, медь и другие элементы. Он может быть мягким и твердым. Помимо него также требуются флюс. Его задача – повысить адгезию, и создать равномерный шов.
Газовые горелки для пайки медных труб классифицируются по нескольким признакам:
- Температуре пламени и области использования – на бытовые и профессиональные.
- Составу газового топлива – пропановые, ацетиленово-кислородные и на МАРР-газовые.
- Типу источника газа – с одноразовыми баллонами и стационарными.
При выборе горелки необходимо учитывать мощность, тип газового топлива, набор выполняемых операций и тип материала, для обработки которого они предназначены. Процедура пайки может выполняться как на мягком, так и на твердом припое, но при строгом следовании специальным правилам и технологии.
Какие бывают горелки для пайки медных труб и как их использовать
Основная задача во время обустройства трубопровода — гарантировать надёжное соединение составляющих элементов конструкции. Самым простым и надёжным способом долговечного соединения труб является капиллярная пайка, выполняемая при помощи соответствующих инструментов — паяльника для медных труб, трубореза, фаскоснимателя и расширителя. Вместо паяльника можно использовать газовую горелку для пайки медных труб, а в отдельных случаях строительный фен или простой паяльник.

Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.

Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Особенной популярностью пользуются самофлюсующиеся припои из меди и фосфора с добавлением серебра. Такие вещества имеют улучшенные показатели деформации, они достаточно жароустойчивы (вплоть до 200°С), текучи, не провоцируют возникновение коррозии соединяемых элементов. Кроме того, такие соединения экологически безопасны. Благодаря присутствию в составе фосфора температура плавления меди уменьшается до 750°С; кроме того, эта смесь характеризуется одинаковыми температурными коэффициентами расширения с медью, а значит, конструкция не будет испытывать перегрузок в местах наложения швов.
Что нужно для пайки
Перед началом работ необходимо убедиться в наличии следующих устройств и веществ:
- инструменты для подготовки труб;
- флюс и припой для пайки медных труб;
- паяльник, газовая горелка или другие аппараты для подготовки припоя.
На первой стадии необходимо должным образом подготовить элементы будущей конструкции: с помощью трубореза обрезать трубы до нужной длины, посредством фаскоснимателей создать на концах изделий ровные фаски без заусенцев, используя труборасширитель, подогнать диаметр одной трубы так, чтобы в неё входила вторая.

Фаскосниматели выполняются в форме карандашей или круглыми. Последний вариант удобнее, но стоит дороже, а максимальный диаметр обрабатываемой поверхности — 3,6 мм.
Перед тем, как расширять трубу, её надо предварительно прогреть или отжечь, иначе неизбежны многочисленные механические повреждения, угрожающие дальнейшей герметичности трубопровода.
Изнутри трубы чистят с помощью ёршиков или мягких губок, снаружи — посредством щёток.
На сопло горелки для пайки медных труб надевается рефлектор, помогающий избежать теплопотерь и не допустить воспламенения находящихся поблизости горючих соединений. Поверхность пайки необходимо нагревать равномерно.
Разновидности газовых горелок
В целом, несмотря на широкий выбор горелок, все они состоят из одного набора базовых элементов:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки прибора;
- регулятора поступления газа, позволяющего избежать перерасхода топлива или недостаточного нагревания рабочей поверхности;
- редуктора горелки.
Кроме того, в зависимости от фирмы-производителя и марки изделия, горелки могут обеспечиваться дополнительными элементами, такими как наконечники, переходники и другие.

По температуре разогревания рабочей среды горелки подразделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответствующий параметр — 1500-2000°С).
В зависимости от того, какая газовая смесь используется во время работы прибора, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают универсальными и специального предназначения; характеризуются возможностью поджига с использованием пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная особенность — повышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть оснащены одноразовым газовым баллоном или работать стационарно; используются при работах на магистралях.
Для соединения припоем угловых конструкций и замыкающих элементов трубопровода используются газовые паяльники для медных труб.
Газовые горелки со стационарными и одноразовыми баллонами
Наиболее удобны для проведения работ горелки, оснащённые одноразовыми съёмными газовыми баллонами. В качестве топлива для таких горелок используются пропан, ацетилен и другие газовые смеси. Регуляция поступления газа на горение производится с помощью вращения расположенного на ручке горелки вентиля.
Достоинства горелок с одноразовыми баллонами:
- лёгкость переноски — горелку и баллон можно компактно уложить и перенести в любое место;
- простота использования — с инструментов удобно принимать необходимые для работы положения тела;
- отсутствие потребности в источнике электроэнергии;
- многозадачность — на одну рукоятку возможно крепить несколько разных сопел;
- возможность регулирования интенсивности пламени, следовательно, скорости нагревания элементов и припоя;
- безопасность работы — достигается за счёт использования обратных клапанов, в случае необходимости перекрывающих поступление газа;
- хороший результат пайки при соблюдении необходимых условий эксплуатации оборудования.

Недостаток таких устройств — необходимость замены баллона после каждого процесса пайки.
Преимущество стационарных горелок — более высокая температура пламени, при которой возможно расплавить большинство металлов и сплавов и получить соединение высокого качества.
При использовании горелок для пайки медных труб твердым припоем диаметр соединения можно уменьшить в два раза. В большинстве случаев рекомендуется для такой пайки выбирать ацетилен-кислородные устройства.
Выбор горелки
Инструмент следует выбирать в зависимости от предполагаемой сферы использования (коммерческого или в частном порядке), применения (пайки изделий, разрезания, прогревания, термической обработки, проведения работ на ветру), предпочитаемой фирмы (на рынке представлены изделия известных и не очень производителей из многих стран) и финансовых возможностей. Разумеется, чем больше цена, тем обычно выше качество горелки, но для частного пользования бывает достаточно и не очень дорогого инструмента.

Характеристики горелки, на которые надо обратить внимание при выборе:
- вид горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- на каком топливе будет работать горелка — пропане, ацетилене и т.д.; некоторые горелки могут работать с несколькими видами газовых смесей, но они менее надёжны;
- назначение — для пайки, резки и т.п.;
- материалы, с которыми этой горелкой можно работать.
Правила пайки
Пайка медных трубок газовой горелкой — довольно опасная и ответственная процедура, требующая соблюдения некоторых правил:
- Перед началом работы нужно очистить поверхности соединяемых элементов от смазки, грязи и других посторонних веществ. Использовать царапающие материалы для этого нельзя.
- Чтобы воздух не проникал в шов, с целью улучшения плавкости припоя и поверхностного сцепления материалов на поверхность наносят высокотемпературные или низкотемпературные флюсы.
- Нагревать элементы конструкции нужно равномерно, не допуская перегрева припоя и материала труб, ухудшающего соединение;
- Между поверхностями соединяемых труб следует оставить зазор около 25-125 мкм;
- По окончании пайки флюс во избежание коррозии нужно удалить.
Алгоритм пайки медных труб
При использовании мягкого припоя порядок действий следующий:
- Подготавливают предварительно расширенную трубу и вторую, вставляемую в первую, стык в стык, дополнительно удостоверяясь в точности работы и наличии небольшого зазора между элементами.
- На место соединения тонким слоем с помощью кисточки наносят флюс.
- Горелкой равномерно прогревают элементы будущей конструкции до 300-400°С, ориентируясь на оттенок флюса: когда он меняет цвет на более тёмный, можно приступать к последней стадии и вносить припой.
- Конец проволочного припоя заводят в зону стыка изделий, он плавится и продвигается по флюсу к месту образования шва. Для равномерности заполнения припоем зазора трубы во время работы с небольшой постоянной скорость поворачиваются вокруг собственной оси.
- После окончания пайки готовому соединению дают остынуть, флюс удаляют с поверхности изделий.


Применение твёрдого припоя проводится в таком порядке:
- Собирается, как и в первом случае, стык труб, после чего обрабатывается флюсом.
- Соединяемый узел прогревается и устанавливается на жаропрочную поверхность.
- На место крепления наносится подогреваемый грелкой припой. Его тоже нужно наносить равномерно, избегая перегревания конструкции.
- Соединение поворачивается вокруг оси для равномерного заполнения припоем шва.
- Спаянное соединение оставляется на месте до остывания, после чего остатки флюса удаляются.
Крайне важно соблюдать на всём протяжении работы технику безопасности: использовать защитные рукавицы, очки и другие элементы, не проводить работы с горелкой вблизи легковоспламеняющихся веществ.
Процесс пайки труб в целом несложен, его можно проводить как с участием специалистов, так и самостоятельно.
Как выбрать горелку для пайки медных труб: обзор лучших моделей
Дорогие читатели, сегодня мы поговорим о сооружении медного трубопровода. В процессе монтажа важно надежное соединение элементов, составляющих конструкцию. Одним из самых простых и надежных способов соединения труб считается капиллярная пайка. Для такого способа монтажа требуются соответствующие инструменты – специальный паяльник или горелка для пайки медных труб.
Правила, особенности и способы пайки медных труб
Пайка труб представляет собой скрепление элементов трубопровода при помощи добавления расплавленного припоя. После того, как припой застывает, соединение становится неразборным, остывший припой крепко фиксирует спаиваемые элементы.

Важно помнить, что температура плавления припоя должна быть ниже температуры плавления соединяемых деталей. Такой способ пайки обеспечивает равномерное распределение припоя по всему месту стыка.
Медные трубы паяются двумя способами:
- Низкотемпературный способ применяется при монтаже бытовых трубопроводов. В этом случае может использоваться как твердый припой, который разогревается до температуры не менее 450 градусов, так и мягкий, разогретый до 400 градусов.
- Высокотемпературный способ используется для монтажа более серьезных трубопроводов, которые подвергаются большой нагрузке. При соединении таким методом припой разогревается до температуры 600-900С.
Что нужно для пайки
Для выполнения капиллярного соединения медных труб потребуются следующие инструменты и материалы:
- инструменты для предварительной обработки соединяемых элементов;
- флюс и припой;
- специальная фум лента;
- инструмент для нанесения резьбы и обжимные кольца;
Виды припоев
Припои бывают двух типов – твердые и мягкие. Мягкий припой представляет собой проволоку из металлов и сплавов с низкой температурой плавления (олово, свинец, серебро и т.д.). Диаметр такого припоя не более 3 мм.
Твердые припои изготавливаются из тугоплавких металлов и имеют больший диаметр.
Соединение, сделанное с использованием твердого припоя способно выдержать серьезные нагрузки.
Флюс и паста для пайки
Для надежности соединения используется флюс или паста. Это вещество исключает попадание в место стыка инородных элементов, шов получается надежным без пор. Флюс бывает на основе борной или соляной кислоты, хлорида цинка. Для того, чтобы создать защитную пленку на месте соединения используются смолы, канифоль, воск.

Флюсы для пайки разделяются на жидкие, твердые и специальные пасты. Готовая смесь дороже, чем прочие материалы, но и работать с ней гораздо удобнее.
Фитинги
Фитингами называются специальные детали, которые монтируются на месте стыка заготовок разного диаметра, соединения нескольких труб в одной точке или при переходе на другой материал трубопровода.
При монтаже используются фитинги из того же материала, что и трубы.
Если приходится использовать фитинги из другого материала, важно, чтобы коэффициент температурного расширения и другие технические параметры материала труб и фитингов совпадали.
Инструменты
Для пайки медного трубопровода потребуются:
- труборез;
- фаскосниматель;
- труборасширитель;
- щетки, ершики, губки.
Разновидности горелок
Представленное на строительном рынке оборудование делится на несколько типов.
Горелки со стационарными и одноразовыми баллонами
Такие аппараты оснащаются одноразовыми газовыми баллонами с пропаном, ацетиленом и т.д. К преимуществам использования этого типа оборудования относятся мобильность, простота в эксплуатации, безопасность.
Единственный недостаток горелок с одноразовыми баллонами – каждый раз после работы необходимо менять баллон.
Можно использовать такой инструмент как при монтаже водопровода, так и системы отопления.
Ручные горелки
К достоинствам такого оборудования относится в первую очередь компактность. С помощью ручного паяльника удобно собирать трубопровод в маленьком помещении, паять трубы в самых труднодоступных местах.

Ручная горелка работает на одноразовом баллоне с горючим газом. Инструмент оснащается регулятором длины пламени, в комплект обычно входят сопла разных диаметров. Инструмент не требует подключения к электросети. Если соблюдать все правила работы, соединение получается надежным и долговечным. Ручной инструмент легко справится с монтажом систем кондиционирования и прочих бытовых коммуникаций.
Профессиональные горелки
Оборудование, относящееся к категории профессионального способно работать с особо тугоплавким припоем. Оно используется при монтаже конструкций на промышленных объектах, где трубопровод подвергается значительным нагрузкам.
Преимущество промышленных горелок – высокая температура пламени.
Большой вес и габариты не позволят работать в тесной квартире. Для использования в бытовых и личных целях приобретать такие устройства нецелесообразно – такого качества соединения бытовые коммуникации не требуют, а стоимость аппарата выше, чем у других типов.
Самодельные горелки
Иногда мастера используют аппараты, собранные своими руками. Они отличаются по своим характеристикам и относиться и к ручному, и к стационарному типу. Самодельные горелки состоят из тех же базовых элементов, что и покупные. Однако, не рекомендуется пользоваться такими устройствами, так как нет гарантии безопасности работы. Да и по эксплуатационным характеристикам они обычно уступают фабричному оборудованию.
Как выбрать горелку
При выборе оборудования основное внимание стоит обращать на класс и эксплуатационные характеристики.

Если покупаете горелку только для пайки бытовых трубопроводов, можно обойтись ручным или полупрофессиональным устройством. Такой аппарат стоит дешевле, чем профессиональная горелка и справится с поставленными задачами. Для монтажа коммуникаций, подверженных высоким нагрузкам потребуется использования твердых припоев, поэтому придется приобретать профессиональное оборудование.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Процесс пайки
Перед тем, как приступить непосредственно к соединению отрезанных заготовок, их требуется предварительно обработать. Сначала зачищается место стыка, устраняются мелкие дефекты и заусеницы. После этого поверхности соединяемых труб обрабатываются щетками и ершиками снаружи и изнутри. Нельзя использовать абразивные инструменты, иначе возникнут царапины.
Если требуется, одна трубка расширяется. Диаметр медных труб должен быть таким, чтобы одна заготовка свободно входила в другую. Перед этим ее обязательно нужно нагреть, иначе появятся механические повреждения, которые в дальнейшем повлияют на герметичность соединения.
Для защиты от попадания воздуха в шов и для лучшей адгезии на поверхность наносится флюс или паста.

Только после выполнения подготовительных работ следует приступать к нагреву припоя и труб при помощи горелки. Нагрев необходимо выполнять равномерно, чтобы не допустить перегревания.
После того, как трубы нагрелись, в зазор между ними вводится проволочный припой. Он плавится и заполняет зазор на стыке труб, образуя шов. После остывания флюс удаляется.
Техника безопасности
Во избежание травм и иных неприятных последствий важно соблюдать требования безопасности: монтаж и ремонт трубопроводов выполнять только в защитных перчатках и очках, в рабочей робе, не допускать попадания пламени горелки и касания нагретого металла к незащищенной коже, не работать открытым огнем вблизи легковозгорающихся материалов.
После окончания пайки подача газа обязательно прекращается.
Основные ошибки
Процесс пайки медных труб не особо сложен, однако, новички часто допускают ошибки, которые впоследствии сказываются на качестве соединения. Распространенные ошибки начинающих мастеров:
- недостаточная предварительная обработка места спаивания;
- запрессовка — несоблюдение достаточного зазора между трубами, вследствие чего шов получается неравномерным;
- использование неправильного припоя;
- перегрев труб, который приводит к ухудшению эксплуатационных качеств;
- недостаточно тщательная очистка от флюса после пайки, из-за чего появляется коррозия.
Кроме этого, требуется следовать заранее подготовленной схеме конструкции.
Видео процесса
Для более наглядного понимания процесса монтажа посмотрите видео тут:
