
Заточка ленточных пил. Инструкция по эксплуатации ленточных пил Заточка ленточных пил по дереву своими руками
adminСтатьи Развод и заточка ленточных пил по дереву своими руками Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний.
В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Конструкция ленточной пилы Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья. Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75.
В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость.
Именно этот факт влияет на развод режущих кромок и ремонтопригодность.
Читайте также: Практическая работа №2 По теме: «Основные виды приспособлений, используемых на токарных станках»
Нередко при изготовлении применяют несколько типов стали.
Развод и заточка ленточных пил по дереву своими руками
Срок службы ленточной пилы по дереву напрямую зависит от качества ее заточки. Ее можно выполнять как самостоятельно, так и прибегая к услугам специализированных компаний. В первом случае необходимо детально ознакомиться с технологией и рядом особенностей.
Станок с ленточной пилой Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75.
В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость.
Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева: требования к древесине.
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства.
Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил.
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала.
При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.
И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала. Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе.
К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Рекомендуем прочесть: Если ошибка в дате о приеме в трудовой книжке
Инструкция по правильной заточке ленточных пил по дереву
Заточка ленточных пил по дереву, инструкция и правила техники безопасности при проведении данной операции — вот те основные вопросы, которые должен знать каждый домашний мастер, имеющий в своем хозяйстве пилы подобной конструкции. Дело в том, что они применяются не только в производстве, но и в быту. Например, многие жители сельской местности используют их для изготовления досок или распилки бревен на брус.
Однако, как и любую пилу, ленточный инструмент необходимо периодически ремонтировать.
При этом данное техническое обслуживание состоит в осуществлении таких технологических операций, как заточка и разводка.
Они достаточно сложные в техническом плане, и если вы не имеете опыта их проведения, имеет смысл обратиться в специализированный сервисный центр по обслуживанию пилящего и режущего инструмента.
Как правильно заточить пилу?
Для того чтобы правильно заточить ленточную пилу, необязательно обращаться за помощью к профессионалу. Достаточно лишь вооружиться основными правилами осуществления данной процедуры, подготовить необходимые инструменты и вспомнить основы техники безопасности:
- Заточка ленточных пил осуществляется с помощью специального круга, подбираемого исходя из твердости зубьев инструмента. В зависимости от технических особенностей пилы подбирается и форма заточного круга (плоская, профильная, в виде тарелки или чашечная).
- Перед началом заточки точильный круг следует проверить на способность равномерно снимать металл по всей поверхности зубьев.
- Заточка должна осуществляться без рывков и резких движений, чтобы сохранить первозданный вид и высоту зубьев.
- В механизме точильного круга непременно должна быть охлаждающая жидкость, что сможет исключить возможность перегрева механизма, а также обеспечит более точную заточку ленточных пил.
- После того как обработка поверхности пилы будет завершена, необходимо проверить, не осталось ли на ней цепляющих элементов. Если же такие моменты обнаружены, их можно удалить с помощью шлифовальной машины или того же точильного круга, если поднести к нему ленточную пилу под определенным углом.
Проводимые работы должны проводиться исключительно в респираторе или маске!
Вернуться к оглавлению
Правила заточки ленточных пил по дереву
– режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Если же вы имеете опыт обслуживания деревообрабатывающих инструментов, вы сможете и сами развести и заточить вашу пилу.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства.
Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду. Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента.
Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.
Для ленточных пил характерны три отличительные черты.
Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев.
Виды заточки пил
Заточка ленточной пилы зачастую осуществляется по двум основным направлениям: полнопрофильное — с помощью профессиональных станков — и заточка граней самих зубьев.
Первый способ по праву считается наиболее точным, ведь все действия выполняет автоматизированный механизм. Для того чтобы безупречно заточить пилу, потребуется лишь правильно подобрать эльборовый круг, являющийся основой точильного станка, все остальное он сделает самостоятельно. Единственный недостаток такой процедуры — ее высокая стоимость, ведь в своем распоряжении необходимо иметь не только сам станок, но и набор эльборовых кругов, походящих под все варианты ленточных пил.
Второй способ, акцентированный лишь на зубьях пилы, предполагает как ручную обработку, так и заточку на профессиональном инструменте. Первый вариант предполагает только наличие гравера и мастерство того, кто затачивает. Его движения должны быть быстрыми и точными, чтобы избежать порчи металла. Выполняя такие манипуляции впервые, рекомендуется предварительно отточить свое мастерство на простом листе металла. В противном случае можно попросту испортить инструмент. Оптимальный вариант — пройтись по задним и передним граням ленточных пил по дереву, однако большинство мастеров пренебрегает данным условием. Для корректного функционирования инструмента достаточно и заточки лишь задних граней, а реализовать это будет намного проще и удобнее. Заточить передние грани без труда можно в том случае, если речь идет о работе на станке. Здесь, как и в случае с полнопрофильной заточкой, достаточно лишь правильно подобрать форму и размер точильного круга.
Вернуться к оглавлению
Заточка ленточных пил
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д.
, процесс ответственный, но не очень сложный.
Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить. Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы.
После всех этих процедур лента готова к заточке. Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки.
Рекомендуем прочесть: Продлят ли пособия до 3 лет в 2020
Инструкция по эксплуатации ленточных пил
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ЛЕНТОЧНЫХ ПИЛ WOOD-MIZER Пила WOOD-MAIZER сделана из высокоуглеродистой стали и термообработана таким образом, чтобы обеспечить максимальную стабильность пилы в пропиле , именно поэтому наша компания рекомендует к применению пилы WOOD-MAIZER, однако, у любого положительного качества не может не быть сопровождающих его побочных явлений.
Есть таковые и у пил WOODMAIZER. Они требуют к себе более строгого отношения со стороны операторов и заточников.
1 ШАГ ЗУБА ЛЕЗВИЯ Шаг зуба лезвия — это расстояние между вершинами двух соседних зубьев. Для лезвий WOOD-MIZER он составляет 22.0 мм. Шаг зуба постоянен и не изменяется в процессе заточки.
2 ВЫСОТА ЗУБА Высота зуба — это расстояние между основанием межзубового углубления и вершиной зуба.
Благодаря наличию межзубового углубления опилки во время распиловки удаляются из рабочей зоны лезвия. Высота зуба должна быть достаточной для обеспечения удаления опилок, скапливающихся в межзубовом углублении в процессе пиления. Высота зубьев лезвий WOOD-MIZER оптимальна для любых видов распиловки.
Заточка ленточных пил по дереву: профиль, зубья и угол заточки.
Разводка инструмента и методы затачивания
Статьи Все фото из статьи Ленточнопильные станки предназначены для резки различных материалов, в том числе и древесины различного уровня твердости.
Их рабочая часть представляет собой замкнутую стальную ленту, имеющую зубчики. Цена затачивания пил ленточного типа в специальных мастерских сравнительно невелика. Но нередко быстрота и качество исполнения заказа не сильно радуют.
Исходя из этого, работу можно сделать своими силами. Ленточные пилы нуждаются в периодической заточке.
- Ленточные приспособления, , производят из легированной инструментальной стали, которая обладает твердостью от 40 до 46 HRC.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов. При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и он важен критически.
- Станок может пилить заготовки любого размера.
Правила работы
Если вы решили осуществить заточку ленточной пилы в домашних условиях, не прибегая к услугам специалиста, ознакомьтесь с правилами выполнения данной процедуры.
Для выполнения корректного заострения ленточной пилы вам потребуется специальный станок для заточки и инструкция, приведенная ниже. Конфигурация заточного круга, который может быть плоским, профильным, тарельчатым или выполненным в форме чаши, подбирается в зависимости от технических характеристик пилы. Обращаем ваше внимание на то, что строгое соблюдение правил безопасности убережет вас от травм, а инструмент от поломки. Чтобы защитить дыхательные пути от характерной тяжелой пыли, работы необходимо проводить в респираторе или специальной маске. Итак, перейдем к поэтапному выполнению работ
- Приступая к заточке ленточной пилы, обязательно проверьте точильный круг на предмет неравномерного истирания и всевозможных дефектов, наличие которых не позволит снимать ровный слой металла и приведет к нежелательным последствиям в виде порчи резака.
- Затачивать затупившийся инструмент следует без рывков и резкого перемещения инструмента по поверхности абразивного круга, иначе структура и высота зубьев будет нарушена.
- Третье правило скорее касается механизма точильного круга, который должен содержать охлаждающую жидкость, препятствующую перегреву агрегата. Такая опция убережет точильный станок от выхода из строя и поможет осуществить точную заточку пильного полотна.
- По завершении работ необходимо внимательно осмотреть поверхность пилы и убедиться в том, что на ней нет зацепок и сколов. В случае обнаружения подобных дефектов, пилу необходимо заточить на круге повторно, поднеся ее к станку под определенным углом, или довести до необходимых параметров на шлифовальной машине .
Способы точения
Заточка ленточных пил по дереву выполняется двумя способами: на профессиональном оборудовании (полнопрофильная) или путем заострения граней резцов. В первом случае речь идет о наиболее точном машинном варианте заточки, в ходе которого весь процесс осуществляется при помощи автоматики. Для того чтобы заточить инструмент надлежащим образом, здесь будет достаточно подобрать основной элемент станка – эльборовый круг, все остальное контролирует электроника. Стоимость таких работ достаточно высока, и она вряд ли подойдет тем, кто часто сталкивается с необходимостью заточки пил ввиду их интенсивного использования, если, конечно же, мастер не владеет таким станком. Стоит отметить и тот факт, что покупка набора абразивных кругов для всех типов ленточных пил также требует дополнительных затрат, и для разовых манипуляций нет никакого смысла в его приобретении.
Второй метод подразумевает исключительно заточку зубцов, и может выполняться как в ручном, так и в автоматическом режиме с помощью специального устройства. Для правильной ручной заточки требуется наличие гравера и определенные навыки человека, который с ним работает . Чтобы не испортить металл и избежать повреждения зубьев, движения мастера должны быть точными и достаточно быстрыми. Впервые приступая к подобным процедурам, желательно провести пробную заточку на ненужном листе металла во избежание порчи недешевого инструмента.
Правильная заточка пильных полотен ленточного типа подразумевает обработку задних и передних граней резцов, хотя большинство мастеров, выполняющих данный процесс вручную, ограничиваются исключительно заострением задних кромок. Такой метод позволит использовать инструмент по назначению, к тому же он реализуется намного проще, нежели двухсторонняя заточка. Заострение передних кромок удается провести корректно при наличии точильного станка
. Здесь также, как и в случае с полнопрофильной заточкой, необходимо правильно подобрать типоразмер точильного круга, и тогда режущая лента обретет необходимую остроту. Существует зимний способ заострения ленты, при котором угол заточки равняется 90 градусам, а вместо воды в станок заливают охлаждающую жидкость или солярку.
Разводка
К сожалению, стандартной заточки иногда бывает недостаточно для того, чтобы вернуть пиле необходимую степень остроты, важным условием которой является величина отгиба резцов, называемая на профессиональном языке разводкой. Суть данного условия заключается в том, чтобы в момент пиления при соприкосновении инструмента с пиломатериалом сила трения была уменьшена, а материал мог свободно перемещаться между зубьями полотна.
В большинстве случаев применяется стандартная разводка, в ходе которой происходит попеременное разгибание резцов в разные стороны относительно друг друга на расстояние, не превышающее 0,4 мм. Разводить пилу вполне возможно и в домашних условиях, при этом необходимо осуществлять строгий контроль над углом отклонения режущих элементов – он должен быть одинаковым.
Также существует защищающая разводка, к которой прибегают в основном в профессиональных мастерских. При такой процедуре два резца должны быть отогнуты под разным углом, при этом третий зуб остается не тронутым. Не менее сложной является и волнистая разводка, а ее суть полностью отражена в названии. В данном случае зубцы деликатно отгибаются в одном направлении и плотно смыкаются между собой, а лента приобретает волнистую конфигурацию. На видео вы можете увидеть, как проводится разводка ленточных пил в домашних условиях.
Ленточная пила — неотъемлемая часть любого ленточнопильного станка. При постоянной интенсивной нагрузке инструмент непременно следует затачивать. Сделать это можно в специализированных центрах, потратив значительный процент времени и средств. Но можно и самостоятельно, руководствуясь рядом нехитрых правил.
Правила заточки ленточных пил в домашних условиях
9195 являются неотъемлемым элементом одноименных станков, предназначенных для обработки различных материалов. Режущие детали в процессе работы постоянно подвергаются усиленным нагрузкам, вследствие чего затупляются и время от времени требуют заточки.
Заточка ленточной пилы может осуществляться в специализированной мастерской или же в домашних условиях при соблюдении определенной технологии и наличии соответствующих приспособлений.
Для того чтобы правильно выполнить заточку пильного полотна, необходимо знать особенности его конструкции и разбираться в отличиях ленточных резаков.
В нашей статье мы расскажем, как правильно заточить затупленный инструмент и вернуть ему прежнюю остроту.
Типы пил
Ленточные пилы можно различить по виду зубьев, с учетом конфигурации которых и подбирают необходимый образец для обработки материала определенного типа. Подбор конфигурации зубов пилы основывается на характеристиках пиломатериала, в частности, на параметрах его твердости: чем
плотнее
древесина, тем меньшим будет передний угол резцов ленты и шаг между ними
.
Соблюдая данное правило, удается существенно улучшить качество пропила и продлить эксплуатационный период инструмента.
Распил тонких материалов обычно осуществляют при помощи пильного полотна, у которого стандартный или небольшой шаг между резаками, иначе риск повреждения рабочего инструмента возрастает многократно. Пила с большим шагом зубцов предназначена для того, чтобы с ее помощью пилить металлические или деревянные толстостенные заготовки, которые необходимо плотно зафиксировать, прежде чем приступить к процессу обработки.
Правила заточки ленточных пил по дереву
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.

![]()
Не забудь поделиться с друзьями!
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.

Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

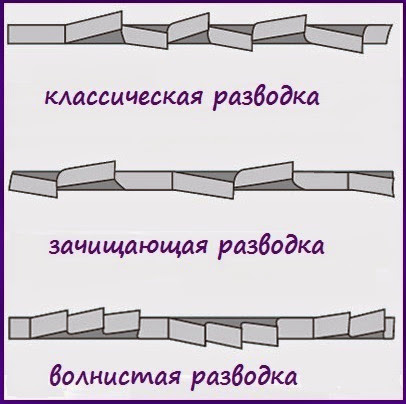
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.

Профессионалы рекомендуют не допускать таких ошибок:
- при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
- излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
- на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
- применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем. Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Заточка ленточной пилы
Пожалуй, как и любой часто используемый инструмент, ленточная пила имеет свою область применения, где ей почти нет равных. В этой статье мы в этом убедимся, рассмотрев различные параметры инструмента. А, главное, узнаем особенности заточки ленточной пилы.

Итак, начну с общего описания ленточной пилы.
Ленточная пила имеет вид полотна, имеющего зубчатую кромку, соединенного в непрерывную ленту. Проще говоря, этот инструмент ни что иное, как замкнутая лента с зубьями .

А чтобы убедиться в том, что ленточная пила весьма значимый режущий инструмент, предлагаю рассмотреть его основные достоинства.
Достоинства ленточной пилы
В первую очередь, самый значимый плюс – ширина пропила инструмента. И действительно, сложно не заметить, что она значительно меньше, нежели чем у дисковых инструментов. И если для пиления бюджетной древесины этот момент сущий пустяк, то для резания ценных пород древесины и элитного материала лучше использовать, по понятной причине, ленточные пилы.

Да и потом, помимо этого ленточной пилой возможна нарезка любых заготовок. К тому же, инструмент обладает приличной скоростью работы и высоким качеством поверхности среза.
Но, безусловно, для ощущения всех этих достоинств необходимо ответственно подойти к заточке и разводке ленточной пилы.
Материал для изготовления ленточных пил
Ленточная пила для древесины изготавливается из инструментальной стали твердостью 45 HRC, а для металла в основу берут стали В2Ф, 9ХФ ,C75, Uddeholm UHB 15 и др, для углеродистых сталей в основе режущего инструмента инструментальная сталь, при этом, проводится закалка зубьев для которой используются токи высокой частоты.
Хотелось бы отметить, что для нарезки металла можно использовать и биметаллическую пилу, которая после закалки обладает твердостью 65-69 HRC.

Разобравшись немного с материалами, из которых изготавливают ленточные пилы, плавно перейдем к зубьям режущего инструмента и их заточке.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- – столярные;
- – делительные;
- – для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму – стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут б ыть и где они, эти самые профили, применимы.

Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.

Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Разводка ленточной пилы
Задача разводки состоит в отгибе зубьев в стороны, чтобы предотвратить сжатие полотна инструмента и уменьшить трение.
Существуют несколько видов разводки:
- – с помощью классической разводки мы получаем зубья, которые отгибаются вправо и влево поочередно;
- – с помощью зачищающей разводки первоначальную позицию сохраняет каждый 3й зуб;
- – с помощью волнистой разводки каждому зубу присвоена своя величина отгиба (тем самым и образуется волна).
Важно знать, что при разводе осуществляют отгиб части зуба (треть, либо две трети от вершины), но никак не всего зуба.
Далее, наконец-то поговорим о заточке ленточной пилы.
Заточка ленточной пилы
Для предотвращения разрыва инструмента во время работы, необходимо соблюдать правила заточки.
Твердость зубьев определяет круг, который будет использоваться для заточки. Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.

Обычно, применяют формы:
- – профильные;
- – чашечные;
- – плоские;
- – тарельчатые.
Перед тем, как перейти непосредственно к работам по заточке, необходимо дать пиле повисеть 10-12 часов в вывернутом состоянии.
Выделяют два основных способа заточки ленточной пилы.
1 способ
Именуется как полнопрофильная заточка. Производиться на автоматическом станке, что сразу же обозначает, что заточка будет качественной. Принцип заточки основан на прохождении всей межзубовой впадины с соответствующими поверхностями соседних зубьев в одно движение эльборовым кругом, который подбирают по форме непосредственно. Из этого следует, что угловатые формы у основания зубьев мы не получим. Это просто исключено.
Часто применяются круги, абразив которого могут составить – электрокорунд, эльбор или алмазное напыление.

Пожалуй, единственный существенный минус этого способа это то, что для разнопрофильных пил нужны различные круги.
2 способ
Характеризуется заточкой граней зубьев. Может осуществляться используя станок, тогда идет опять подборка круга. Ручная же обработка производится гравером или на обычном станке с соблюдением техники безопасности, либо используя надфиль (его суть – произвести несколько движений по передней или задней поверхности зубьев)
Чтобы заточить ленточную пилу своими руками, необходимо:
- – исключить сильный нажим круга;
- – обеспечить равномерный съем металла по профилю зуба;
- – обеспечить сохранность высоты, а также, профиля зуба;
- – контролировать отсутствие заусенцев;
- – использовать охлаждающую жидкость.
При наличии зазубрин на поверхности зуба, пила будет быстро затупляться. Поэтому важно иметь гладкую поверхность зубьев. Также необходимо, чтобы радиус у основания зуба сохранялся. Это нужно для предотвращения возникновения трещин и разрыва полотна.
Пилу следует точить, как только появляется заметное усилие для перемещения ее в древесине. Большинство деревообработчиков с удовольствием тодточат инструмент, но могут и обратиться к профессионалу, если требуется развод зубьев. Делать развод следует через 4-5 заточек или если пила “уходит” от намечеиноzо направления из-за неправильною развода. Зубья, закаленные электрическим способом, ручной заточке не подлежат, а затупленные сменные полотна для тонкой работы просто выбрасываются.
Напильники для заточки пил
Режущая кромка каждого зуба обрабатывается трехгранным напильником. Грань напильника должна быть приблизительно вдвое выше зуба.
Направляющее устройство для заточки пил
Это приспособление гарантирует однообразие угла и глубины заточки шипорезных и других ручных пил.
Оправка для развода зубьев
Оправка для развода отклонит кончик зуба на строго определенный угол. Сближение рукояток толкает плунжер, который прижимает зуб к упору с наклоном. Упор имеет градуировку, показывающую размер зуба, которому соответствует тот или иной угол развода. Пилу с мелкими зубьями рекомендуется разводить у специалиста.
Зажим для заточки пилы
При заточке пила должна быть надежно закреплена, иначе она будет шумно вибрировать и выбивать напильник из углубления между зубьев. Сделайте импровизированный зажим из двух обрезанных по длине полотна брусков, с формой, “обходящей” ручку. Зажмите пилу между брусками в тиски верстака. При необходимости с одного конца воспользуйтесь струбциной.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.
Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод зубьев пилы
Если пила начинает выгибаться или застревать в пропиле, сделайте новый развод зубьев. Подготовьте оправку к работе: ослабьте запорный винт и поверните упор, совместив указанный на нем размер зуба (соотетствующий вашей пиле) с меткой на приспособлении. Затяните запорный винт, сделайте развод каждого зуба, который должен быть отклонен от вас. Переверните пилу и повторите операцию с другими зубьями. Проверьте, не пропустили ли вы какой-то зуб, держа пилу на уровне глаз зубьями от себя.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.
Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.
Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.
Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.
Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.
Заточка ленточной пилы
Ленточные пилы, представляющие собой полотна с зубчатой кромкой, соединенные концами в непрерывную ленту, имеют свои, только им присущие достоинства. Ширина пропила, оставляемая ими, меньше ширины пропила от дисковых пил. При пилении обычной древесины эта особенность, может быть, и не слишком важна, однако при разделке ценных пород древесины и резке дорогого металла это существенно.

Заточка ленточной пилы
Малая ширина пропила обуславливает относительно низкие затраты энергии на разделку материала. И, наконец, ленточной пилой можно разрезать заготовку практически любой толщины, в то время как геометрия дисковой пилы накладывает ограничения на толщину разрезаемого ею материала. Однако чтобы воспользоваться всеми этими преимуществами, ленточные пилы нужно уметь правильно подготавливать к работе. К основным подготовительным операциям относятся заточка и разводка ленточных пил.
Материал пил
Ленточные пилы изготавливают из разных материалов – в зависимости от того, для резки какого материала они предназначаются.
Пилы для дерева производят из инструментальной легированной стали, имеющей твердость 40-45 HRC. Отечественные производители используют стали 9ХФ, В2Ф (для ленточных пил по металлу) и др., зарубежные – свои стали (C75, Uddeholm UHB 15 и пр.). При закалке зубьев таких пил токами высокой частоты они могут приобретать твердость до 64 HRC и выше.

Закаленные зубья ленточной пилы
Пилы для резки углеродистых сталей и цветных металлов небольшой толщины также изготавливают из инструментальной стали с обязательной закалкой зубьев токами высокой частоты. Однако чаще для резки металла используют биметаллические пилы, у которых полотно изготовлено из пружинной стали, а полоска, на которой нарезаются зубья, из быстрорежущей стали с высоким содержанием вольфрама и кобальта. После закалки она приобретает твердость до 65-69 HRC. Быстрорежущую сталь приваривают к основанию пилы электронным лучом.

Изготовление биметаллической ленточной пилы
Биметаллические пилы способны резать толстый металл из инструментальных, нержавеющих, жаростойких и других сталей, сплавов титана и прочих металлов.

Биметаллическая ленточная пила
Зубья с большей износостойкостью получают наплавляя их стеллитом (сплавом на основе хрома и кобальта с добавками вольфрама и/или молибдена) или припаивая к ним пластинки из твердых сплавов. Такие пилы превосходят по своим режущим способностям биметаллические. Их используют для резки стекловолокна, автопокрышек, кабелей, армированных пластмасс, жаропрочных сплавов, графита, газобетона, кирпичей и прочих трудно поддающихся обработке резанием материалов.

Ленточная пила с твердосплавными зубьями
Геометрия зубьев ленточных пил
В зависимости от вида и свойств распиливаемого материала, ленточные пилы имеют различную геометрию зубьев.
Для распиловки древесины применяются три основных типа зубьев: для столярных работ, для делительных пил, для распиливания брусьев и бревен.

Профиль зубьев ленточных пил

Характеристики зубьев ленточных пил
Конкретные значения углов заточки ленточных пил определяются производителями, исходя из множества факторов. В общем же можно выделить такую зависимость – чем тверже древесина, тем меньше передний угол (γ).
Для пил по металлу также используют различную форму зуба в зависимости от того, для резки какого металла они предназначены. У пил с постоянным шагом различают две основные формы.
Стандартная, предназначенная для резки тонкостенного металла с короткой стружкой с передним углом (γ) равным 0°.
Зуб с положительным передним углом (γ), используемый в пилах для резки толстостенного металла с длинной стружкой.
Для тонкостенного материала применяют пилы с относительно малым шагом (количество зубьев на дюйме – от 4-х до 18-ти). Пилы для резки толстостенного материала не нуждаются в большом количестве зубьев, их число составляет 1,25-6 зубьев на дюйм.

Шаг зубьев
Для устранения эффекта резонанса, приводящего к вибрациям полотна, некоторые пилы делают с переменным шагом, при котором расстояние между зубьями изменяется в рамках отдельной группы. Размер шага обозначается наибольшим и наименьшим значениями.
Развод ленточных пил
Разводом называют операцию отгиба зубьев пилы в одну и другую сторону с целью снижения трения полотна пилы о стенки пропила и предотвращения его зажатия. Чтобы полотно свободно двигалось в пропиле, ширина последнего должна быть больше толщины полотна на 30-60%.
Существуют несколько видов разводки, названия которых могут отличаться у разных производителей. Основные виды такие.
Стандартная, при которой зубья поочередно отгибаются в противоположные стороны.

Стандартная разводка
Зачищающая, у которой после отгиба двух зубьев, третий не разводится, оставаясь на месте.

Зачищающая разводка
Применяется в основном для пил, предназначенных для резки особо твердых сплавов и материалов. Каждый третий зуб имеет трапецеидальную форму, он остается по центру пилы и служит для направления всей пильной ленты.

Зачищающая разводка
Волнистая, самая сложная, при которой зубья отгибаются с переменным значением величины отгиба, образуя своеобразную волну.

Волнистая разводка
При разводе отгибают не весь зуб, а только его часть на расстоянии 1/3-2/3 от вершины. У производителей пил имеются свои рекомендации по параметрам развода их пил, однако в общем случае значения, рекомендуемые ими, укладываются в диапазон 0,3-0,7 мм.
Общим правилом является то, что развод у ленточных пил для резки мягких пород древесины должен быть больше, чем у пил для обработки твердых пород. Но никогда не должен быть такой выгиб зубьев, чтобы оставался не вырезанный клин по центру.
При разводе должна быть обеспечена его одинаковость для всех зубьев. Отклонение не должно превышать 0,1 мм. При неравномерной разводке пила может уходить в сторону более сильного развода.
Приспособления для развода
Развод осуществляют специальными разводными приспособлениями. Несмотря на относительную простоту операции, существует довольно большое количество конструкций устройств для развода, отличающихся уровнем функциональности.
Простое рычажное разводное устройство (модель РУ-05) представлено на рисунке ниже.

Приспособление для развода пил
Пила устанавливается в паз устройства зубом напротив щупа стрелочного индикатора, служащего для замера величины развода. С помощью передвижной шкалы стрелка индикатора устанавливается на ноль.

Развод ленточной пилы
При нажатии на разводной рычаг болт (1) давит на зуб, изгибая его и осуществляя тем самым его разводку. Стрелка индикатора показывает величину разводки. Вворачиванием или выворачиванием болта устанавливается её требуемое значение, после чего болт стопорится контргайкой (2).

Развод ленточной пилы
Развод осуществляется через один зуб, после чего полотно разворачивается, и операция повторяется в отношении остальных зубьев.
Есть и более простые устройства для развода, предназначенные для развода пил-ножовок. Хотя они не могут обеспечить высокой точности и требуют определенных физических усилий, в крайнем случае , можно воспользоваться и ими.

Разводка
Заточка ленточных пил
Считается, что около 90% случаев разрыва ленточной пилы происходит из-за плохой заточки, точнее, из-за концентрации напряжений в профиле зуба, которые возникают при некачественно выполненной заточки. Необходимость заточки определяется визуально, по состоянию зубьев или виду стенок пропила. В последнем случае признаком затупления пилы по дереву является увеличение шероховатости поверхности пропила.
В зависимости от твердости зубьев, для заточки ленточных пил применяются разные круги – электрокорундовые, алмазные или эльборовые (они же боразоновые). Для заточки пил из инструментальной стали используются корундовые круги на бакелитовой основе. Заточка биметаллических леточных пил или других пил с зубьями высокой твердости требует эльборового или алмазного круга.
Форма используемого круга определяется параметрами пилы и способом заточки – т.е. тем, какой у пилы профиль зуба и какая затачивается грань. Круг может быть профильным (иметь форму идентичную профилю зуба), плоским, чашечным, тарельчатым. Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки. Окружная скорость не должна превышать 20-25 м/с.
Для повышения стойкости заточки, важной является её доводка (обработка передней и задней грани мелкозернистым оселком), осуществляемая после заточки.
Если на поверхности зуба будут зазубрины, то выступы будут выкрашиваться при работе пилы, и она очень быстро затупится. Нужно стремиться, чтобы поверхность зуба была очень гладкой.
Большинство инструкций по заточке ленточных пил рекомендуют производить заточку по передней поверхности зуба или одновременно по передней и задней поверхностям. На практике же нередко заточку производят по одной задней поверхности зуба – из-за особого удобства этой операции.
Вообще, ленточные пилы отличаются неприхотливостью в отношении заточки. Их можно затачивать разными по составу и форме кругами, по профилю зуба или передней и/или задней поверхностям, специальными станками и вручную.
При заточке нужно сохранять радиус у основания зуба. Это требование очень важно, резкий переход формы у основания зуба способствует возникновению трещин в материале, которые приводят к разрыву полотна.
Можно выделить два основных способа заточки ленточных пил – полнопрофильную заточку боразоновым профильным кругом и заточку граней зуба по отдельности.
Полнопрофильная заточка ленточной пилы является наиболее качественной. При ней эльборовый круг, имеющий форму, точно соответствующую форме профиля зуба, за одно движение затачивает всю межзубовую впадину с задней и передней поверхностями соседних зубьев. При этом абсолютно точно сохраняются все параметры профиля зуба и исключаются угловатые формы у основания зуба, ослабляющие пилу.

Эльборовые круги для заточки ленточных пил

Эльборовый круг для заточки ленточных пил
Станки и приспособления для заточки
Станки для полнопрофильной заточки ленточных пил работают в автоматическом режиме. Движение двигателя с кругом, установленного под нужным углом, синхронизировано с движением толкателя, перемещающего ленту на шаг после заточки одной межзубовой выемки.

Станок для заточки ленточных пил
Недостатком полнопрофильной заточки является необходимость иметь свой заточной круг для каждой пилы определенного профиля.
Существует большое количество станков для заточки пилы по передней, задней или передней и задней поверхностям зуба. В качестве заточных кругов применяются плоские круги с подходящим абразивом – электрокорундом, эльбором или алмазным напылением.

Станок для заточки ленточных пил
Принцип их работы схож с действием станков для полнопрофильной заточки. Движение круга с двигателем синхронизировано с движением толкателя, пошагово передвигающим пилу.
Специальные заточные станки с автоматическим режимом заточки целесообразно использовать при большом объеме заточных работ. При эпизодической заточке ленточной пилы в домашних условиях резоннее затачивать пилу вручную на обычном заточном станке или с помощью гравера. Затачивать можно как по передней, так и задней грани.
Так выглядит заточка ленточной пилы по передней поверхности зуба на заточном станке корундовым кругом со скошенной под передний угол кромкой .

Заточка ленточной пилы точилом
Заточка ленточной пилы по задней поверхности:

Заточка ленточной пилы точилом
Нужно не забывать периодически править шлифовальный круг.
А вот так выглядит заточка по задней поверхности зуба гравером с маленьким плоским кругом.

Заточка ленточной пилы гравером

Заточка ленточной пилы гравером

Заточка ленточной пилы гравером
Несмотря на большую скорость вращения (10000 об/мин, при минимальной скорости вращения), благодаря маленькому диаметру круга (20-30 мм) обеспечивается нормальная окружная скорость – 11-16 м/с. При работе нужно обязательно одевать защитные очки или маску, т.к. из-за утончения круга, велика вероятность его частичного или полного разрушения.
Ну, а если отсутствует станок и гравер, заточить пилу можно и “дедовским” способом – с помощью надфиля. Заточка осуществляется несколькими движениями (3-4) по задней и/или передней грани зуба. Вообще-то, операция эта довольно простая и навык качественной заточки при определенном старании приобретается довольно быстро.
Видео:
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины. Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла. Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.

Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой. Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса. Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.

Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Приспособление для разводки Приспособление для разводки Тайга
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.

Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Заточка дисковых пил с твердосплавными напайками

Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.











Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил

Станок для заточки дисковых пил с напайками
Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Читайте также: Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем МОД. ЗЛ722А(В) (стр. 2 )
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.

Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Важно! Если пила из твердосплавного материала используется достаточно долго, то максимальный износ можно заметить на верхней режущей кромке. При детальном осмотре плоскости зуба видно, что сильнее всего страдает передняя поверхность материала.
Способы увеличения срока службы пильных дисков

Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.

В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
Читать также: Каска сварщика со щитком
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.

Прямой зуб

Косой (скошенный) зуб сзади

Косой (скошенный) зуб спереди

Трапециевидный зуб

Конический зуб

Вогнутый зуб
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
Читайте также: Поворотные столы с электродвигателем для видеосъемки и 3D сканирования предметов и людей (серия Пёс)
Станки для заточки дисковых пил, обзор и сравнение
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Диаметр затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Цена, руб | 20786 | 35000 | 185818 | 361649 |

LTT MF126A

СЗТП 600Т LTT MF1263 Хайтек PP-480Z
Как правильно настроить заточной станок
Ленточная пила – режущий инструмент замкнутого типа, использующийся на лесопильном оборудовании.
Безусловными преимуществами этих элементов считаются высокая производительность и минимальное количество отходов производства. Возможно, что при распиловке обычных досок последний факт не играет существенной роли, но если речь идёт об обработке древесины ценных пород, ширина пропила и качество реза напрямую влияют на экономическую выгоду.
Правильная заточка ленточной пилы по дереву – это гарантия эффективности производства и долговечности инструмента. Обычно такие услуги оказывают специализированные компании, но если знать порядок действий и тонкости процедуры, заточить затупившуюся пилу можно самостоятельно.

Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.

Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила
или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки
, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль
. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.

Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.

Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги. Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной.









Как выбрать оборудование для заточки?
Качественный заточный станок выбрать довольно трудно, однако на современном рынке становится все больше по-настоящему качественных инструментов. С появлением автоматических инструментов заточки пил увеличилось и качество процесса, так как человеческий фактор в таком процессе сводится к минимуму, а значит, исключаются неправильные углы наклона заточенных зубьев или сбивание пазух.
Среди качественных станков можно выделить модели нескольких брендов.
- «Кедр». Одна из самых распространенных и известных марок. Относится этот инструмент к полностью автоматическому станку, в котором используется работа за счет установленной программы. А также здесь подразумевается постоянный контроль и использование охлаждающей жидкости для нормального функционирования. «Кедр» довольно прост в обращении и подойдет даже начинающим мастерам. Угол установить вручную тоже не составит труда, достаточно просто ослабить два специальных болта, находящихся на тыльной стороне инструмента, и отрегулировать винтом около основания нужный вам угол. А также на инструменте имеется регулятор скорости движения полотна.
Более современные вариации позволяют использовать точильные алмазные круги.
- «Тайга». Марка не менее известная, чем предыдущая, имеет практически те же характеристики, управление в ней даже немного проще. Угол и скорость подачи полотна также легко можно отрегулировать на инструменте.
Использовать этот станок можно как для широких, так и для узких ленточных пил.
- «АЗУ-02». Самый модифицированный из всех предыдущих станков. Все модели имеют специальное устройство для автоматической подачи охлаждающей жидкости. На инструменте имеются несколько переключателей, позволяющих полностью контролировать работу заточного станка. А также во всех моделях используются алмазные диски, которые ускоряют процесс работы и улучшают ее качество.
На АЗУ-02 еще можно регулировать скоростные режимы передвижения полотна, что тоже значительно упрощает процесс.
- «ПЗСЛ 30/60 профи». Современный, полностью автоматический станок, имеющий высокую скорость заточки. Для охлаждения этого станка используется специальное охладительное масло. Для работы с таким станком не требуется никакого профессионализма, в процессе работы понадобится только поверхностный контроль, так как станок выключается сам при протачивании одного круга зубьев пилы.
- «ПЗСЛ 10/2». Автоматический станок для узких ленточных пил, подходит как для пил по дереву, так и для пил по металлу. Этот агрегат, как и предыдущий, имеет масляное охлаждение. Процесс полностью автоматизирован, в задачу мастера входит только установить нужный процесс и внести полотно в станок, далее станок сам сделает всю работу.
- Astron (А-1). Полнопрофильный боразоновый станок, процесс работы с таким агрегатом полностью автоматизирован. Станок протачивает всю ленту пилы за 1 полный проход. Для заточки используется эльборовый диск, который отличается высоким качеством и долговечностью. Настройка процесса происходит очень легко и не требует высокого профессионализма.
На современном рынке инструментов существует огромное количество самых разнообразных точильных станков для пил, выше приведены именно самые основные и популярные заточные станки.
