
Гальваническое покрытие: виды и оборудование
Толщина гальванического покрытия зависит от химического состава электролита и плотности тока на единицу площади. Если через ванну пропускается ток силой 300 А, а площадь поверхности покрываемых деталей 100 дм 2 , то плотность тока составляет 3 А/дм 2 . Параметры слоя определяются формулой
m=k×I×t, где:
m – масса покрывного слоя на катоде;
k – масса осажденного вещества в граммах, осаждаемого в течение одного часа при плотности тока 1 А/дм 2 ;
I – фактическая сила тока;
t – длительность процесса покрытия.
Главным оборудованием для покрытия металлами является гальваническая ванна. Изготавливается из химически устойчивого пластика, размеры и геометрический вид отвечают требованиям стандарта и техническим условиям заказчика. Наша компания предлагает как готовую продукцию стандартных размеров, так и изготовление по эскизам клиентов.
Химические эквиваленты металлов, часто применяемых в гальванических покрытиях, приведены в Табл. №1.

Табл. №1. Химические эквиваленты металлов
Гальванический способ покрытия металлов имеет несколько составляющих, влияющих на качество. Даже в ванных с оптимальной кроющей способностью слой металла осаждается неравномерно, в углублениях толщина меньше, чем на выпуклых участках, особенно на острых ребрах. Для достижения равномерной осадки металла следует применять такие аноды, форма которых максимально приближена к форме детали.

Правильное расположение и форма катодов
Глубокие механические повреждения поверхностей деталей нельзя скрыть за счет гальванических покрытий. Эти недостатки устраняются только механическим способом. Но дефекты глубиной в несколько микрон современная гальваника может устранить за счет добавления органических добавок. Они обеспечивают более толстый слой осаждения в углублениях, а на ровных поверхностях процесс происходит в обычном режиме.
Свойства гальванических покрытий
По своей функциональной особенности гальваническая обработка может иметь следующие физические свойства:
- Защитное. Поверхности обрабатываются для исключения коррозионных процессов, увеличения сопротивляемости процессам трения. Такие покрытия применяются с целью повышения эксплуатационных характеристик различных металлических изделий.
- Декоративное. Применяется в ювелирной промышленности для улучшения внешнего вида элементов декора или фурнитуры.
- Декоративно-защитные. Применяются для обработки металлических изделий различного назначения, универсального использования.
Существующий ГОСТ регламентирует минимальную толщину покрытий с учетом конкретных условий эксплуатации. Различаются следующие условия эксплуатации:
- Очень тяжелые. Металлические изделия работают в средах с агрессивными химическими соединениями и при высоких температурах.
- Тяжелые. Условия эксплуатации отличаются длительным контактом с водой, возможно кратковременное воздействие различных неагрессивных химических соединений.
- Умеренные. Условия пользования металлических изделий обыкновенные, нанесение гальванических покрытий может выполняться традиционным наиболее дешевым способом.
- Легкие. В таких условиях работает бижутерия, изделия из драгоценных металлов и т. д.
Виды оборудования
Гальваническое оборудование подбирается с учетом особенностей покрытия, количества деталей и конечных требований к качеству поверхности. Наша компания изготавливает пластиковые ванны, которые используются для подготовки растворов, удаления с поверхностей различных типов загрязнений и гальваники. Предусматривается возможность монтажа специального дополнительного оборудования для автоматизации технологических процессов. При этом потребитель может давать свои технические условия, гальваническое оборудование будет изготовлено с учетом его пожеланий.
Кроме ванн во время созданий гальванических покрытий применяются подогреватели, вентиляционные системы рабочих мест и производственных цехов, электрическое оборудование для получения токов заданной величины, таймеры и контроллеры. В зависимости от комплектности линии гальваника может выполняться в ручном или автоматическом режимах.
Виды покрытий сталей и сплавов В зависимости от назначения деталей и изделий, особенностей процесса и химического состава ванны покрытия могут быть нескольких типов.
Меднение Гальваническое покрытие медью значительно улучшает внешний вид поверхности сталей, под воздействием кислорода медь окисляется и покрывается темным налетом. Важное условие качественного покрытия – отсутствие глубоких пор. Медные покрытия часто применяются в качестве подложки под никелирование. Медь можно окрашивать химически, метод предполагает применение различных элементов.
Гальваническое покрытие происходит в цианидных и сульфатных ваннах. Первые ванны отличаются высокой токсичностью, но получили широкое распространение из-за дешевизны и простоты технологии. В современных ваннах есть возможность достигать высокой концентрации меди, за счет этого ускоряется скорость осаждения.

Табл. №2. Зависимость толщины меди от плотности тока и времени
Примерные составы цианидных ванн для омеднения

Составы цианидных ванн
Электролит для цианидных ванн нужно готовить в запасных пластиковых ваннах, компоненты вносятся согласно технологической схеме по очереди и перемешиваются до полного растворения. Если во время гальванического покрытия на поверхности анодов появился темный налет, то это следствие загрязнения состава ванных молекулами свинца. Свинец необходимо удалять электролитическим методом.
Сульфатные ванны дают возможность достигать 100% выхода по току, их легко приготавливать и обслуживать, они значительно безопаснее цианидных.
Первая ванна универсального использования, вторая применяется для омеднения печатных схем и деталей с металлическими отверстиями. Не допускается наличие в ванных органических примесей, они вызывают хрупкость слоя. Для очистки растворов применяется активированный уголь, состав ванны пропускается через специальный фильтр с этим очистителем.
Никелирование Очень распространенные виды гальванических покрытий, имеют отличный вид поверхностей, отличаются высокими показателями физической и коррозионной устойчивости. Никель наносится на сталь катодным методом, технология не допускает образования пористости. Ванны состоят из сульфата никеля, хлорида никеля и борной кислоты.

Табл. №3. Зависимость толщины покрытия никелем от времени и плотности тока
Во время гальванического покрытия операторы должны постоянно контролировать показатели кислотности при помощи ареометров или индикаторной бумаги. При обнаружении отклонений от заданных параметров кислотность ванны должна немедленно восстанавливаться.
После длительной работы в запыленных цехах в ванну попадает пыль, оседая на поверхностях металла, она придает ему шероховатый вид. Для недопущения подобных явлений электролит должен постоянно очищаться от механических примесей, гальваника должна происходить только в чистом растворе.
Один из наиболее распространенных дефектов поверхностей – питтинг, микроуглубления, возникающие в результате прилипания атомов водорода. Для минимизации рисков появления таких дефектов ванны вначале нагревают до высоких температур и дают некоторое время для выстаивания. За этот период прекращается выделение водорода. Затем электролит охлаждается до рабочей температуры и в него погружаются детали. На образование питтинга оказывает влияние и состояние подложного слоя на металле. Для уменьшения этого влияния в ванну добавляют смачивающие или окисляющие вещества, поверхность деталей становится более восприимчивой к равномерному покрытию.
При необходимости никелевые покрытия снимаются в ванных с серной кислотой. Для понижения риска затравливания в раствор добавляется глицерин в расчете 50 г/л.
Хромирование Само гальваническое покрытие хромом не создает антикоррозионной защиты, в связи с этим создаются промежуточные слои из никеля или никель-меди. В зависимости от использования деталей покрытие может быть декоративным, функциональным или защитным, толщина функциональных покрытий может достигать 1–2 мм. Хромовая гальваника имеет широкое распространение в автомобильной промышленности, во время изготовления форм для литья пластика, при производстве различных инструментов и т. д.
Основой ванны для хромирования поверхностей является хромовый ангидрид, в качестве катализатора используется серная кислота. Количество хромового ангидрида в пределах 0,8–1,2%, серной кислоты 2,5 г/л. Кроме классических ванн, имеющих сульфатный катализатор, металлические изделия могут хромироваться в ванных с кремнийфтористоводородной кислотой. Такие ванны обладают саморегулирующими свойствами, что значительно упрощает технологический процесс покрытия. Недостаток – высокая агрессивность электролита, все гальваническое оборудование должно изготавливаться из особо устойчивых пластиков. Процессы могут протекать только при выполнении существующих требований по качеству материала изготовления.
Еще одна проблема таких ванн – высокая токсичность. Во время покрытия следует строго придерживаться правил техники безопасности. На производстве в обязательном порядке монтируется эффективная система вентиляции и очисти отработанных технологических жидкостей.
Рекомендуемая плотность хромового ангидрида при t°=+15°С

Для снятия хромовых покрытий используются ванны с 50% хлорной кислотой, после промывки поверхности их можно повторно покрывать слоем хрома.
Цинкование Наносятся как с целью антикоррозионного, так и декоративного покрытия. Для технического процесса требуются цианидистые соединения, что вызывает трудности в связи с их высокой агрессивностью и опасностью для окружающих. В состав ванн входит едкий натр, цианид натрия и оксид цинка.
Первая ванна характеризуется хорошей кроющей способностью, но низкой производительностью, вторая наоборот, отличается повышенной производительностью, но недостаточной кроющей способностью. Во время длительного использования электролитов в растворе повышается содержание CO2 и карбоната натрия в результате значительно ухудшаются показатели электропроводности. Удаление избытков компонентов делается вымораживанием. После понижения температуры до -2–3°С вещества оседают на дно и удаляются, а водород выводится естественным путем.

Толщина цинковых покрытий в зависимости от плотности тока и времени выдержки
Если возникает технологическая потребность увеличить концентрацию едкого натра и цинка, то в ванну добавляется оксид цинка. Наличие черного налета на анодах указывает на предельно низкую концентрацию цинка в ванне. Гальваническое покрытие цинком делать запрещается до восстановления требуемой концентрации всех компонентов.
Обильное выделение газов на поверхностях металлических изделий указывает, что процесс происходит при большой концентрации цианида и требует оперативного вмешательства оператора. Наличие органических загрязнений становится причиной появления на поверхности покрытия темных пленок. Загрязнений удаляются пергидролем с последующей промывкой в чистой воде. Недостаток высокоцинковыанных деталей – повышенная хрупкость. Для уменьшения рисков возникновения проблемы процесс обезжиривания должен исключать протравливание.
Кадмирование В настоящее время применяется редко в связи с неудовлетворительными по существующим меркам эксплуатационными характеристиками. В состав ванны входит цианид натрия и солей кадмия.

Примерный состав ванны для кадмирования
В первой ванне получают блестящие слои, во второй матовые. Ванны работают при комнатных температурах, увеличивать нагрев электролита с целью ускорения покрытия не рекомендуется. На избыток карбонатов указывает образование на поверхности стали кристаллов.
Большое значение имеет чистота электродов, если они не отвечают требованиям, то на поверхности появляется трудноудаляемый шлам. Бракованные покрытия снимаются растворами, содержащими нитрат аммония или в концентрированной соляной кислоте. В большинстве случаев кадмиевые покрытия закрываются хромом, такая технология имеет широкое применение в промышленных масштабах.
Лужение
Олово хорошо сопротивляется атмосферным воздействиям и надежно защищает металлические поверхности от коррозионных процессов, на сплавах меди образует устойчивое анодное покрытие. Недостаток – во время хранения металл темнеет. Для лужения применяются кислотные и щелочные ванны. В качестве дополнительного компонента используется едкий натр.
Качество во многом зависит от точности соблюдение параметров. Из ванны запрещается вынимать сразу всю загрузку, а только частями с одновременным добавлением новых изделий. За счет такой технологи аноды длительное время содержатся в удовлетворительном состоянии.

Зависимость толщины олова и времени и плотности тока
По цвету ванна должна быть светло-серой, потемнение указывает на неправильную эксплуатацию электродов. В таких растворах запрещается продолжать гальваническое покрытие, необходимо добавлять пергидроль.
Серебрение Благородный металл, но по своим физическим показателям значительно уступает вышеперечисленным покрытиям. Для технологического процесса используются цианидные ванны, главным компонентом является соль серебра, в качестве катализаторов применяются цианиды натрия или калия. Для улучшения показателей применяется предварительное серебрение, за счет такой операции повышается коэффициент адгезии металла с покрываемой поверхностью.
Составы ванн для серебрения и параметры процесса

Составы ванн для серебрения и параметры процесса
Детали из стали необходимо предварительно активировать с помощью покрытия тонким никелевым слоем. Шероховатость поверхностей объясняется наличием в электролите механических примесей, ванну рекомендуется периодически очищать.
Золочение Дорогое гальваническое покрытие, применяется во время изготовления бижутерии, ювелирных изделий или ответственных электронных плат. В зависимости от химического состава ванн можно получать цветное, твердое и низкокаратное золочение. Обработка изделий производится в цианидных или слабокислых ваннах.
Покрытие поверхностей сплавами Электролитические покрытия сплавами в настоящее время получают широкую популярность в связи с возросшими требованиями по качеству изделий и деталей. Осаждение сплавами – очень сложный процесс, требующий специального оборудования и высококвалифицированных сотрудников.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
При проведении процесса гальванической операции существует понятие совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях это процесс идет замедленно. Но существуют пары, которые нельзя соединять вместе.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | – | + | – | – | – | – | – | + | – | + |
| Бронза | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Дюраль | + | – | + | – | – | – | – | – | + | – | + |
| Латунь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Медь | – | + | – | + | + | + | Пайка | Пайка | – | + | – |
| Никель | – | + | – | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | – | Пайка | – | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | – | Пайка | – | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | – | + | – | – | + | + | + | + | + | + |
| Хром | – | + | – | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | – | + | – | – | + | + | + | + | + | + |
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | – | – |
| Цианистый калий | – | – | 70 | 100 |
| Углекислый натрий | 10 | 10 | – | – |
| Углекислый калий | – | – | 10 | 25 |
| Гипосульфит натрия | – | – | 0,4 | 0,5 |
| Аммиак водный, мл/л | – | – | 1-2 | 2 |
| Едкий калий | – | – | – | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
Гальваническое покрытие: назначение, виды, нанесение

Гальванизация – это электрохимический процесс, где участвует электролит, электрический ток, два электрода и обрабатываемая деталь. При этом металлический слой не просто наносится на поверхность, а проникает на молекулярном уровне в основание детали.
Для гальванизации необходимо, чтобы обрабатываемое изделие было идеально чистым. Для очистки и обезжиривания поверхностей можно использовать специальные органические растворители, которые не приведут к образованию коррозии.

Например, для этих целей подойдет очиститель металла MODENGY. Он хорошо удаляет разнородные загрязнения, такие как нефтепродукты, силиконовые, минеральные, синтетические масла, консервационные составы, адсорбированные пленки газов, влагу и т.д. Средство быстро испаряется и не оставляет следов.
В большинстве случаев для подготовки поверхности к гальванизации достаточно очистить и обезжирить поверхности. Можно также выполнить пескоструйную обработку и последующую шлифовку с применением специальных паст и наждачной бумаги.
Очень важно, чтобы покрываемая деталь имела идеальную поверхность без каких-либо раковин, царапин и сколов.
Рассмотрим сам процесс гальванизации. Подготовленное изделие погружается в раствор электролита и на него подается отрицательный заряд, который превращает деталь в катод. В электролите также находится специальная пластина из металла, который в дальнейшем и станет покрытием. Она является анодом. При подаче электричества металл с анода растворяется в растворе и переносится на отрицательно заряженный катод, в роли которого выступает обрабатываемая деталь. Таким образом на поверхностях образуется равномерный тонкий слой гальванического покрытия.
Данный метод гальванизации называется анодным. Благодаря ему при образовании коррозии в первую очередь разрушается само покрытие, а металл под ним в течение длительно времени сохраняет целостность.
Существует и другой способ – катодное напыление. Он используется гораздо реже, так как при нарушении защитного слоя разрушение металла под ним происходит более интенсивно, что обусловлено самой технологией нанесения.

Средой для перемещения металла с анода на катод выступает электролит. Он находится в специальных емкостях, объем которых зависит от производственных задач.
Крупногабаритные изделия подвешиваются в объемных ваннах. Небольшие детали покрываются в барабанных емкостях, где отрицательный заряд имеет сам барабан, который вращается в электролите. Для покрытия очень мелких изделий используются наливные ванны колокольного типа, которые при работе медленно вращаются, благодаря чему детали равномерно покрываются защитным слоем.
Большое значение играет плотность тока, проходящего через электролит. Она влияет на структуру формируемого слоя. Данная величина измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Если плотность тока слишком низкая, осадок вообще не образуется, а при слишком большой количество отложений превысит допустимую норму, что отрицательно скажется на качестве покрытия. Именно поэтому при осуществлении гальванизации следует постоянно контролировать данную величину.
Толщина готового гальванического покрытия может варьироваться от 6 до 20 микрон. Она зависит от особенностей материалов, которые участвуют в процессе нанесения. Адгезия металлического покрытия с основанием детали определяется при помощи специальных тестов.
Для проведения гальванизации очень важно помнить о совместимости материалов. Все металлы в соединениях корродируют. В некоторых случаях этот процесс протекает с низкой скоростью. Но существуют материалы, которые нельзя соединять вместе.
Например, при работе с алюминием и его сплавами достаточно сложно работать, так как их поверхность покрыта окисной пленкой, затрудняющей нанесение гальванического покрытия.
Для гальванизации алюминия можно использовать следующие сочетания материалов:
Гальваническое покрытие: свойства, разновидности, альтернативы

В данной статье рассматриваются особенности процесса гальванизации, виды и области применения гальванических покрытий, а также альтернативы, которые в некоторых случаях вполне оправданно заменяют этот метод защиты металлов.
Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.

Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
В радиотехнической промышленности
В электронной промышленности
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
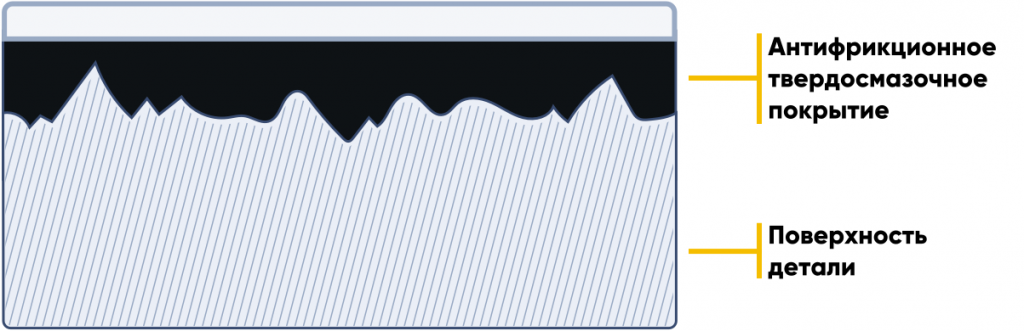
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования. Краткую видеоинструкцию по их нанесению смотрите на примере работы с покрытием MODENGY Для деталей ДВС .
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.

Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Присоединяйтесь
© 2004 – 2022 ООО “АТФ”. Все авторские права защищены. ООО “АТФ” является зарегистрированной торговой маркой.
Гальваническая обработка металла: особенности покрытия

Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
Покрытия гальванического типа создаются не банальным нанесением металлического слоя, а путем проникновения частиц внутрь поверхностных слоев элемента.
Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
Цели гальванического покрытия металла

Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Материалы и оборудование
Гальваническая обработка разных материалов предполагает применение соответствующих «расходников» и оборудования. Для покрытия элементов металлами применяются однотипные гальванические установки. Разница будет лишь в составе применяемого электролитного раствора, его температурных показателях и в режимах работы.
Итак, процедура может производиться с применением следующего оборудования:
- специальные ванны с электролитом, в которые помещается обрабатываемый элемент и аноды;
- источник электротока, который оборудован регулятором напряжения на входе;
- устройство нагрева, которое будет доводить электролит до нужной температуры.

Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Следует отметить, что для изготовления электролитов используются опасные соединения, потому их нужно хранить в надежных сосудах.
Любое гальваническое оборудование должно находиться в помещениях с хорошей вентиляцией. Нужно очень внимательно отнестись и к требованиям безопасности. Все мероприятия, связанные с гальванической обработкой, необходимо производить в защитном респираторе и очках, а также в специальной обуви, фартуке и перчатках. Если гальваника осуществляется дома, то следует предварительно изучить соответствующую литературу или посмотреть видеоуроки по данной тематике.
Преимущества и история развития
Эта технология была изобретена в 1838-м году ученым по имени Борис Якоби. Именно он начал активное внедрение гальваники в самые разные процессы производственного плана. В скором времени гальваническую обработку успешно освоили и монетные дворы, и художники-ремесленники, и промышленные предприятия.
Однако название эта методика получила в честь ученого из Италии Луиджи Гальвани. Он начал изучение электрохимической технологии обработки почти одновременно с Борисом Якоби.
К основным достоинствам гальваники относятся следующие:
- Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.
- Гальваническое покрытие можно с легкостью наносить даже на конструкции сложной формы.
- Покрытие, появившееся при гальванической обработке, отличается хорошей адгезией со многими металлами.
- Декоративные и защитные свойства деталей, прошедших гальванику, очень высоки.
- Толщина гальванического покрытия очень просто регулируется.
Кстати, слово «гальваника» встречается не только в промышленных сферах деятельности и ювелирном производстве, но и в косметологии. Так называется процесс, при котором на кожный покров воздействуют маломощными токами, позволяющими избавиться от излишков жира сальных желез.
Оборудование применяемое в гальванике

Автор(ы): Гончарова Юлия Сергеевна, Севостьянов Александр Константинович
Рубрика: Технические науки
Журнал: «Евразийский Научный Журнал №7 2019» (июль, 2019)
Количество просмотров статьи: 2190
Показать PDF версию Оборудование применяемое в гальванике
Гончарова Юлия Сергеевна
магистрант,
кафедра автоматизированного оборудования
машиностроительного производства,
E-mail: goncharovajulia2@bk.ru
Севостьянов Александр Константинович
магистрант,
кафедра технологии машиностроения,
Воронежский государственный технический университет,
г. Воронеж
Аннотация: с начала годов 20 века по мере того, как происходило развитие работ в областях теоретической и прикладкой электрохимии, начали внедряться более новые теоретически обоснованные процессы электролитического покрытия. Эти работы дали началу использования гальванотехники в различных областях промышленности, в том числе и машиностроения. В статье рассматривается понятие о гальванике, гальваническом процессе, а также оборудование для нанесения гальванопокрытий, преимущества данного вида процесса и недостатки, а также ее дальнейшее развитие.
Ключевые слова: гальваника, раствор, электролит, катод, анод, гальваническая ванна, специализированная ванна, барабан, гальваническая линия, роторная установка.
GALVANICS. THE GALVANIC EQUIPMENT IN MECHANICAL ENGINEERING
Goncharova Yu.S. 1 , Sevostyanov A.K. 2
1 Goncharova Yulia Sergeyevna-undergraduate, department of the automated equipment of machine-building production;
2 Sevostyanov Alexander Konstantinovich- undergraduate, department
technologies of mechanical engineering,
VORONEZH STATE TECHNICAL UNIVERSITY, Voronezh
Abstract: since the beginning of the 20th years of the 20th century as there was a development of works in the fields of theoretical and prikladky electrochemistry, newer theoretically reasonable processes of electrodeposited coating began to take root. These works gave to the beginning of use of galvanotechnics in various fields of the industry including mechanical engineering. In article the concept about a galvanics, galvanic process and also the equipment for drawing electrodeposits, advantages of process of this type and shortcomings and also its further development is considered.
Keywords: galvanic, solution, electrolyte, cathode, anode, galvanic bathtub, specialized bathtub, drum, galvanic line, rotor installation.
УДК 621.357.7
Для того, чтобы придать металлическим изделиям свойства защитных, защитно-декоративных функций, которые обеспечивают надежную долговечную работу их в различных эксплуатационных условиях, и служащие для восстановления деталей, выбранных при сравнительно малых износах, важную роль играют химические и электрохимические процессы нанесения покрытий. Гальванические покрытия широко применяются при восстановлении деталей, выбранных при сравнительно малых износах.
Понятие о гальванике и гальваническом процессе
Гальваника — электрохимический процесс, участниками которого являются обрабатываемая деталь, два электрода, электролит, электрический ток. Электролит — это токопроводящее жидкое вещество, из которого в результате прохождения через него электрического тока выделяются молекулы металла, оседающие на поверхности обрабатываемого изделия и образующие на ней тонкую пленку. Особенностью гальванопокрытия состоят в том, что оно формируются не простым нанесением слоя металла на обрабатываемую поверхность, а в результате проникновения его молекул в поверхностный слой детали. [1]
Основными этапами по нанесению слоя на изделие являются:
— приготовление раствора — электролита. Следует отметить, что состав раствора подбирается в каждом конкретном случае;
— погрузка двух анодов в раствор. Аноды подключаются к плюсовому контакту источника постоянного тока;
— погружение в электролитический раствор изделия и расположение его между анодами, а также подключение к минусовому контакту источника тока;
— замыкание сформированной цепи.
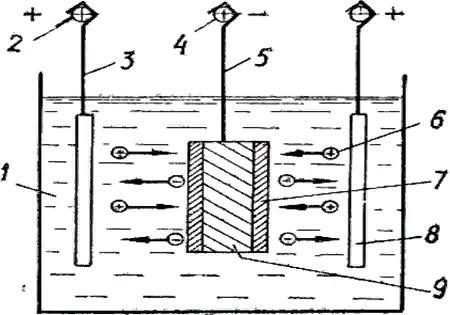
На рисунке 1 представлена схема гальванической ванны.
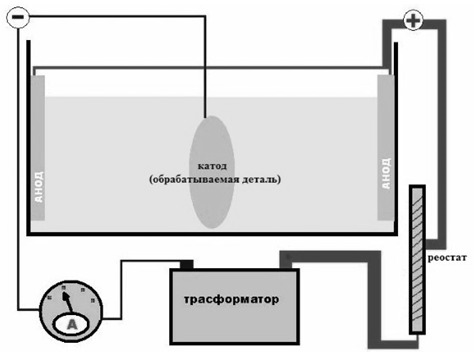
Рисунок 1 — Схема гальванической ванны
Основными видами гальванопокрытий являются:
— хромирование: слой хрома наносится на поверхность материала, для придания повышенной твёрдости и увеличения сопротивляемости коррозии;
— цинкование: цинк обеспечивает деталям повышенную механическую и электрохимическую защиту;
— настал или насталение: гальваническое покрытие железом «слабых» металлов. Например — медь;
Виды оборудования для гальваники
Существует несколько видов оборудования для нанесения слоя на изделие: [2]
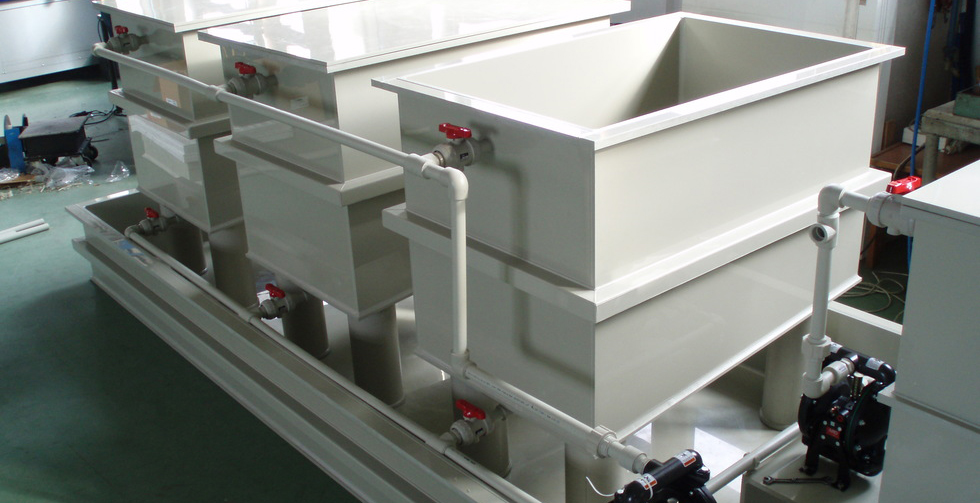
— Гальваническая ванна. Она является основой производства. Гальваническая ванна представляет собой емкость кубической формы с ребрами жесткости и набором дополнительных элементов и оборудования. На рисунке 2 представлена данная ванна.

Рисунок 2 — Гальваническая ванна
Для изготовления данного типа оборудования применяют различные материалы: нержавеющая сталь, ПВХ, полипропилен и другие сополимеры.
Данные ванны подразделяются на активные и вспомогательные. В активных происходит непосредственно процесс нанесения покрытия, а во вспомогательных ваннах проходит подготовка деталей к нанесению покрытия.
— Специализированные ванны. К данной группе относится колокольная ванна. Предназначена для нанесения покрытия на поверхность мелких деталей в насыпном виде, применяется как в составе гальванической линии так и самостоятельно в составе цехов. Представляет собой ванну с закрепленным на ней многогранным колоколом. На рисунке 3 представлен данный вид оборудования.
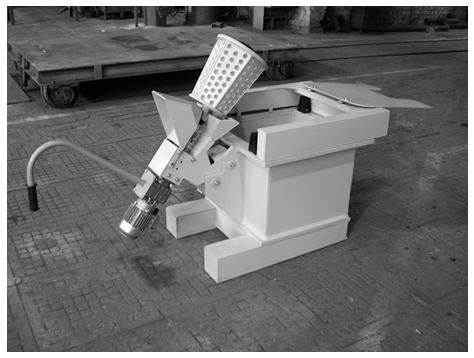
Рисунок 3 — Гальваническая ванна с колоколом
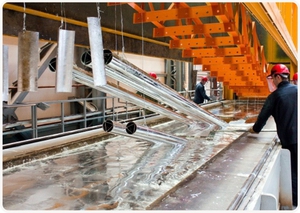
— Гальванические линии. Данный вид установок объединяет серию ванн и оснащены манипуляторами или конвейерами для подачи заготовок. Такие линии оборудуются на производствах с большими объемами обрабатываемой продукции. Преимущества использования гальванических линий заключается в том, что они обеспечивают высокую производительность и автоматизацию процесса. На рисунке 4 представлена гальваническая линия.
— Барабаны или роторные установки. Это специфический тип промышленного гальванического оборудования, которое используется для обработки мелких деталей. В основном применяется для гальванической обработки метизной продукции.

Рисунок 4 — Гальваническая линия
По конструкции, роторные установки представляют собой ванну закрытого типа, выполненную в форме барабана и устройства привода. Процесс проходит при непрерывном вращении барабана. Это обеспечивает равномерный доступ рабочего раствора ко всем обрабатываемым деталям. На рисунке 5 представлена барабанная ванна.
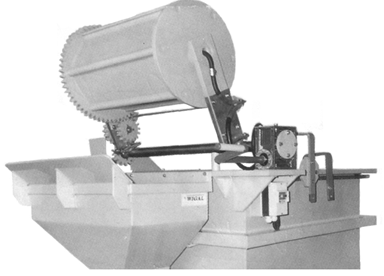
Рисунок 5 — Барабанная ванна
Преимущества и недостатки нанесения гальванических покрытий
К наиболее значимым преимуществам покрытия изделий слоем металла при помощи гальваники можно отнести следующие:
— покрытия могут без проблем наноситься на детали с очень сложной конфигурацией;
— формируемое покрытие отличается высокой плотностью и равномерностью толщины;
— покрытия характеризуются отличной адгезией с обработанной поверхностью;
— защитные и декоративные характеристики выполненных с помощью гальваники покрытий, если они сформированы в строгом соответствии с технологическими требованиями, находятся на самом высоком уровне;
— толщину наносимого с помощью гальваники слоя металла можно легко регулировать.
Главный минус гальванической технологии — невысокие адгезивные качества (способность к сцеплению) нанесенного покрытия с защищаемым металлом. Чтобы повысить адгезию, необходимо особенно тщательно готовить металл. Подготовка заключается в очищении поверхности, подлежащей обработке. [3]
В настоящее время перед гальваникой стоят новые задачи. Наряду с покрытиями, имеющими улучшенные антикоррозионные и механические свойства, требуются покрытия с сверхпроводимостью, жаростойкостью, способностью сохранять паяемость после длительного хранения на воздухе и другое. Все это требует глубокого изучения процессов электролиза с использованием современных методов исследования. Проведенные исследования дали возможность правильно подойти к разработке технологических процессов покрытия изделий, что особенно актуально в настоящее время и в будущем.
