
Вибропресс для тротуарной плитки: виды, характеристики, устройство и принцип работы, изготовление своими руками
Необходимость изготовления вибропресса для тротуарной плитки своими руками вытекает из желания экономии средств. Преимущества плиточного покрытия на дачном участке или территории частного владения очевидны.

Если сравнивать с асфальтовым покрытием – тротуарная плитка дешевле, укладка не требует спец. техники, ее можно уложить самостоятельно, не привлекая со стороны рабочих, часто сомнительной квалификации.

Эстетическая составляющая тротуарной плитки намного выше, а если она изготовлена в соответствие с технологией, то прослужит долгие годы.
Содержание
Как изготавливают тротуарную плитку
Технология изготовления тротуарной плитки достаточно простая: в формы заливается песочно-цементная смесь и застывает. Но плитка, изготовленная таким способом, получится рыхлой и очень непрочной.

Чтобы получить нужный продукт, используют вибропресс, в котором бетон заливается в вибрирующую матрицу, а сверху на цементный раствор давит пресс. Промышленность выпускает подобные станки.

Они рассчитаны на производство плитки в промышленных масштабах. Стоят заводские вибропрессы очень дорого, если вы не собираетесь использовать станок в коммерческих целях, то его приобретение не имеет смысла.

Изготовить данный механизм можно самому.






Комлектующие для вибропресса
Чтобы создать вибропресс, нужно представлять, как он работает (можно посмотреть работу заводского станка), принцип такой же.

Основные составляющие станка:
- Плита;
- Столешница;
- Пресс;
- Вибромеханизм.

Перед началом изготовления важно сделать чертежи деталей. В интернете можно найти несколько вариантов станка. Выбирать стоит по наличию комплектующих.

Есть варианты более простых вибропрессов, а есть посложнее и помощнее. Для расчета размеров станка нужно определиться с размером плитки и количеством матриц. Нет смысла создавать устройство для одной формы.

Изготовление стола
Стол станка – это металлическая рама с приваренными ножками. Размеры подбираются в соответствии с предполагаемой мощностью конструкции.
- 50 на 70 сантиметров или 70 на 100 сантиметров.
- Высота ножек механизма должна соответствовать росту человека, который будет на нем работать.
- Для изготовления ножек можно использовать стальной уголок шириной 10 сантиметров, десятисантиметровую трубу или десятый швеллер.
- Нагрузка на ножки будет большой, поэтому их надо усилить косынками (стальные прямоугольники, привариваемые к ножке и станине).
Если станок не будет менять свое местоположение, то ножки рекомендуется залить бетоном.






Изготовление рамы
Подготовленные заготовки для рамы сваривают с помощью электросварки. Сварные швы зачищаются с помощью УШМ, затем вся заготовка окрашивается. Красить желательно в целях предотвращения появления ржавчины: цементно-песочная смесь разводится водой.

Рама должна быть без плоскостных смещений.

Изготовление столешницы
Этот элемент пресса нужно сделать с большой прочностью потому, что он будет испытывать большие нагрузки.
- Размеры стола должны совпадать со столешницей.
- Каркас выполняется из швеллера № 10 или уголка 7см на 7см.
- Заготовки нарезаются, торцуются и свариваются.
- Во время сваривания деталей необходимо следить за их ровностью – в процессе сваривания металлоконструкции могут изгибаться.

Затем вырезается прямоугольник из листа стали толщиной 10 мм, потом накладывается на приготовленную рамку и приваривается. Верхом столешницы служит лист.

Крепление столешницы на столе
Одним из способов крепления столешницы является установка ее на пружины. Достаточно установить шесть пружин длиной около 12 см и диаметром 6 см, имеющих большую жесткость.

Для пружин из трубы вырезают стаканы. Диаметры трубы и пружины должны совпадать. Пружина плотно должна сидеть в стакане на одну третью своей длины. Стаканы приваривают к столу и к столешнице, точно разметив точки их расположения.





Электродвигатель вибропресса
Для функционирования самодельного вибропресса необходим электромотор. Двигатель стоит подбирать мощнее. Рекомендуется использовать ВИ99/E. Можно использовать любой электродвигатель, соединив его посредством ремня с эксцентриком.

В зависимости от типа, двигатель крепят снизу на столешнице или на рабочем столе. Крепится электромотор с помощью болтов. Чтобы от вибрации гайки не раскручивались, используются граверные шайбы.

Изготовления пресса
Качество тротуарной плитки зависит не только от вибрации, но и от величины сжатия. Сконструировать гидропресс своими руками не получится (можно приспособить домкрат).

Проще использовать для сжатия раствора физическую силу человека. Деталь (пуансон) изготовить совсем несложно.

К столу (короткая сторона) достаточно приварить кронштейн с осью. Из профиля изготавливается рычаг, на одном конце которого находится втулка, на другом ручка. Рычаг не должен быть слишком длинным. Он крепится к пуансону. На рукоятке располагается пульт включения/выключения электродвигателя.

Как работает вибропресс
Перед началом работы на самодельном вибропрессе, нужно правильно приготовить цементно-песочную смесь.

- Цемент марки М 500;
- Щебень (фракция 5-10);
- Песок (фракция 2,5);
- Добавки и красители;
- Вода.




Чтобы сделать плитку высокого качества, смесь должна быть жесткой. Плитка должна иметь пониженное впитывание влаги и повышенную морозостойкость.

Проверить приготовленную смесь можно с помощью усеченного конуса, опустив его в раствор. Смесь считается качественной, если стальной конус вошел в смесь на 50 мм.
- Перед заполнением цементно-песочной смесью матрицы должны смазываться маслом.
- Делается это, чтобы цемент не адгезировался на стенках матрицы.
- Затем цементную смесь распределяют по формам.
- Матрица должна совпадать с пуансоном. Нажимая на рычаг, ненадолго включают электромотор.
- После этого заготовка вынимается из матрицы и раскладывается на сушку.

При большом желании, минимальном наборе инструмента и материала, изготовить вибропресс самостоятельно – вполне выполнимая задача.
Вибропресс для тротуарной плитки своими руками – экономия на ремонте

Выбирая покрытия для приусадебного участка, владельцы часто останавливаются на тротуарной плитке. Поверхность прочная, выглядит эстетично, позволяет воплощать в жизнь различные дизайнерские идеи.
К тому же, в отличие от традиционного асфальта, не требует наличия специальной техники. Это немаловажно, поскольку не всегда есть возможность загнать асфальтовый каток во двор.
Бетонное покрытие укладывается проще, но об эстетике придется забыть. К тому же мало кому захочется иметь во дворе утилитарное покрытие в стиле промзоны. Поэтому укладка брусчатки или тротуарной плитки все более востребована, тем более, что материал стоит не так уж дорого.
Разумеется, оплата работ в комплексе (бригада плюс материал), выльется в копеечку, поэтому заказчики стараются максимально сэкономить:
- Во-первых, плитка покупается точно под площадь покрытия, то есть нет необходимости переплачивать за излишки.
- Во-вторых, подготовку поверхности для укладки тротуарной плитки легко выполнить своими руками.
- И наконец, сам процесс укладки не такой уж сложный, чтобы оплачивать труд гастарбайтеров из Таджикистана или Молдавии.
Однако, для продления срока службы поверхности, надо выполнить вибропрессование, без которого дорожки из тротуарной плитки будут буквально расплываться после очередного дождя.

Простое трамбование деревянной колодой не подойдет, усадка брусчатки производится без ударных нагрузок, равномерно на большой площади. Профессиональные строительные бригады используют специальный вибропресс для тротуарной плитки.
Можно укладывать брусчатку и с помощью резиновой киянки, но качество работ при этом значительно снижается. К тому-же, с помощью такого вибратора вы сможете утрамбовать стартовое покрытие (подложку). Это также положительно влияет на долговечность площадки.
Если речь идет об экономии, то можно изготовить оборудование самостоятельно. Кроме того, такое приспособление пригодится и для других задач.
Делаем вибратор для плитки своими руками

Конструкция состоит из металлической либо фанерной плиты (используется многослойная фанера толщиной не менее 10 мм), вибратора с эксцентриком и приводного двигателя. Обычно применяется электромотор.
Важно! Устанавливать эксцентрик на вал электромотора нежелательно, поскольку подшипники быстро выйдут из строя.

Такая механическая виброплита может применяться не только при подготовке поверхности и непосредственном уплотнении уложенной тротуарной плитки. С ее помощью вы можете подготовить любую ровную площадку.
Но самая существенная экономия – это изготовление (а не покупка) тротуарной плитки или брусчатки. При этом не обязательно приобретать промышленное оборудование, можно сделать вибропресс своими руками.
Принцип работы вибростола для плитки
Самый простой способ – это отливка плитки в готовые формы. Однако полученный материал получается рыхлым, и по прочности уступает даже обычному бетону. К тому же, из-за компактных размеров, сложно добиться равномерной усадки смеси.
В результате не образуются прочные связи между составными компонентами, а в теле плитки остаются воздушные пустоты. Кроме банальной потери прочности, в трещины и полости проникает вода. При минусовой температуре, образовавшийся лед разорвет уложенные блоки.
Для получения более плотного и качественного искусственного камня, оборудование для производства тротуарной плитки оснащается вибратором. Промышленные образцы работают именно по такому принципу.

Вибропресс для плитки производит прочный камень с гладкой лицевой поверхностью, которая не пропускает влагу.
В форму загружается смесь, затем она уплотняется давлением и виброустановкой, после чего камень сохнет в определенных условиях. Чем более мощное давление воздействует на материал, тем качественнее получается продукция на выходе.
Причем наилучшая плотность получается при использовании вибропрессования, то есть одновременного воздействия давления и вибрации.
Такой станок стоит немалых денег, для производства блоков в домашних условиях это непозволительная роскошь (если конечно вы не занимаетесь коммерцией). Поэтому для разовых работ, есть смысл изготовить вибропресс своими руками.
Существует две концепции, каждая из которых имеет преимущества и недостатки. При этом любой станок можно изготовить при минимальных затратах.
Самодельный вибропресс с матрицей на одну плитку – устройство неудобное и нерентабельное. Даже если вы создаете станок исключительно для личного пользования (не говоря о коммерческом использовании), добавление 2-3 ячеек не сильно усложнит проект, а скорость производства увеличится многократно.

Комплексный станок (вибратор и пресс)

Вибропрессующее устройство состоит из двух самостоятельных частей. Стол с установленными матрицами крепится к станине с помощью пружинных демпферов. Можно использовать резиновый подвес, если обеспечивается достаточная амплитуда вибрации. Для гашения поперечных колебаний целесообразно установить направляющую.
Рабочую поверхность лучше сделать массивной, чтобы не было резонансной раскачки. К ней жестко крепится вибратор. Принцип действия такой же, как и в трамбующей установке (см. 1 часть статьи).
Такая конструкция хорошо работает на массивном станке для производства плитки. В качестве пресса используется гидравлическая установка, или обычный домкрат. В зависимости от комплектующих, которые вам удастся найти, можно выполнить пресс с приводом от электродвигателя.

Подвижная каретка перемещается по вертикальным направляющим с помощью цепного механизма. Конструкция приводится в движение с помощью понижающего редуктора, который можно организовать, используя разные передаточные отношения звездочек цепи.
Толкатель пресса имеет демпферные пружинные вставки, регулирующие давление и сохраняющие цепную передачу от излишних нагрузок. На вертикальных направляющих устанавливаются концевые выключатели. Когда толкатель опустится до рабочей позиции, двигатель отключится.
Уплотнение заготовки производится с помощью вибрации рабочего стола. Давление регулируется перемещением концевых выключателей, что позволяет опытным путем подобрать усилие для различных смесей.
После поднятия толкателя, заготовки хорошо держат форму. Их можно аккуратно извлекать из матрицы, не дожидаясь застывания смеси. Такая технология позволяет организовать непрерывный процесс производства тротуарной плитки вибропрессованием.
Пример работы самодельного вибропресса — видео
Чтобы сделать такой вибропресс своими руками, не требуются дорогостоящие материалы (несмотря на громоздкую конструкцию). Металлические профили и уголки можно недорого приобрести в пунктах приема металлолома.
Двигатели подойдут от любой старой промышленной электроустановки: списанных станков или вентиляционных систем. Пружины можно взять на автомобильных разборках, или со списанной сельхозтехники.
После подбора комплектующих, составляется чертеж (он не может быть типовым, поскольку схема работы зависит от ваших потребностей в плитке и наличия деталей). Сборка производится с помощью сварки.

Болтовые соединения могут давать слабину от постоянной вибрации, и вы будете вынуждены регулярно подтягивать весь крепеж. Если установка получится достаточно крупной (зависит от мощности найденных моторов), вы получите еще и вибропресс для производства так называемого французского камня.
Достаточно лишь немного модифицировать матрицу и снизить давление толкателя.
Упрощенная конструкция вибропресса
При небольших объемах можно обойтись без мощного пресса с механическим приводом. Матрица может работать и на «ручной» тяге. Рабочий стол на станине выполняется точно также (на демпферах), а виброустановка размещается на подвижной части станка (толкателе).

Если вы делаете вибропресс своими руками для укладки одной-двух плиточных дорожек, эта схема подойдет как нельзя лучше. При такой конструкции на толкатель устанавливается упор для вибропривода, а сам узел выполняется более массивным.

Толкатель удобнее выполнить на поворотной штанге, тогда матрица может быстро заполняться подготовленной смесью.

Сверху устанавливается рычаг с виброприводом, оборудованный рукоятками. Оператор устанавливает упор на матрицу, и опускает рычаг на упор. Усаживание смеси происходит за счет веса толкателя и вибропривода. Уплотнение регулируется вручную, для соблюдения высоты плитки предусматривается регулируемый упор.
Производительность такого станка ниже, чем у конструкции с механическим прессом. Главное преимущество – компактность и простота изготовления.
Вибростол для плитки

Эта категория станков относится к самой распространенной, по причине простоты конструкции. Главное достоинство – универсальность. Для изготовления используются готовые формы, которые можно приобрести в любом строительном магазине.
Принцип производства простой: в матрицу заливается раствор, после застывания вы получаете готовую плитку. Основных недостатка два:
- Низкая скорость работы. Производительность ограничена временем застывания смеси.
- Поскольку смесь принудительно не уплотняется, возможно образование пустот.

С первой проблемой можно бороться, приобретая несколько одинаковых форм, а второй недостаток нивелируется с помощью вибростола. Станок представляет собой ровную поверхность, закрепленную с помощью демпферов на массивную станину. Можно использовать резиновые подушки либо пружины.

К столешнице крепится виброэлемент, конструкцию которого можно выбрать из описанных выше станков.

На рабочую плиту выкладываются формы со смесью, включается вибропривод, и раствор под своей тяжестью усаживается, вытесняя воздушные пузыри. Плотность материала будет ниже, чем при использовании вибропресса, но для покрытий с невысокой эксплуатационной нагрузкой вполне достаточно. Если уровень раствора при усадке понизится, его можно оперативно заполнить.
Изготовив такой станок, вы сможете выпускать плитку (брусчатку) любой конфигурации. Мало того, что в продаже имеется широчайший выбор форм, матрицы можно изготавливать самостоятельно.
Итог:
Если ваш бюджет для ремонта ограничен, вы с легкостью сможете сэкономить, потратив немного времени на изготовление оснастки. А по окончании работ, появляется возможность заработать на продаже готовой плитки.
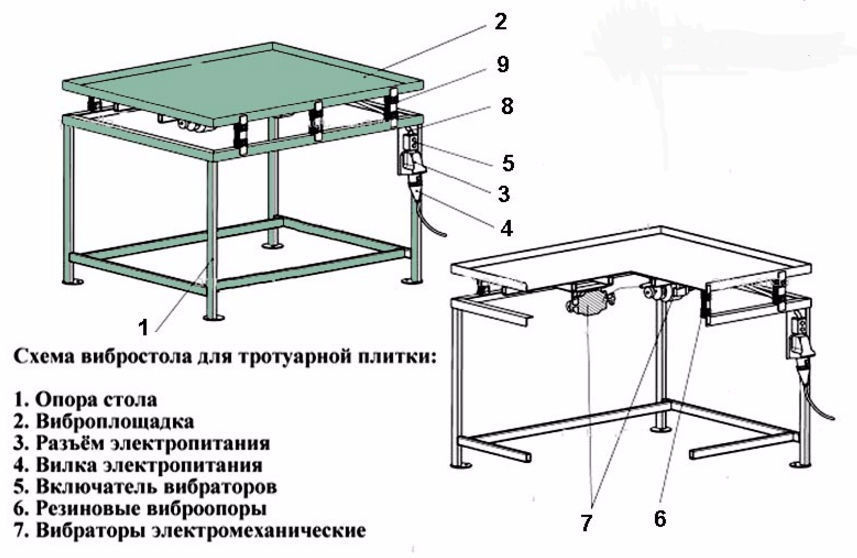
Как сделать вибростол для тротуарной плитки своими руками

Крупные бренды, выпускающие фигурные элементы мощения (ФЭМ – профессиональное название тротуарной плитки), используют формовочный и расформовочный стол для повышения производительности и снижения ручного труда. Индивидуальному застройщику для выпуска небольшого количества ФЭМ достаточно изготовить только формовочный вибростол для тротуарной плитки своими руками из металлопроката или подручных материалов (например, б/у резины легкового авто).
Конструкция и особенности эксплуатации вибростола
Проектируя станок для производства тротуарной плитки своими руками, домашний мастер должен решить следующие вопросы:
- размер виброплатформы;
- материал, конструкция и габариты станины;
- применение заводского вибратора или установка эксцентрикового узла на имеющийся электропривод.
Производительность самодельного оборудования зависит, не от размеров виброплатформы, а от технологии. Точнее, от водоцементного соотношения бетонной смеси:
- обычный бетон невозможно извлечь из формы раньше, чем через сутки;
- после виброуплотнения формы складируют штабелями высотой 15 рядов, максимум, оборачивая пленкой каждое изделие;

Сушка тротуарной плитки в формах требует много места.
Важно! При использовании полусухого бетона с низким соотношением В/Ц снизить время расформовки удастся наполовину (через 12 часов), что так же не окажет существенного влияния на производительность.
Зато, если дополнить самодельный вибростол для тротуарной облицовки прессом из домкрата, вибропрессованные фигурные элементы мощения можно вытаскивать из форм сразу, складывать на просушку руками, не боясь, что изделие разрушится. Но, вместо полимерных форм в этой технологии используются металлические пуансоны и матрицы.

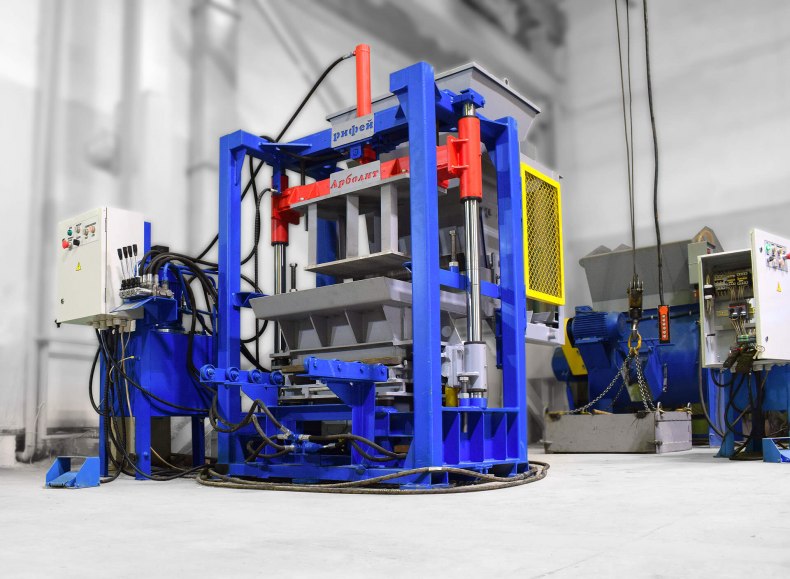
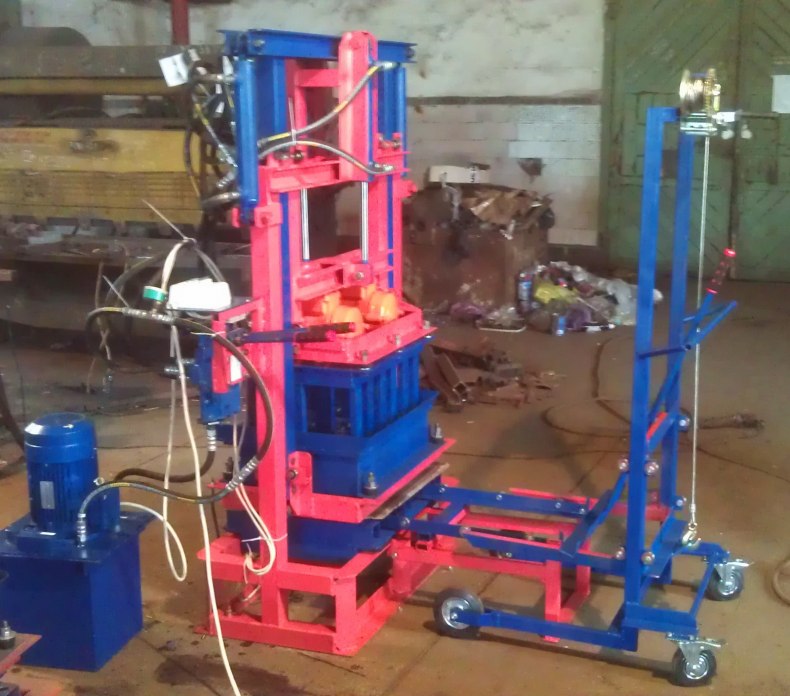
Самодельный вибропресс для производства тротуарной плитки.
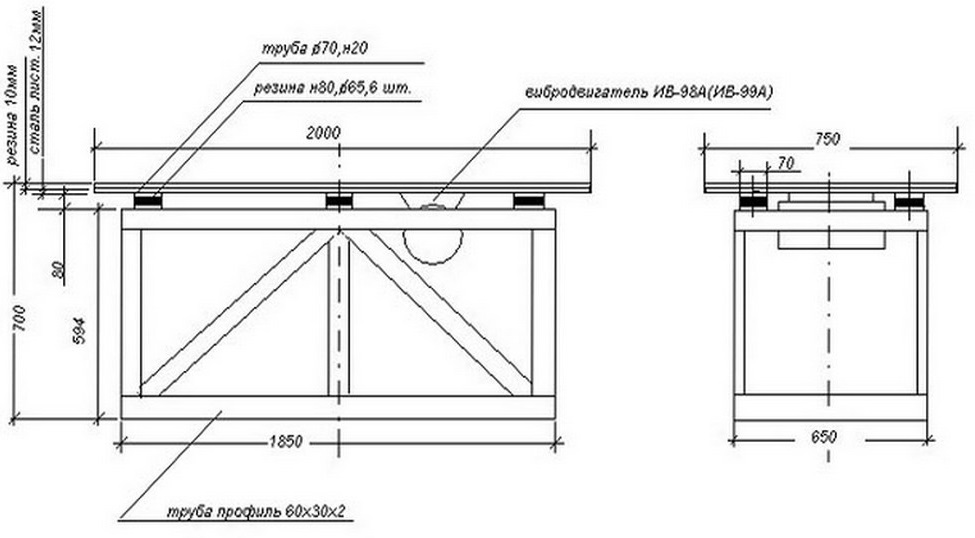
Поэтому размеры вибростола чаще всего бывают 1 х 2 м либо 0,8 х 1,6 м. Эти габариты позволяют сэкономить рабочее пространство внутри мастерской/гаража, обеспечить 1,28 – 2 м 2 для размещения тротуарной облицовки и сберечь вибродвигатель от перегрузок.
Технология изготовления вибростола
Перед тем, как сделать вибростол из стального металлопроката, следует учесть следующие нюансы:
- оптимальным вариантом для соединения элементов конструкции являются заклепки, длительное время выдерживающие вибрационные нагрузки без разрушения;
- на практике в 99% случаев применяют сварку, поэтому виброплощадку устанавливают на станину через демпфирующие пружины;
- высота подбирается индивидуально с учетом комплекции мастера, обеспечения обслуживания электропривода и используемой технологии изготовления элементов ФЭМ;
- вибратор всегда крепится к верхней плите хомутами или на приваренную снизу площадку.
Самым экономичным и рациональным решением для домашнего мастера станет следующий вариант:
- сборная конструкция вибростола, необходимого для изготовления садовых бордюров, лотков ливневки и фигурных элементов мощения в необходимом для участка количестве;
- после мощения тротуарной плиткой дорожек и стоянок вибратор переставляется на виброплиту для финишного выравнивания и уплотнения облицовки;
- виброплатформа превращается в столешницу циркулярного станка.

Универсальный вибростол разборный.
Для указанных условий лучше всего применить размеры площадки 0,4 х 0,8 м или 0,6 х 0,8 м для большей устойчивости. Высота основания в чистоте 0,8 м, с подпружиненной платформой около 0,9 м, что комфортно для роста пользователей в широком диапазоне 150 – 185 см.
Станина
Для работы потребуется УШМ с оснасткой по металлу и сварочный аппарат. Для изготовления станины можно выбрать любой чертеж вибростола или взять произвольные размеры. Сооружается конструкция по методике:
- сварка двух одинаковых рамок из уголка;
- сборка станины путем приваривания 4 стоек к рамкам.

Вместо уголка можно использовать любой сортамент, например ножки из круглой трубы становятся готовыми направляющими для пружины подходящего диаметра, как на нижнем фото.

Стойки из труб удобны для размещения пружин.
Для указанных условий универсального станка основание будет иметь конструкцию:
- опоры – подошва 5 х 5 см из листа 1,5 мм (можно приварить гайки для регулировки высоты), ноги из трубы 4 х 4 см со стенкой 1,5 мм;
- перекладины – нижние 2 х 2 см, верхние 2 х 4 см, толщина стенки одинаковая 1,5 мм;
- для съемной платформы на углах привариваются болты М14 х 40;
- электрика (розетка + выключатель) размещается на пластине, приваренной к стойкам.

Размещение электрики на станине.
При указанных размерах укосины и ребра жесткости не нужны с учетом небольших эксплуатационных нагрузок.
Виброплатформа
Основным условием для обеспечения ремонтопригодности и мобильности оборудования является съемная крышка-платформа вибростола для тротуарной плитки и поребриков. Ее можно изготовить из различных материалов:
- стальной лист толщиной от 2,5 мм – стоит дорого, но обеспечивает максимальный ресурс конструкции;

Стальная крышка стола.

Платформа из листа ОСБ.
Чтобы закрепить по центру платформы вибродвигатель снизу, можно использовать следующие способы:
- усиление рамы столешницы уголком посередине, приваривание к нему пластины, на которую и встанет электропривод;

Фиксация двигателя на болты.

Крепление вибратора к плите хомутами.

Вибростол с эксцентриковым валом. Такая конструкция позволяет дольше сохранить подшипники электродвигателя.

Пружины в стаканах.
Пружины можно, не только вставлять внутрь стаканов большего диаметра, но и надевать на куски труб меньшего размера. Длина таких направляющих должна быть меньше 1/3 от размера пружины, как на станине, так и на столе.

Пружины на направляющих.
Реже вместо пружин используются веревочные, жгутовые или ременные петли, на которые подвешивается верхняя площадка. Однако эти варианты демпфирования менее надежны, повышают материалоемкость конструкции, так как к столешнице придется приварить направляющие по углам.

Ременная подвеска столешницы.
Для нашего случая комбинированного стола следует применить конструцию:
- рама трубчатая – сортамент 2 х 2 см и 2 х 4 см;
- столешница – лист 3 мм размером 0,4 х 0,8 м или 0,6 х 0,8 м;
- направляющие – пружины надеваются на гайки М12, и прихватываются сваркой;
- площадка для двигателя – 2 швеллера 4 х 8 см (№8) поперек рамки.

Площадка для вибратора.
Важно! Вибродвигатель разворачивается вдоль длинной стороны, в швеллерах высверливаются отверстия под двигатель.
Длина швеллера должна быть чуть больше ширины лапок вибратора, чтобы обеспечить ремонтопригодность болтовых соединений и доступ к дебалансу электродвигателя (в пределах 4 см).
Вибродвигатель
Изготовить вибростол для производства тротуарной плитки невозможно без главного узла, обеспечивающего колебания верхней платформы. Для этого можно купить готовый вибратор или сконструировать эксцентриковый узел из любого имеющегося электродвигателя подходящей мощности и размеров.
Заводской вибратор
С учетом того, что вибрационный стол по окончании работ будет модернизирован в циркулярку, оптимальным вариантом привода становится заводской «Вибратор ЭВ-98Е площадный» на 220 В. Он имеет регулировки амплитуды, поэтому вынуждающую силу можно установить в пределах комфортного 1 мм. (Инструкция по эксплуатации данного двигателя здесь)

Вибродвигатель заводского изготовления.
Основная сложность заключается в регулировке электропривода:
- возмущающая сила вычисляется по формуле F = 3 (M1 + 0,3M2)/100, где М1 и М2 масса станка и бетона, соответственно;
- для рассматриваемых условий возмущающая сила примерно равна 1,84 кН для форм с 6,5 кг бетона и весе столешницы 55 кг, а вибратор выдает 5,6 кН минимум, то есть 4 мм амплитуду;
Чтобы снизить это усилие до приемлемых 0,5 – 1 мм, необходимо выполнить действия:
- блины дебаланса раздвигаются на максимальное расстояние;
- металлическая полоска 2 х 6 см крепится к одному блину (жестко зафиксирован на валу);
- второе овальное отверстие увеличивается напильником до снижения амплитуды в пределах 1 мм;
- измеряется амплитуда платформы приклеенным к ней скотчем карандашом, заточенный грифель которого рисует кривую в момент включения привода на листе бумаги.

Измерение амплитуды карандашом.
Примерные настройки при указанном весе площадки и форм с бетонной смесью следует начинать с расстояния между отверстиями блинов дебаланса 38,5 мм.

Примитивным образцом вибропривода является изогнутый в тисках кусок арматуры (болт, сверло), зажатый в электродрель. При включении закрепленного хомутом инструмента и регулировке оборотов изогнутый край вносит разбалансировку, создавая вибрации.
Указанный вариант не годится для длительной эксплуатации, поскольку разбиваются подшипники дрели, изнашиваются детали трения, горит обмотка двигателя. При использовании б/у электродвигателя обычно применяется схема, аналогичная заводским вибраторам:
- на шпонку вала сажается один или два эксцентриковых блина;
- амплитуда регулируется по вышеприведенной методике.

Совет! Сделанный по приведенным инструкциям свой вибростол необходимо заземлить, перед удлинителем для питания оборудования смонтировать УЗО .
Вибростол из автопокрышек
Практически готовым решением для станины вибростола являются б/у покрышки от авто. Они соединяются по высоте саморезами насквозь, вибратор крепится к нижней части съемной виброплатформы, находится внутри шины, предотвращая падение столешницы.

Вибростол из автопокрышек.
Если брусчатка нужна в небольшом количестве, платформу можно сделать из ламинированной или бакелитовой фанеры, ОСП/ДСП. Для мощения больших территорий придется использовать листовой прокат толщиной от 3 мм. Вибратор крепится к площадке согласно чертежу болтами насквозь.

Шляпки болтов на лицевой стороне платформы прячутся в глухих отверстиях, которые можно залить полимерным или эпоксидным составом. Силовой кабель можно завести под шинами или сквозь отверстие в протекторе любой из них.
Для малых объемов вибролитья фигурных элементов мощения ФЭМ можно применить другую технологию:
- на покрышку устанавливается столешница верстака с эксплуатируемым бытовым оборудованием (например, заточной станок);
- фиксация пространственной геометрии осуществляется вбитыми в землю колышками/трубами;
- заточной станок отгораживается от рабочей зоны бруском, чтобы на него не попадал случайный раствор/бетон.

Вибростол из точильного станка.
Это позволит отлить бордюр, несколько тротуарных плиток и элементы ливневки в сжатые сроки.

Дополнительная функция просеивания песка вибростолом.
Таким образом, из рассмотренных вариантов можно выбрать оптимальную для конкретных условий конструкцию. Например, разборный вибростол позволит использовать отдельные элементы и узлы на следующих этапах благоустройства территории и эксплуатации участка.
Совет! Если вам нужны мастера по ремонту пола, есть очень удобный сервис по подбору спецов от PROFI.RU. Просто заполните детали заказа, мастера сами откликнутся и вы сможете выбрать с кем сотрудничать. У каждого специалиста в системе есть рейтинг, отзывы и примеры работ, что поможет с выбором. Похоже на мини тендер. Размещение заявки БЕСПЛАТНО и ни к чему не обязывает. Работает почти во всех городах России. Без вашего желания никто не увидит ваш номер телефона и не сможет вам позвонить, пока вы сами не откроете свой номер конкретному специалисту.
Если вы являетесь мастером, то перейдите по этой ссылке, зарегистрируйтесь в системе и сможете принимать заказы.
Зачем нужен вибропресс для тротуарной плитки

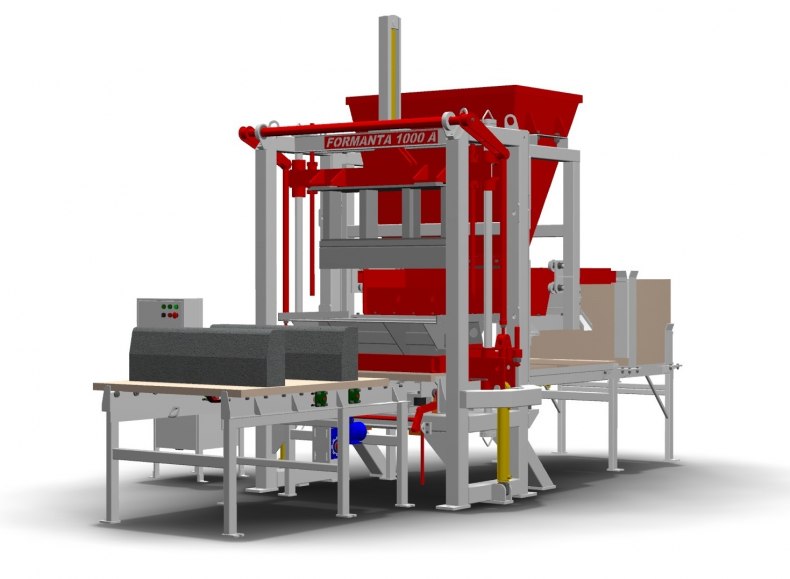
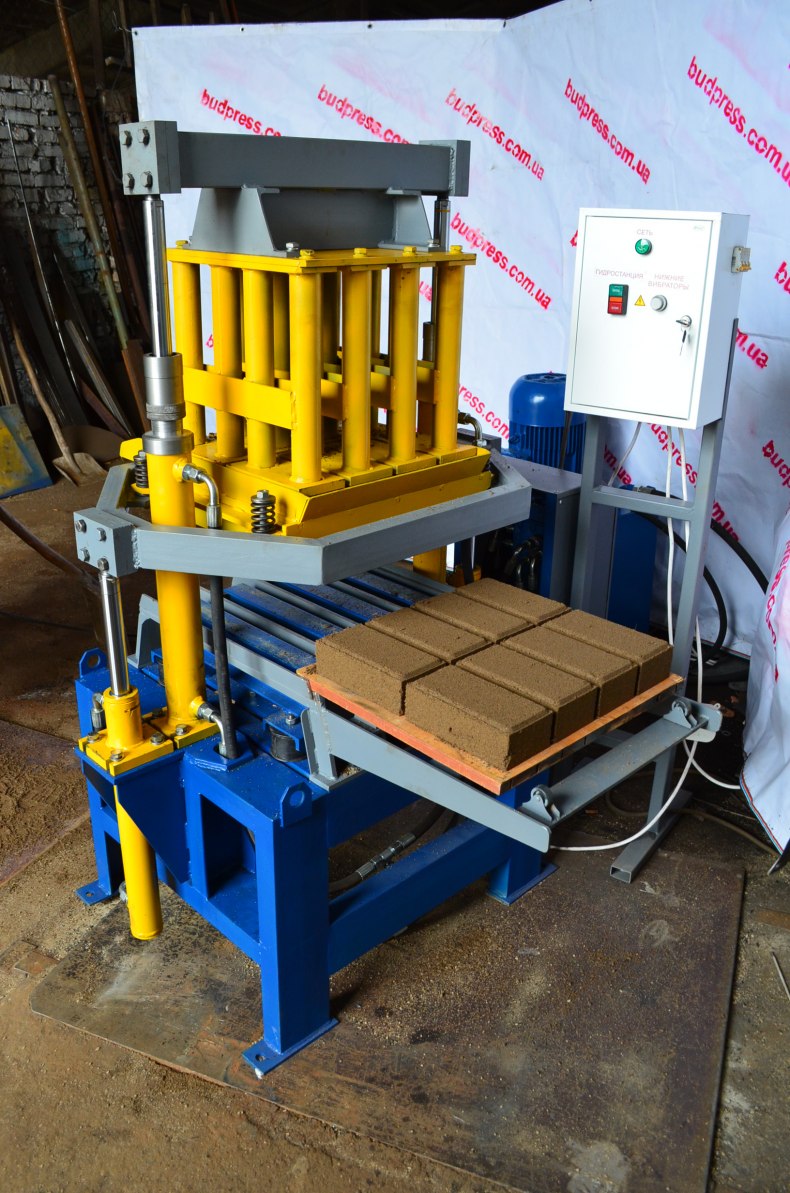
Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.

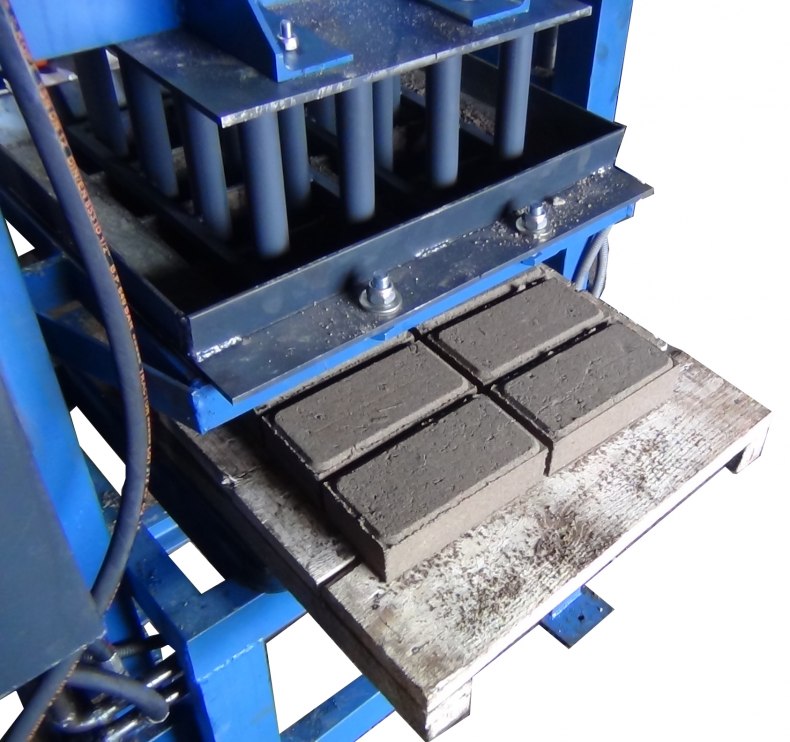
Рисунок 1. Вибропресс для тротуарной плитки
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.
- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.
Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона

Рисунок 2. Готовая плитка
Чтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус. Когда прекращается усадка раствора, измеряют разницу его первоначальной и конечной высоты. Если она не превышает показателя в 50 мм — смесь малоподвижная.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование

Рисунок 3. Формировка бетона
Процедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
Как сделать вибростол для тротуарной плитки своими руками
Технология изготовление самодельного вибростола для тротуарной плитки будет полезна тем, кто планирует мощение дорожек во дворе индивидуального дома. А также частным предпринимателям, готовым к организации мини-производства плитки и брусчатки для тротуаров и дорожек.
Тротуарная плитка востребованный материал, как у коммунальных служб, так и у частных домовладельцев. Легкая в укладке, устойчивая к истиранию, неприхотливая в уходе и другие достоинства плитки привели к росту ее популярности.
Многие, решая положить плитку на участке большой площади, самостоятельно принимаются за ее изготовление.

Вибростол для тротуарной плитки своими руками
Основным приспособлением, которое нужно купить для начала процесса изготовления плитки является вибростол. Он предназначен для уплотнения состава формы для плитки и удаления из нее пузырьков воздуха.
Однако мастера-умельцы и здесь действуют самостоятельно, предпочитая изготовить вибростол своими руками, а не покупать готовый. Тем более что сделать его можно из подручных средств в домашних условиях.
Постараемся подробно рассмотреть, как сделать вибростол своими руками, в виде пошаговой инструкции.
Что такое вибростол для плитки?
Вибростол или вибропресс – это оборудование для производства тротуарной плитки. Рабочая поверхность стола может совершать колебательные движения, такое вибрирование является его основным достоинством и предназначением.
Вибростол позволяет изготовить не только тротуарную плитку, но и отлить бетонные секции забора, памятники, элементы декора и т.п.
Вибростол для плитки – виды и типы
Чтобы определиться с видом будущего оборудования, нужно понимать, какие вибростолы существуют и какое назначение каждого вида:
1. По направлению вибрации:

Вибростол с горизонтальной вибрацией; Вибростол с горизонтальной вибрацией

Вибростол с вертикальной вибрацией Вибростол с вертикальной вибрацией
Направление зависит от того, как будет установлен ротор. Наибольшее распространение получили столы с горизонтальной вибрацией.
2. По способу установки:
- мобильные (переносные);
- стационарные.
3. По специализации:
- формовочные. Столы предназначены для формирования изделия;
- расформовочные (распалубочный). Назначение – выбить (извлечь, вытрясти) изделие из формы с использованием вибрации.

Вибростол расформовочный Такие вибростолы имеют практически одинаковый вид. Отличает их только установленная на расформовочном столе насадка с отверстиями.
На такую насадку устанавливают форму с изделием и посредством вибрации извлекают его из формы.
Внешний вид стола показан на фото.

Чертеж расформовочной насадки для вибростола Для индивидуального строительства достаточно изготовить один вибростол с горизонтальной вибрацией. А извлекать плитку из форм не составляет труда, поскольку в частном производстве обычно используют гибкие формы. Тем более, что установить расформовочную насадку можно в любой момент.
Чертеж-схема расформовочной насадки показан на картинке.
Материал подготовлен для сайта www.moydomik.net
На практике, вибростол, изготовленный для производства тротуарной плитки в домашних условиях, чаще всего используется как основание для отрезного станка или в качестве платформы для установки циркулярной пилы.
Принцип действия вибростола для плитки
Чтобы понимать, какие детали/элементы конструкции понадобятся для работы и зачем каждая из них, коротко опишем принцип работы вибростола.
Конструкция вибропресса для тротуарной плитки (устройство)
Рабочая поверхность закреплена на станине посредством использования системы пружин (для горизонтальной вибрации) или подвесов (для вертикальной). Столешница приводится в движение электродвигателем, расчетной мощности с эксцентриком на валу. Задача эксцентрика смещать центр тяжести двигателя для обеспечения нужной вибрации.
Эскиз вибростола показан на рисунке.

Чертеж вибростола для плитки
Несмотря на то, что эскиз дает общее представление о принципе функционирования вибростола, для того чтобы изготовить вибропресс своими руками эскизом не обойтись, нужен полноценный чертеж.
1. Для новичков. Простая конструкция вибропресса позволяет выполнить формовку изделия, она более проста в изготовлении и обслуживании.
Чертеж простого вибростола для плитки Конструкция простого вибростола для плитки
В принципе, можно добавить любые функции данному вибростолу, главное правильно рассчитать мощность двигателя и параметры конструкции. Например, можно совместить его с просеивателем для песка.
2. Для мастеров – конструкция два в одном – вибропресс и просеиватель для песка. Удобно тем, что позволяет получить компоненты нужной фракции.
Схема вибростола и просеивателя песка Конструкция вибростола и просеивателя песка
Как сделать вибростол своими руками с горизонтальной вибрацией
Размеры вибростола для плитки
- размеры столешницы целесообразно сделать 600х600 или удлинить одну или обе стороны. Делать их уже – нецелесообразно, т.к. при вибрировании формы имеют свойство перемещаться и их нужно постоянно «ловить» или же устанавливать меньше и располагать строго по центру. Слишком узкий стол снижает производительность вибростола и является довольно неустойчивой конструкцией.
Примечание. На размеры вибростола влияет и запланированный объем производства, чем он больше, тем больше должны быть размеры столешницы. В свою очередь, увеличение габаритов столешницы выдвигает повышенные требования к материалу ее изготовления, к устойчивости станины и мощности двигателя.
- высота вибростола. Рассчитывается исходя из физиологических параметров человека, который будет работать за столом. При среднем росте удобной высотой является 900-1000 мм.
Примечание. Определяясь с высотой стола, учтите способ его установки. Если ноги стола будут укапываться и цементироваться их нужно сделать длиннее. Если конструкция будет мобильной – такой высоты достаточно.
Инструмент:
- сварочный аппарат;
- дрель;
- болгарка.
Материалы для изготовления стола:
- материал для столешницы. В качестве такового можно использовать фанеру или металл. Фанерная столешница (14 мм) за счет малого веса позволяет передать большую вибрацию от вибродвигателя, к тому же значительно снижается уровень шума при работе. Но большинство пользователей отдает предпочтение металлу, стальному листу толщиной в 5-10 мм, в виду большего ресурса его использования.
Столешница для вибростола из ДСП Столешница для вибростола из листовой стали
Стоимость фанеры марки ФК 15 мм из березового шпона
(размеры листа 1 525 х 1 525) – 650 руб.Стоимость металла горячекатаного толщиной 5 мм
(размеры листа 1 500 х 6 000) – 10 870 руб.
Примечание. Более тонкий лист следует усилить металлической трубой или уголком, приварив их по периметру и по центру.
- металлический уголок 50х50 мм (136 руб/м.п.). Для окантовки столешницы. Такой бортик не позволит формовочным емкостям сместиться с поверхности во время вибрации;
Бортик вибростола из уголка Ограничитель края вибростола из уголка
Швеллер для крепления вибромотора Крепление для вибромотора
- металлические трубы для ног опоры – 40х40 при толщине в 2 мм (107 руб/м.п.);
Конструкция рамы вибростола для плитки Рама с опорами для вибростола

Устройство каркаса вибростола
- пластина для установки электрооборудования;
Пружины для вибростола Пружины для вибропресса
- болты для установки на них пружин. Или заготовки трубы, длиной 50-70 мм и диаметром, превышающим диаметр пружин на 5-10 мм, которые будут выполнять функцию стакана для пружины;
Стаканы для пружин вибростола Место крепления стаканов для пружин вибростола
Примечание. При диаметре стакана существенно превышающем диаметр пружины будет происходить неравномерная вибрация и износ пружин. А столешница будет раскачиваться, а не вибрировать.
- болты и шайбы (4 шт). Предназначены для крепления двигателя;
- электрический кабель достаточного сечения, розетка, выключатель, автоматический выключатель;
Крепление электромотора для вибростола Электрический двигатель для вибростола
Какой двигатель лучше для самодельного вибростола?
Пользователи советуют использовать для частного производства тротуарной плитки вибрационный двигатель:
- ИВ-99 E (7650 руб): мощность 0,5 кВт, источник питания – 220 В, масса 14,5 кг, вынуждающая сила до 5 кН, частота вибрации 3000 об/мин.
- ИВ-98 Е (8540 руб): мощность 0,9 кВт, источник питания – 220 В, масса 22,5 кг, вынуждающая сила до 11 кН, частота вибрации 3000 об/мин. Этот вибромотор отличается наличием дебалансов, установленных на ротор. Вращаясь с валом ротора, они создают вынуждающую силу.
Для производства в промышленных масштабах, подойдет вибратор ИВ-104 Б: мощность 0,53 кВт, источник питания – 380 В, масса 25 кг, вынуждающая сила до 6,3 кН, частота вибрации 1500 об/мин.
Примечание. Важно обеспечить равномерную вибрацию. Иначе, высока вероятность закипания цементной смеси в формовочных емкостях. Т.е., вместо того, чтобы уплотнить состав формы вибрация позволит насытить его воздухом, что приведет к хрупкости тротуарной плитки.
Самый простой и экономный способ – использовать старый движек от стиральной машины, насосной станции и тд., что обойдется гораздо дешевле в пределах 1 тыс. руб. + токарю (вал (ось), эксцентрик, обойма под подшипники).
Самодельный вибростол для тротуарной плитки – видео
Как правильно собрать вибростол
- Перед сборкой металлические части желательно обработать антикоррозионным раствором, упреждающим появление ржавчины. Например, грунтовкой ГФ-021 ЛАКРА (125 руб/кг) или эмаль-краской «Спецназ грунт-эмаль по ржавчине» (383 руб/0,8 кг). Для металла, который уже тронут коррозией, нужно использовать специальные грунтовки, такие как грунтовка ЭП-0180 (188 руб/кг).
- Составляющие части вибростола соединяются сварным швом. Выбор жесткого крепления обусловлен тем, что болты при вибрации могут расшататься и снизить жесткость опоры. Если нужно сделать разборную конструкцию применяются болты, которые нужно периодически подтягивать.
- Мотор, приводящий в движение вибростол, не должен касаться земли. После его установки, целесообразно произвести пробный запуск оборудования для того, чтобы проверить амплитуду колебания, устойчивость конструкции и жесткость пружин.
- Длина ножек опоры должна быть одинаковой. Кроме того, место установки стола должно быть ровным, чтобы не создавать перекоса при установке вибростола. Стол разумно закрепить неподвижно на основании. Или с помощью бетонного раствора или с помощью анкеров.
Заключение
Устройство вибростола сравнительно сложная задача, тем не менее, его можно сделать своими руками, практически из подручных средств или с минимальными затратами (если не учитывать приобретение электромотора, хотя, тоже можно купить б/у). Такой подход целесообразен в условиях большого фронта работы или при желании организовать небольшой бизнес по производству тротуарной плитки или брусчатки.
Как сделать вибростол для тротуарной плитки

Уважаемые посетители сайта “Самоделкин друг” сегодня мы с вами разберем, как сделать вибростол для изготовления тротуарной плитки, брусчатки и бордюрного камня своими руками.. Конструкция вибростола для изготовления тротуарной плитки довольно проста, первым делом из металлического уголка или проф-трубы сваривается каркас стола, а рама столешницы делается отдельно, поверхность стола покрывается листовым металлом 1-2 мм. Края столешницы обязательно должны иметь борта высотой 2 см, а в углах прорези, чтоб вытекший из формы раствор мог стекать и не оставаться на поверхности. Далее раму стола и столешницу нужно собрать в единое целое, для чего по углам привариваются стальные пружины, они необходимы для создания той самой вибрации, создаваемой при работе электродвигателя с эксцентриком.
Вибродвигатель: он может быть как заводским, так и самодельным, в основном конечно ребята делают сами, здесь особо сложного нечего нет. Берется любой электродвигатель (к примеру от стиральной машинки) на вал надевается толстая пластина металла с приваренным болтом и затягивается гайкой. Далее при работе такой эксцентрик будет создавать вибрацию. Станок для изготовления шлакоблока
Вибрация: для чего она нужна? А необходима она для того, чтобы установив форму с раствором на вибростол, содержимое равномерно растеклось по форме, а самое главное чтоб вышли пузырьки воздуха. Основная задача вибрации-это выпустить воздух из цементного раствора. Чем меньше пор и воздуха, тем выше прочность и качество тротуарной плитки изготовленной на самодельном вибростоле.
Форма для тротуарной плитки: сегодня форму (ы) можно приобрести почти в каждом крупном строительном супер-маркете, или же заказать в интернете любой формы, размера и изображением рисунка. Материал тоже разный: силикон, пластмасса, стекловолокно.
И так, давайте рассмотрим, как самостоятельно сделать вибростол для изготовления тротуарной плитки?
Материалы
- уголок 20х20
- профтруба прямоугольного сечения
- стальная пружина 4 шт
- электродвигатель
- листовой металл 1-2 мм
- краска
- сварочный аппарат
- болгарка (УШМ)
- дрель
- линейка
- уголок
- молоток
Пошаговая инструкция по изготовлению вибростола своими руками.
Так давайте первым делом рассмотрим чертежи вибростолов.
.
Сразу стоит внести доработку и рационализаторское предложение, в виду того что самодельные вибродвигатели зачастую выходят из строя, а именно эксцентрик выводит вал в разнос и двигатель клинит. Так вот чтоб соосность вала электродвигателя оставалась в постоянном рабочем состоянии, следует сделать следующее, разместить вал с эксцентриком отдельно, а крутящий момент передавать через ременную передачу, тем самым у нас значительно продлиться ресурс двигателя. Вот вам небольшой набросок для наглядности. Чтож ребята, погнали дальше;) Из профтрубы прямоугольного сечения следует сварить раму стола (или из уголка) Размеры в каждом индивидуальном случае будут разные, в зависимости от ваших производственных возможностей. Столешница сваривается из уголка 20х20, поверхность листовой металл 1-2 мм, обратите внимание!Борта должны быть в обязательном порядке, они нужны чтоб при работе вибродвигателя формы не слетели со стола. Прорези в углах стола способствуют естественному удалению разлившегося в процессе формовки раствора. Пружины по углам вибростола привариваются сваркой, такие пружинки можно взять к примеру от мотоциклетных амортизаторов. Служат они для передачи вибрации на столешницу вибростола. Длинна ножек стола должна быть строго одинакова, чтоб небыло перекоса и в процессе работы все было четко и ровно. Далее на раму стола устанавливается вибродвигатель. Сделать его можно самостоятельно (обратите внимание на фото)
Ну или же купить заводской вибродвигатель с большим запасом ресурса, такого движка надолго хватит. Надеюсь с созданием вибростола для изготовления тротуарной плитки вы немного разобрались. А теперь давайте поговорим о том как самостоятельно делать эту самую тротуарную плитку, что для этого потребуется, какие тонкости и нюансы ждут вас в этом деле? Все расскажем и покажем;)
Формы для изготовления тротуарной плитки.
И так, первым делом вам понадобятся формы для плитки, сегодня их можно купить в любом крупном строительном супер-маркете, или же заказать в интернете любой формы и конфигурации. Кстати материал тоже бывает разный -это в основном пластмасса, силикон, стекловолокно. По обычаю самым длительным ресурсом обладают силиконовые формы, но и цена соответственно будет выше. Так же рисунок на форме разнообразен. Готовые формы теперь знаем где взять, далее полученные формочки нужно смазать! Да товарищи, именно смазать) нужно это для того, чтоб залитый в форму раствор не пристыл к стенке и после застывания благополучно вышел в виде готовой тротуарной плитки с гладкой и ровной поверхностью. Смазать формы можно как специальными смазками, так и народными, проверенными временем. 1.-это моющие средства (например Фери или АОС) делается мыльный раствор и им смазывается внутренность матрицы. Но этот метод не все мастера принимают и многие ребята практикуют применение отработанного машинного масла. Эффективность у него на порядок выше, но остается небольшой масляный след. Взять отработанное масло вы сможете в ближайшем автосервисе, где вам его отдадут бесплатно, ну или за символическую плату, потому как такого добра у этих ребят дополна, потому как по специфике своей работы они зачастую меняют масло в автомобилях и заливают новое. По большому счету ведра или канистры с маслом вам хватит надолго. Полученное масло переливаем в более удобную посуду (можно в распылитель) А далее все просто, смазываем форму и закладываем приготовленный заранее раствор цемента /песка/мелкого гравия/ и воды, для придания цвета добавляется пигментный краситель, который так же можно купить в строительном магазине или заказать через интернет.
Наполнять формы нужно не полные, чтоб при вибрации стола и растекании раствор не выливался за края Вибрация проводится до полного растекания раствора по форме, а также нужно чтоб пузырьки воздуха вышли из раствора, чтоб тротуарная плитка получилась наиболее прочной. После вибростола формы с будущей плиткой отправляются на стеллажи. Полки и поддоны должны быть выставлены строго по уровню, чтоб в итоге плитка получилась ровная и гладкая, без перекосов. В таком положении формы с раствором должны отлежать не менее 24 часов, чтоб цемент застыл и тротуарная плитка приняла свой окончательный вид, далее содержимое извлекается и перекладывается для дальнейшей просушки еще на 2 недели, а уже потом можно укладывать в стопки и готовить к отправке. Вот таким образом можно самостоятельно сделать вибростол для изготовления тротуарной плитки и отливать свою собственную плитку, бордюрный камень. Если у Вас есть какие либо вопросы, то задавайте их в комментариях (см ниже) Всем постараемся ответить.
