
Сварка алюминия полуавтоматом: особенности и технология новичкам
Алюминий — это относительно дешевый и легкий металл, поэтому он активно используется в машиностроении, пищевой промышленности, авиастроении и в быту. Он отлично принимает форму матрицы при отливе, легко обрабатывается, а вот сваривается плохо. Рассмотрим технологию сварки алюминия при помощи метода MIG с рекомендацией по выбору полуавтомата, настроек, расходных материалов.
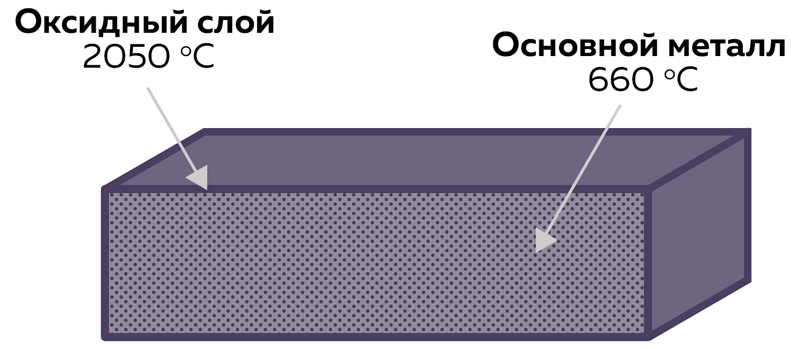
Не каждый полуавтомат подойдет для сварки алюминия. Этот металл довольно капризный в плане сварки, поскольку имеет оксидную пленку. Температура плавления оксида составляет 2044 градуса. Поэтому, чтобы его пробить электрической дугой, необходима высокая сила тока. Но сам алюминий под оксидом плавится уже после 600 градусов. Получается, при высоком сварочном токе:
Если ток снизить, то не получится прожечь оксидную пленку — весь присадочный металл будет оставаться на поверхности, а не сплавляться с основным. Это сделает стык слабым, не герметичным. Поэтому нужны MIG аппараты, способные автоматически менять величину ампер в процессе сварки. На высоком токе прожигать оксид, а на низком сваривать основной металл. Такой режим называется импульсный или Pulse.
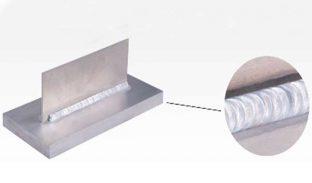
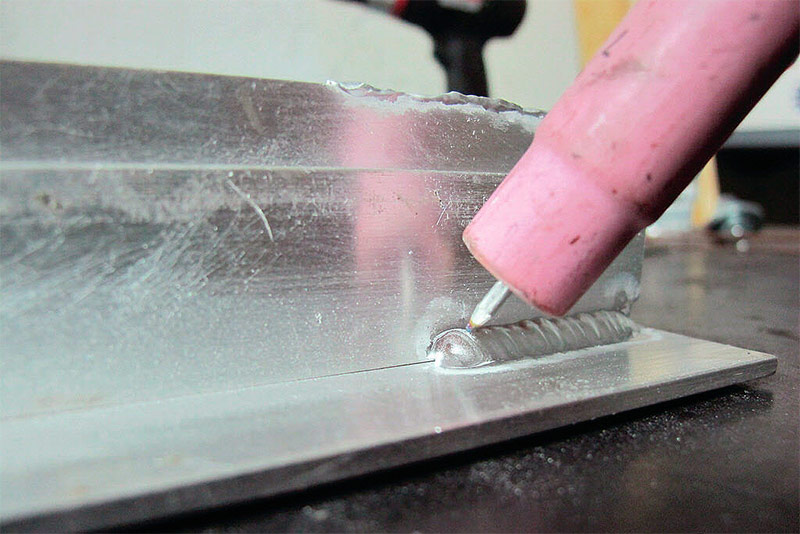
Для сварки алюминия полуавтоматом необходима алюминиевая проволока и инертный газ аргон. Процесс ведется горелкой, управляемой сварщиком вручную. Присадочная проволока подается автоматически. Поскольку алюминий жидкотекучий металл в расплавленном виде, соединение лучше выполнять в нижнем положении, угловые стыки — в лодочку.
Алюминиевая проволока необходима для равномерного перемешивания основного и присадочного металла, чтобы шов получился одинаковым по составу. Допускается использование порошковой алюминиевой проволоки для полуавтоматической сварки без газа. Тогда защитные функции сварочной ванны на себя берет порошок (флюс), расположенный в трубчатом канале проволоки. Он плавится, и его газы изолируют расплавленный металл от воздействия внешней среды. После сварки поверх шва образуется шлаковая корочка.

Сварка порошковой проволокой алюминия без газа обходится дешевле по себестоимости, но проигрывает по качеству. Швы могут быть сильно пористыми, а часть присадочного металла разбрызгивается. Такой метод сварки алюминия допустим только в полевых условиях для стыковки мест, не требующих высокой прочности и герметичности.
Сварка алюминия аргоном доступна с аппаратами Pulse при помощи электрической дуги между электродом и изделием, но отличие заключается в исполнении процесса. В TIG сварке используется неплавящийся вольфрамовый электрод. Он плавит кромки металла, а для заполнения стыка применяется дополнительная присадочная проволока, подающаяся свободной рукой сварщика. В MIG сварке движущаяся проволока из катушки в горелку выполняет сразу обе роли — поддерживает горение электрической дуги и плавясь, заполняет собой стык.

Полуавтоматическая сварка алюминия более производительна, по сравнению с аргоновой, и дешевле по себестоимости. Но по качеству соединения проигрывает методу ТИГ, поэтому для особо ответственных стыков используется аргонодуговой метод (сварка блоков ДВС, наплавка ГБЦ под проточку). МИГ сварка подойдет для:
Если полуавтомат не обладает импульсным режимом, потребуется механическое удаление оксидной пленки по всей зоне стыковки. Для это применяют щетку по металлу или шабер, можно воспользоваться шлифовальной машинкой, болгаркой. При толщине сторон более 5 мм нужна V разделка кромок под углом 45 градусов. Это обеспечит достаточное проплавление и крепость будущего стыка.
Новая оксидная пленка образуется на поверхности спустя 1-2 часа, поэтому зачищать свариваемые стороны нужно непосредственно перед сваркой. Если в аппарате есть импульсный режим, достаточно только разделки кромок — удаление оксида произойдет катодным методом под действием высокого тока электрической дуги.
Если сечение свариваемых деталей менее 3 мм, необходима подложка. Это может быть медная пластина, которая впоследствии легко отделится от алюминия (даже если соединение проплавится полностью и жидкий металл вытечет с обратной стороны). Без подложки увеличивается вероятность прожогов, прилипания деталей к сварочному столу.
Алюминий обладает высокой теплопроводностью. При длинных сварочных швах на большой площади возможны серьезные коробления конструкции. Чтобы этого избежать, заготовки предварительно нагревают. В промышленных условиях это делают индукционными токами, в домашних — горелкой бензореза, паяльной лампой, на угольной печи и т. д.
Учитывая особые свойства алюминия (тугоплавкий оксид, повышенную текучесть металла, плавление основной структуры при температуре 600 градусов), необходимо правильно выбирать полуавтомат. Купите MIG аппарат с импульсным режимом или двойным импульсом.
Аврора PRO SKYWAY 350
TELWIN ELECTROMIG 330
У них должна быть возможность смены полярности на постоянном токе. Сварка алюминия полуавтоматом ведется на обратной полярности. Это означает, что к горелке подается плюс, а к изделию минус. При таком подключении тепло сварочной дуги концентрируется на конце сварочной проволоки. Она плавится быстрее, легче переходит в зону шва, а сам алюминий при этом нагревается меньше. Уменьшенное тепловложение позволяет формировать аккуратные швы, не перегревать изделие.
Альтернатива импульсному оборудованию — использовать полуавтоматы AC/DC. Например, cварочный полуавтомат EWM PICOMIG 185 D3 Synergic TKG – это модель, способная работать на переменном токе. Тогда полярность будет меняться автоматически, с частотой колебания переменного тока (50 Гц). Это содействует разрушению оксида (когда тепло концентрируется на изделии) и быстрому переносу капли (когда тепло концентрируется на электроде).
Для подачи алюминиевой проволоки нужны 4-х роликовые подающие устройства. Это обеспечит равномерную скорость без пробуксовки, проволока не будет “гулять”, дергаться. Ролики должны быть с U-образной канавкой без насечек. Насечки, призванные лучше цеплять проволоку, будут сминать мягкий алюминий.
Рекомендуем использовать горелку с длиной не более 3-х метров. Подойдет горелка БАРСВЕЛД MIG-15 или Mig ERGOPLUS 25. Алюминий не такой упругий, как нержавейка или стальная проволока, поэтому при длинном рукаве и загибах движение будет затрудняться. Обычный канал из спирали меняют в горелке на тефлоновый — он обеспечивает лучшее скольжение присадки. Поскольку алюминий при нагреве расширяется, мундштук в горелке требуется с увеличенным отверстием, иначе проволока застрянет.
При выборе полуавтомата для сварки алюминия важно учитывать:
В полуавтомат заряжается алюминиевая проволока, обеспечивающая сохранение однородности металла шва с основным материалом. Диаметр и вес катушки подбирается в согласии с возможностями аппарата. Покупайте проволоку для сварки алюминия с содержанием кремния, который дает:
Виды оборудования для сварки алюминия
Каким требованиям должен отвечать аппарат для сварки алюминия, какие оборудования виды существуют, обо всем подробно в нашем материале.

Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Требования алюминия к технологии
Проблема алюминия скрывается в его химических и физических свойствах. Этот металл даже без нагрева постоянно окисляется под воздействием кислорода из окружающего воздуха, то есть на его поверхности находиться пленка с окисла. Такое свойство одновременно и плюс, и минус для вещества. Положительный момент — это защита от коррозионных разрушающих процессов.
Минусы проявляются при попытке соединить алюминиевые детали сварочным способом. Образующаяся пленка имеет более высокую температуру плавления, чем сам металл и, покрывая сварочную ванну, она попросту не позволяет качественно проварить заготовки.
Выходов может быть два. Первый — сварочное оборудование должно во время работы перекрыть доступ кислорода к зоне варки. А второй — нужна способность, которая будет разрушать пленку окислов при наложении шва. Если не соблюдать эти технологические требования, то шов будет некачественным или вообще не получиться.
На этих принципах и построен сварочный аппарат по алюминию. Он либо использует защитную атмосферу, которая перекрывает поступление кислорода к расплавленному алюминию (аргонодуговое сваривание), или же разрушает оксидную пленку путем выставления правильного режима (постоянный ток, обратная полярность) оборудования.
Итак, чем варится алюминий и какие должны быть требования к оборудованию?
Аппараты аргонодуговой сварки

Лучше всего при работе с алюминием и его сплавами выбрать именно такой способ, как аргонодуговая сварка.
Технология соединения металлов под защитой газа (аргона или гелия) позволяет сделать «чистый» от окислов шов. Аргон попросту вытесняет атмосферный воздух из зоны сваривания и металл кристаллизируется в чистом виде.
Однако, кроме защиты, используются дополнительные процессы по разрушению пленки окислов. Чаще всего — это применение неплавящихся вольфрамовых электродов с соответствующими токовыми настройками или полуавтоматическая сварка.
Рассмотрим каждый из этих видов аппаратов по отдельности.
Ручная аргонодуговая (TIG) сварка
Еще совсем недавно такое оборудование было доступно только в промышленных условиях. Сегодня, благодаря развитию производства, такие аппараты доступны каждому и за невысокую стоимость. Что собой представляет такой прибор?
Наиболее распространенными являются сварочные инверторы с возможностью подключения газового оборудования.
Аппарат можно использовать в обычной комплектации для электродуговой сварки, но, подключив горелку с подачей аргона и вольфрамовым электродом, он превращается в оборудование для сварки алюминия. Кроме этого нужны соответствующие регулировки, чтобы настроить прибор для работы с таким материалом.

Аппарат для сварки алюминия должен иметь следующие возможности.
- Функцию увеличения стартового тока (наличие осциллятора). В аргоновой атмосфере дуга либо плохо разгорается или же вообще не поджигается. Увеличенный стартовый ток в два раза решает эту проблему.
- Точные настройки основного тока, который регулируют в соответствии с толщиной заготовок. При низком или слишком большом показателе металл не проваривается или прожигается.
- Регулирование подачи газа. Для качественного соединения алюминиевых деталей выставляют нужный расход аргона (около 10-12 литров). Также потребуется так называемая подача газа после сварки, когда металл застывает в защите.
Это основные функции, которыми должен обладать прибор для сваривания «крылатого» металла в ручном режиме.
Положительными качествами аппаратуры аргонодуговой сварки являются:
- Аргон вытесняет воздух и не позволяет окисляться алюминию, при этом сам не вступает в реакции с металлом.
- Использование неплавящихся электродов значительно снижает количество дыма и шлака. Шов намного проще зачистить.
- Очень качественное соединение алюминиевых деталей.
- Точные настройки прибора допускают сваривание слишком тонких заготовок.
- Практически нет деформаций деталей, так как сильный нагрев идет только в зоне варки.
К негативным моментам можно отнести относительно недешевые оборудование и расходные материалы (газ, вольфрам, и присадочная проволока). Но при этом можно варить любые алюминиевые изделия в домашней мастерской.
Полуавтоматическое TIG оборудование

Работы построена на подаче проволоки, которая плавит металл и расплавляется сама, формируя при этом шов. Для работы с алюминием такие аппараты также имеют функцию подключения подачи аргона для вытеснения воздуха из зоны варки.
Однако, кроме защитной атмосферы, такие приборы имеют другое преимущество — импульсный принцип работы.
Проволока подается механизмом в сварочную ванну, ее кончик расплавляется под воздействием дуги и образуется капля расплавленного металла. В этот момент увеличение импульса организует давление, под которым частичка расплава как бы вдавливается в поверхность.
Такое импульсное сваривание позволяет получить более качественный шов, по сравнению с другими видами оборудования.
Сварочный полуавтомат с возможностью тиг варки должен обладать следующими функциями.
- Как и при ручном сваривании, к полуавтомату должно подключаться оборудование подачи газа.
- Такой прибор также нужно точно настраивать на соответствующий ток и полярность.
- Обязательно выставляют скорость подачи проволоки и объем расхода газа.
- Наличие осциллятора для увеличения начальной силы тока, позволяющей зажигать дугу в атмосфере с аргона.
Полуавтоматическое сваривание алюминия дает множество преимуществ, даже в сравнении с ручной аргонодуговой сваркой.
- Можно варить очень тонкие алюминиевые заготовки (толщиной от 0,5 мм).
- Сварной шов получается очень высокого качества, более ровный и без наплывов.
- Сварочная проволока имеет необходимые присадки и добавки для усиления прочностных характеристик соединения.
- Во время работы образуется меньше дыма и гари, а шов не загрязняется шлаком.
Из негативных качеств можно назвать довольно недешевую стоимость всего оборудования. Также для работы с такой сваркой нужен опыт работы, а новичку потребуется изначально научиться технике и приемам сваривания алюминия полуавтоматом.
Однако полуавтоматическая тиг сварка на сегодня остается лучшим из доступного оборудования для домашних мастерских.
Сварка алюминия без аргона
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.

Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
Как варить алюминий: обзор моделей и правила работы.

Сварка алюминия – сложный технологический процесс. Использование аргона во многом помогает его облегчить. Аргонодуговая сварка не столь распространена, как MMA или MIG, и в основном используется в профессиональной сфере. Но сейчас все больше и больше сварщиков хотят освоить этот метод. О том, как правильно варить алюминий аргоном, узнаете из данной статьи.
Содержание:
- 1. Сложности процесса
- 2. Какое оборудование необходимо?
- 3. Подготовка поверхности металла
- 4. Алгоритм сварки
- 5. Статьи по теме
Помимо производственной и строительной сферы, сварка с использованием аргона широко распространена в ремонте автомобилей. Есть и специализированные организации, которые оказывают услуги по аргонодуговой сварке. Скажем сразу, стоимость работ недешевая – за 1 см сварочного шва могут назначить цену в 100 – 120 рублей. Это обосновано сложностью технологии: далеко не каждый сварщик умеет варить аргоном – такие мастера на вес золота. Хотите стать одним из них? Тогда расскажем по порядку о тонкостях аргонной сварки алюминия.
Сложности процесса
- Алюминий – очень капризный металл, поэтому к нему нужен особый подход. Это обусловлено следующими его свойствами.
- Оксидная пленка – присутствует на поверхности металла и имеет температуру плавления выше, чем у самой заготовки. От нее нужно избавиться, не повредив при этом деталь.
- Большая усадка – может стать причиной изменения формы шва при его застывании.
- Легкая окисляемость – является причиной появления тугоплавкой пленки на расплавленном металле. Это препятствует образованию монолитного шва.
- Низкая температура плавления – данный вид металла начинает плавиться при температуре 660 °C. Поэтому при воздействии слишком высоких температур, необходимых для удаления оксидной пленки (свыше 2000 °C), металл теряет свою прочность.
- Сохранение цвета при плавлении – усложняет контроль состояния металла. Бывает сложно зрительно определить, что материал перегрет, поэтому могут возникнуть прожоги.
- Большая текучесть – усложняет формирование сварочной ванны, в некоторых случаях приходится использовать теплоотводящие подкладки.
- Высокая теплопроводность – требует проведения сварки с силой тока, в 1,5 раза превосходящей значение тока сварки сталей, которые плавятся при гораздо более высокой температуре.
- Подверженность образованию трещин и пор – является причиной ослабления сварного шва. Поры образуются при испарении водорода, содержащегося в алюминии, а трещины – при охлаждении детали (обычно происходит на заготовках из сплавов алюминия).
Часть этих проблем решает умение сварщика и правильная подготовка поверхности, а часть – аргонная сварка алюминия. Ведь аргон вытесняет кислород из зоны образования шва, создает электропроводную плазму, разрушает оксидную пленку. В результате удается получить качественное эстетичное соединение, не подверженное трещинам и деформации. Именно поэтому данный метод применяют при выполнении ответственных соединений. Но прежде чем описывать сам процесс, разберемся, что понадобится для работы.
Какое оборудование необходимо?

Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
При покупке оборудования важно правильно определить необходимую для работы силу тока. Выбор делают исходя из толщины соединяемых деталей и типа шва. Например, для сварки металла толщиной 2 мм с отбортовкой кромок сила тока должна достигать 80 – 85 А. Если же работать с заготовкой толщиной в 4 мм и выбрать соединение встык, нужна сила тока до 150 А. Для сварки более толстого металла (до 5 – 6 мм) приходится делать двухстороннее соединение – сила тока может превышать 200 А (подробные рекомендации представлены в таблице).
Рекомендации специалистов. Выбирая сварочное оборудование, обратите внимание на модели BRIMA TIG-200 AC/DC и BlueWeld Prestige TIG 222 AC/DC HF/Lift. Они имеют микропроцессорное управление, бесконтактное высокочастотное возбуждение дуги, функцию форсирования дуги. Контроль рабочих параметров упрощается за счет электронного дисплея. Максимальное значение сварочного тока достигает 200 А. У аппарата BlueWeld предусмотрена защита от короткого замыкания и перепадов напряжения, есть возможность подключения водяного охлаждения для продолжительной работы без угрозы перегрева. Если вам нужен аппарат с большим значением силы тока, подойдет аргонодуговая установка СЭЛМА УДГУ-251 АC/DC (250 А), работающая от трехфазной сети. В конструкции предусмотрены колеса для удобства перемещения.
Также аргонодуговая сварка требует применения дополнительного оборудования: газового баллона, рукавов для соединения с рабочим инструментом, горелки. Оснасткой являются неплавящиеся вольфрамовые электроды и присадочный пруток (параметры выбора приведены в таблице).
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Алгоритм сварки
После того как детали будут готовы к сварке, необходимо правильно настроить сварочный ток, выбрать электрод нужного диаметра и присадочную проволоку. Воспользуйтесь информацией, приведенной ниже. Если сварочный аппарат двухрежимный, его нужно перевести в режим переменного тока (АС).
Таблица
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45 – 50 | 1,0 | 1,0 | – |
| 70 – 75 | 1,5 | 1,6 – 2,0 | – | |
| 80 – 85 | 2,0 | 1,6 – 2,0 | – | |
| Встык, односторонний | 55 – 75 | 2,0 | 1,5 – 2,0 | 1,0 – 2,0 |
| 100 – 120 | 3,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| 120 – 150 | 4,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| Встык, двусторонний | 120 – 180 | 4,0 | 3,0 – 4,0 | 3,0 – 4,0 |
| 200 – 250 | 5,0 | 4,0 – 5,0 | 3,0 – 4,0 | |
| 240 – 270 | 6,0 | 4,0 – 5,0 | 3,0 – 4,0 |

Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Важно правильно подобрать интенсивность подачи инертного газа. Во многом это зависит от силы тока и скорости ведения горелки. Например, при сварке алюминиевого листа толщиной в 1 мм с силой тока до 50 А расход аргона составляет 4 – 5 л/мин. Если приходится обрабатывать деталь толщиной в 4 – 5 мм, а значение сварочного тока превышает 150 А, расход увеличивается до 8 – 10 л/мин. Чрезмерная подача аргона в зону сварки может стать причиной подмешивания в газ воздуха, что негативно скажется на формировании шва. Если же, напротив, газа недостаточно, не удастся добиться эффективной защиты сварочной зоны от кислорода.
Рабочий процесс начинается с продувки газом. Для этого горелку включают на 20 секунд. Подносят рабочую часть к металлу на расстоянии до 2 мм – это оптимальное расстояние для возбуждения электрической дуги. Важно помнить, что аргонная сварка алюминия, впрочем, как и других металлов, не терпит разжигания дуги касанием. Поток аргона защищает зону сварки от кислорода, а электродуга расплавляет кромки и присадочную проволоку (при ее использовании). Для формирования шва следует держать горелку так, чтобы электрод был расположен под углом в 70 – 80° относительно детали.
Если вы используете присадочную проволоку, она должна подаваться под прямым углом относительно электрода. Проволока движется перед электродом, так удается лучше защитить шов. Подача присадочного материала осуществляется короткими возвратно-поступательными движениями. Процесс заключается в том, что проволока приближается к поверхности и касается кончиком, затем направляется назад и вверх. Недопустимы поперечные движения электрода и проволоки. Чтобы шов был равномерным, движения сварщика должны быть плавными. Если делать резкие движения, металл может разбрызгиваться.
Рекомендации специалистов. При аргонной сварке алюминия на протяжении всего шва старайтесь соблюдать одинаковое расстояние между электродом и заготовкой – оно должно быть не более 1,5 – 2,5 мм. Чем оно меньше, тем короче будет дуга, а металл расплавится равномерно. В итоге вы получите эстетичное и прочное соединение.
Из-за усадки алюминия при нагреве расплавленный металл быстро застывает. Поэтому углубление в конце шва при охлаждении может лопнуть. Чтобы этого не случилось, необходимо в конце шва направить дугу в обратную сторону и заварить это углубление. После окончания следует продуть горелку газом – не более 10 секунд. Как определить качество шва? Он должен иметь одинаковую ширину, а его структура – напоминать чешуйки. При этом не должно быть пузырей, наплывов и непроваров.
Вот и все, что нужно знать об аргонной сварке алюминия на начальном уровне. Надеемся, что наша статья помогла вам разобраться в технологии и особенностях процесса. Чтобы приступить к работе, вам понадобится оборудование для TIG-сварки. Купите его в нашем интернет-магазине и как можно быстрее приступайте к работе!
Как настроить аппарат для сварки алюминия – полная инструкция
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
Для TIG сварки понадобятся:
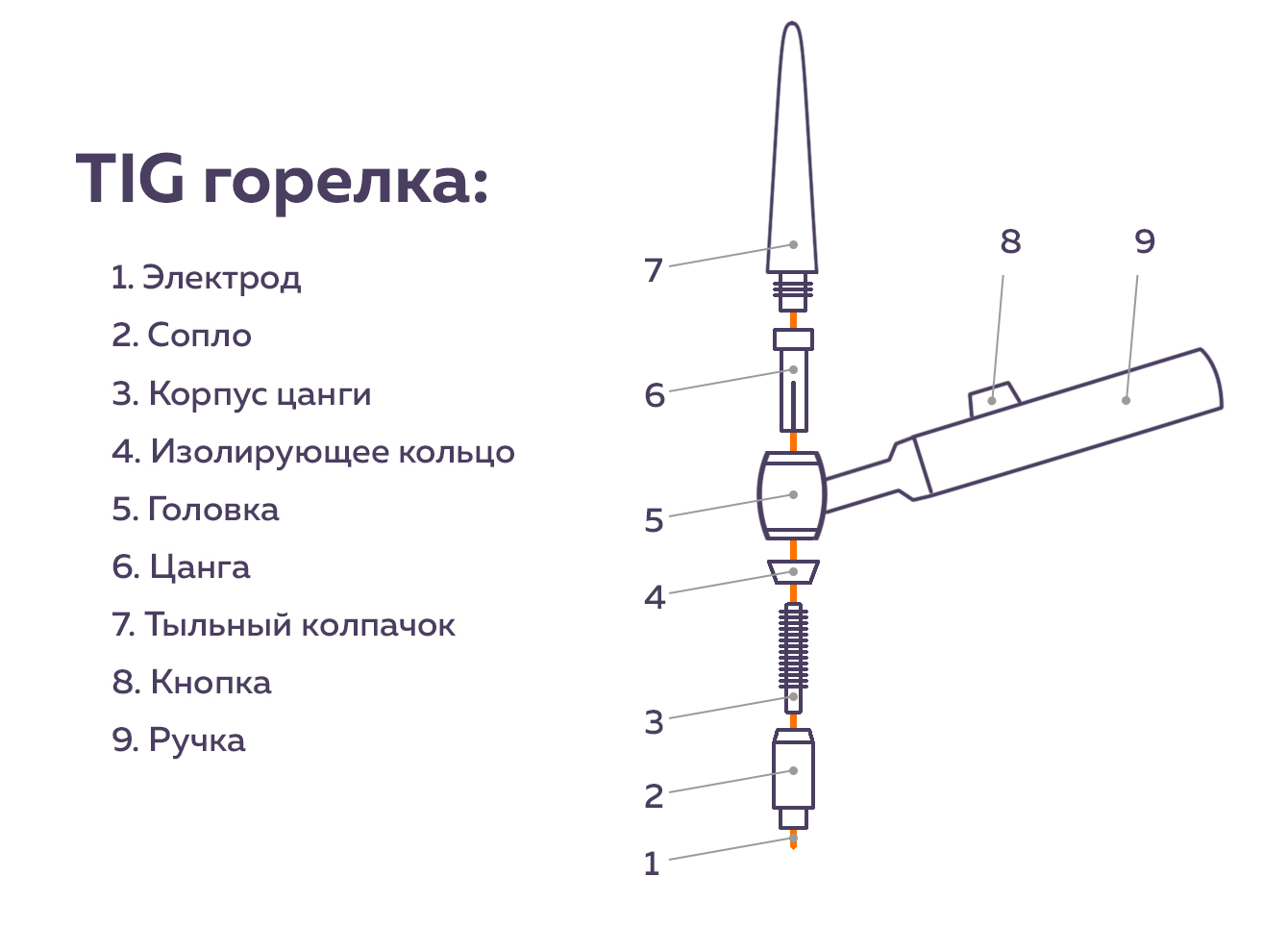
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
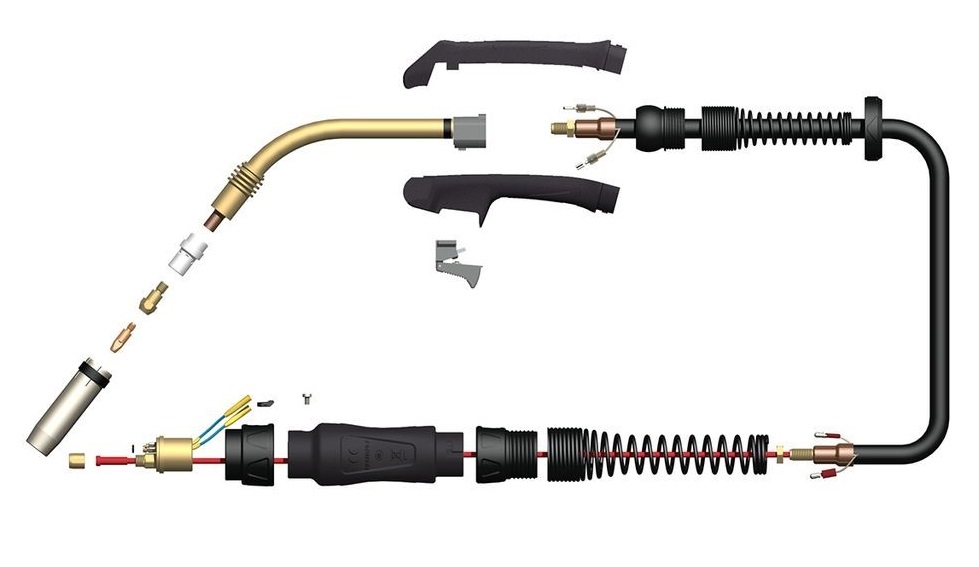
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
На этом этапе следует проверить наличие и соответствие всех элементов сварки, подготовить аппарат, рабочее место и деталь. Необходимо проверить правильность подключения аппарата к электросети. Выясните, сможет ли сеть выдержать нагрузку на протяжении всего процесса сварки. Это особенно касается бытовых маломощных сетей.
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Следует установить подходящий вольфрамовый электрод, обязательно заточить его на нужный угол и собрать горелку. Провод массы подключаем к «+» клемме на аппарате, провод горелки подключаем к «–» клемме аппарата.
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Как выбрать хороший сварочный аппарат для алюминия
Сваривать изделия из алюминия – не самая простая задача. Если сварщик хотя бы немного отойдет от технологии или подберет не подходящий сварочный аппарат для алюминия и расходники, то гарантировано получит некачественный шов. Чтобы правильно выбрать сварочник для работы с таким металлом, необходимо знать особенности его плавления, разбираться в видах специальных приспособлений и других нюансах.
Особенности сварки алюминия

Данный металл очень капризен при сваривании из-за своих физических и химических свойств. Его поверхность даже при комнатной температуре покрывается оксидной пленкой. С одной стороны, это даже хорошо, ведь окисленный слой защищает материал от коррозии. Но если попробовать сваривать его просто так, как, например, сталь, то можно столкнуться с большой проблемой.
Температура плавления окисла на поверхности алюминиевой заготовки – около 2000 °C, когда как сам материал плавится примерно при 600 градусах по Цельсию. Сварка обычным способом приведет к тому, что присадочный материал будет просто-напросто укладываться на поверхности, не позволяя обеспечить надлежащее качество шва. Увеличение ампеража станет причиной появления прожогов. При этом сварочная ванна будет стремительно окисляться.
Алюминий при сварке:
- Быстро кристаллизуется. Затвердевание происходит после остывания всего на 15-20 °C.
- Невероятно текуч. В расплавленном виде он напоминает воду, из-за чего вести шов нелегко, если поверхность изделия наклонена. Также именно это свойство повышает риск образования сквозных прожогов при манипуляциях.
- Сохраняет цвет после расплавления. По этой причине сложнее контролировать состояние сварочной ванны и рассчитывать необходимое количество присадочного материала.
- Испаряет водород. Это происходит из-за контакта с атмосферой. Как следствие – образовавшиеся поры в шовной структуре, которые делают соединение более хрупким.
- Отличается повышенной усадкой. Есть вероятность того, что, остыв, наплавленные валики просядут сильнее, чем нужно. Придется дополнительно заваривать кратеры в шве.
Чтобы достичь необходимого эффекта, достаточно перекрыть доступ окружающего воздуха к зоне плавления. Для этой цели используют среды инертных газов.
Для сварки алюминия можно воспользоваться специализированными ТИГ-сварочниками, а также полуавтоматами. Сварку алюминия на бытовом уровне можно осуществлять с помощью MMA-аппаратов. Каждый вид оборудования для сварки отличается результатом работы и имеет множество других особенностей, определяющих целесообразность использования. Рассмотрим каждый аппарат по порядку.
Устройства TIG

Аббревиатура TIG расшифровывается как Tungsten Inert Gas. При этом методе в среде инертного газа в основном применяются неплавящиеся вольфрамовые электроды. Соединение деталей с помощью TIG-сварочника осуществляется на переменном токе (AC). Поэтому в рамках технологии при TIG-сварке применяют как универсальные электроды для переменного и постоянного сварочного тока (AC/DC), так и те, которые предназначены исключительно для AC.
В качестве защиты в сварочных аппаратах ТИГ для сварки алюминия в основном используют аргон, поэтому сам процесс известен под названием «аргонодуговая сварка». Инертный газ тяжелее воздуха и никак не взаимодействует со свариваемым материалом химически, поэтому он способствует отличной изоляции сварочной ванны. Также в процессе таких работ нередко используется гелий или смесь гелия и аргона.
Ручные сварочные аппараты для сварки алюминия аргоном отличаются тем, что предоставляют возможность подключения газового баллона, оснащаются горелкой для одновременной подачи защитного газа. Также в них предусмотрен дополнительный режим ММА-сварки.

3) задаются настройки на панели управления сварочником (основные параметры настраиваются при помощи параметрической кривой);

4) зажигается дуга после поднесения горелки и формируется шов с помощью присадочного прутка;
5) горелка удерживается над местом металлообработки еще некоторое время (в конце шва).
В результате использования аргонодуговой технологии получается прочный и герметичный шов, не требующий механической обработки. Благодаря использованию неплавящегося электрода, в процессе работы выделяется минимум шлака и дыма. Есть возможность работать с очень тонкими деталями и делать швы шириной 2-3 мм. Заготовки практически не деформируются, поскольку сильно нагревается только зона обработки.

К недостаткам TIG-устройств относятся высокая цена (в том числе на расходники), низкая скорость процесса, возможность формирования только незначительных по длине швов. Если сваривается листовой прокат, то необходима подложка, так как разогретый материал может провалиться под собственным весом. Кроме того, защитный газ исправно выполняет свою функцию только в спокойной обстановке, когда нет ветра или сквозняка.
Аппараты MIG/MAG (полуавтоматы)

Аббревиатура расшифровывается как Metal Inert Gas / Metal Active Gas. Это сварочники, которые подают присадочную проволоку прямо в горелку. Они используются для сварки алюминия в больших объемах. Позволяют получить умеренное качество и работать на потоке. Рабочий процесс производится с постоянным током в режиме обратной полярности.
Еще один плюс полуавтоматов – импульсный принцип работы (чаще встречается в некоторых дорогих профессиональных моделях). После подачи энергии кончик проволоки плавится, превращаясь в каплю расплавленного металла. Под воздействием импульса присадочный материал вдавливается в поверхность заготовки. Благодаря импульсной технологии, получается очень качественный результат.
- высокая скорость процесса;
- возможность создания непрерывных длинных швов;
- управление одной рукой;
- лучший визуальный контроль сварочной ванны;
- усиленные прочностные характеристики соединения благодаря добавкам и присадкам;
- меньше дыма в процессе металлообработки, отсутствие шлака;
- поддержка работы с крайне тонкими заготовками (от 0,5 мм).
Как вы можете видеть, полуавтоматические аппараты для алюминия при некоторых сценариях использования даже более эффективны, чем аргонодуговые. Но они также имеют значительные минусы. Полуавтоматы стоят недешево. Дополнительно придется тратиться на защитный газ, проволоку. Если вам нужно часто чередовать сварку стали и алюминия, то будет проблематично менять каждый раз канал для подачи проволоки, контактный наконечник, ролики подающего механизма (понадобятся ролики для алюминия с U-образной канавкой). Сам плавящийся электрод из-за своей небольшой толщины и значительной гибкости труднее управляется, чем неплавящиеся аналоги.

Аппараты ручной дуговой сварки

Обычные устройства MMA (Manual Metal Arc) тоже можно использовать для сваривания алюминиевого проката. Однако этот способ имеет наибольшее количество недостатков, поэтому не используется для соединения конструкций, которые должны выдерживать большие нагрузки. Он широко применяется в качестве недорогой альтернативы для домашнего использования.
Технологическая операция осуществляется в основном с постоянным током в режиме обратной полярности. Подобные сварочные инверторы для алюминия отличаются высоким КПД, эффективным расходом энергии, защитой от нестабильности в электросети, точной регулировкой ампеража, быстрым поджогом дуги. К ним подбираются специальные электроды – для работы со сплавами или с чистым металлом.
- необходимость более тщательной подготовки деталей;
- высокая сложность формирования ровного шва;
- значительное разбрызгивание при плавлении электрода;
- невысокое качество соединения по причине пористости;
- очень крепкая шлаковая корка.
Плюсы метода: дешевизна оборудования в сравнении с другими возможными вариантами, быстрое переключение на операции с другими необходимыми материалами.
Какой вид сварочного аппарата для алюминия подойдет лучше всего?
- С какими видами металлов предстоит работать, в частности, будете ли вы сваривать только алюминий или еще и другие металлы? От этого будет зависеть тип приобретаемого устройства – только с постоянным током или с AC/DC. «Постоянка» используется для работы со сталью, нержавейкой, медью. Аппараты AC/DC универсальны и могут работать как на постоянном, так и переменном токе.
- Будете ли сваривать заготовки толщиной менее 1 мм, нержавейку? Если да, то ваша установка должна быть оснащена импульсным режимом.
- Как интенсивно вы будете использовать устройство? Для работы в постоянном режиме полезно будет обзавестись сварочным аппаратом для алюминия и горелками с жидкостным охлаждением.
- Где вы будете использовать устройство? Для профессиональных нужд используются TIG-установки и полуавтоматы. Если нужна установка для эпизодических работ дома, то сгодится и обычный ММА-аппарат.
- Насколько длинные швы вы будете создавать? Для коротких швов можно купить TIG-устройство. Есть возможность обеспечивать длинные соединения с помощью полуавтоматов.
Что нужно знать, выбирая устройство?
- Толщину соединяемого металла. От нее зависит диапазон тока в сварочнике. Если вы в основном работаете со стальными конструкциями толщиной до 6 мм, то подойдет аппарат до 200 А, но алюминий той же толщины потребует уже свыше 200 А. Если нужно работать с очень тонкими заготовками от 0,5 мм, то подойдут полуавтоматы.

- Ваш опыт в сварке металлов. Если вы новичок, вам будет полезно устройство с функциями, облегчающими рабочий процесс. Также стоит заметить, что сваривать с помощью MMA-аппарата легче, чем с использованием аргонодугового сварочника.
Современные высокотехнологичные аппараты для сварки алюминия имеют большое количество возможностей, настроек и регулировок.
Полезные функции в TIG-сварочниках
Если вы все же решите, что вам важнее качество сварного шва и захотите приобрести аргонодуговой аппарат, то вам не помешает узнать о полезных функциях, которыми могут обладать TIG-аппараты.
Как выбрать сварочный аппарат для алюминия

Даже опытные сварщики, впервые сталкиваясь с соединением алюминия ручным дуговом способом, часто испытывают разочарование от качества шва. Если Вам понадобилось регулярно работать с таким «капризным» металлом, то наша статья поможет подобрать сварочный аппарат для алюминия, которым получится создавать качественные герметичные швы.
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Какой аппарат лучше всего подходит для сварки алюминия
Поскольку в продаже существуют покрытые электроды с алюминиевым сердечником, то, кажется, самым дешевым способом сваривать этом металл является ручная дуговая сварка при помощи инвертора. Но в действительности ММА сварка по алюминию позволит лишь соединить две стороны металла наложенными сверху каплями присадки.
Прочный и герметичный шов здесь не получится. Для качественного соединения потребуется сварочный аппарат для сварки алюминия с режимами MIG или TIG. У каждого из них есть свои особенности, что следует учесть при выборе.
Использование аппаратов MIG/MAG для сварки алюминия
МИГ сварка — это применение полуавтоматов, в которых сварочная проволока непрерывно подается по каналу прямо в горелку. Второй кабель с зажимом крепится непосредственно на изделие. Замыкание проволоки о поверхность заготовки приводит к возбуждению электрической дуги. Параллельно газ из сопла изолирует сварочную ванну от внешней среды.


- высокая скорость сварки;
- хорошая видимость происходящего в сварочной ванне;
- вторая рука сварщика свободна, чтобы поддерживать заготовку или держаться на высоте;
- можно создавать непрерывные длинные швы;
- после окончания процесса нет шлаковой корки.

- Дороговизна самого оборудования. Еще есть дополнительные расходы на защитный газ (смесь аргона и углекислоты).
- Алюминиевая присадочная проволока тонкая и гибкая, поэтому сильно «гуляет» и сварщику труднее направлять ее.
- Если часто требуется чередовать сварку черных металлов и алюминия одним полуавтоматом, то смена стального канала в горелке на тефлоновый занимает много времени.
- Шов от полуавтомата на алюминии неоднородный по ширине. Если он расположен на лицевой стороне заготовки, то нужна последующая механическая зачистка.
Какие функции должны быть у полуавтоматов для алюминия
Соединять алюминий можно не любыми полуавтоматами. Оборудование для сварки должно обладать следующими функциями:
Hot Start. Эта функция называется «Горячий старт», потому что позволяет накладывать качественный шов с первых миллиметров соединения. Для этого на проволоке поддерживается высокий показатель холостого хода (80-90 В), а сила тока сперва подается чуть выше основного.
Для алюминия это полезно быстрым прогревом поверхности и разрушением оксида. Благодаря этому эффекту шов начинает формироваться сразу, без налипания валиков присадки сверху. На профессиональных аппаратах можно настраивать значение регулировки «Горячего старта», чтобы определять насколько он будет «горячим».
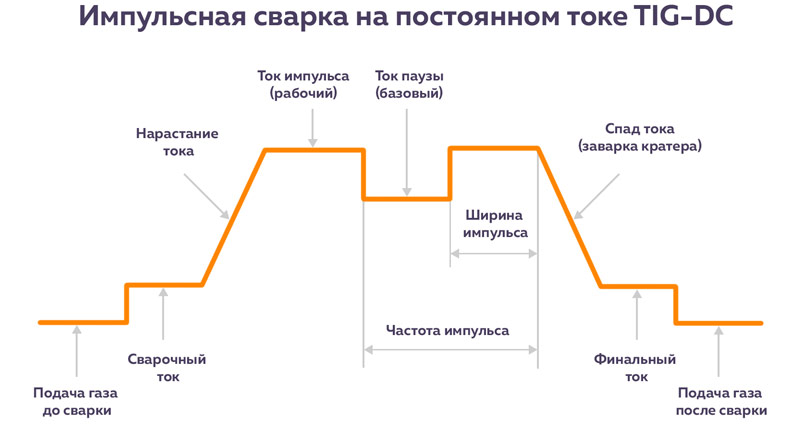
Pulse. Эта функция выдает не ровный базовый ток, а содействует его чередованию. В результате получается амплитуда, где происходит нарастание тока до рабочего импульса, а затем пауза со спадом. В момент пикового напряжения плавится оксид, а в период паузы обеспечивается спокойное вплавление присадочного металла с минимальным количеством брызг.
На профессиональных полуавтоматах можно регулировать как частоту импульса, так и его длину, что позволяет настроить сварку в зависимости от толщины алюминия и вида его сплава. Функция актуальна особенно для тонкого металла, чтобы избежать перегрева поверхности и образования сквозных дыр.
Dable Pulse. Удваивает предыдущий эффект. Кроме амплитуды, чередующей базовый и основной ток, присутствует колебательное нарастание и спад пикового тока. Такая функция еще больше повышает качество сварки алюминия вплоть до капельного переноса металла. Минимальное тепловложение не дает перегреть заготовку и деформировать ее. Швы получаются тонкими, но глубокими, а скорость сварки возрастает.
Использование аппаратов TIG для сварки алюминия
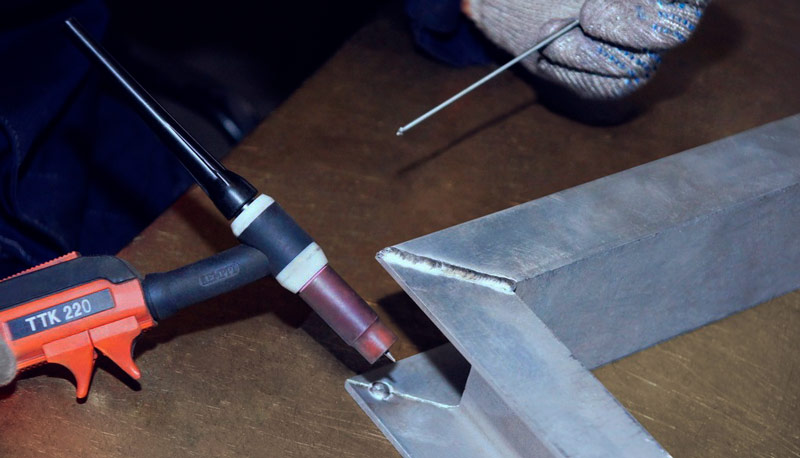
ТИГ сварка алюминия проводится при помощи инвертора, выдающего переменный ток.
В одной руке у сварщика горелка с вольфрамовым электродом. Ее касание о поверхность детали, к которой подключена масса, приводит к образованию электрической дуги. Вольфрам не плавится, поэтому длина электрода не меняется. Для сварки алюминия применяется круглая форма заточки стержня.
Во второй руке сварщика присадочная проволока, подающаяся в сварочную ванну для увеличения высоты шва и придания крепости соединению. Из горелки выходит защитный газ аргон, предотвращающий контакт с внешним воздухом.
Плюсы TIG для сварки алюминия
- шов получается плотным и герметичным;
- не требуется механическая обработка;
- отсутствуют поры в структуре;
- можно выполнять узкие швы 2-3 мм в ширину.
Минусы TIG для сварки алюминия
- повышенный расход средств на присадочную проволоку и газ;
- низкая скорость сварки;
- высокая стоимость оборудования;
- можно создавать только короткие швы;
- игла быстро покрывается брызгами и ее форму нужно править;
- при сварке листового алюминия 1-2 мм толщиной, требуется подложка для предотвращения провалов разогретого металла.

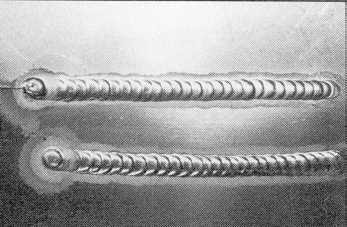
Качество швов, которое можно получить при сварке алюминия при помощи TIG сварки.
Какие функции должны быть у инверторов TIG для алюминия
Хотя любой инвертор можно оснастить вентильной горелкой для ТИГ сварки, но качественно соединить алюминий аргонодуговым методом получится только при наличии следующих функций:
Pulse. Играет такую же роль, что и в полуавтомате. Сокращает тепловложение и не дает прогореть жидкотекучему материалу. Профессиональные аппараты поддерживают настройку волны пульса. Прямоугольная волна дает глубокое проплавление и высокую скорость процесса. Треугольная позволяет легко сваривать тонкие листы алюминия с минимальной передачей тепла. Скругленная волна облегчает контроль сварочной ванны для равномерного провара ответственных соединений. Синусоидальная дает мягкую дугу с широким захватом сварочной ванны, но не глубоким проваром.
Пред и пост газ. Запускает на 2 с предварительную продувку защитного газа, чтобы вытеснить окружающий воздух с места начала сварки. Подает аргон после прерывания дуги в течение 3-10 секунд, давая нормально кристаллизоваться сварочной ванне без вмешательства кислорода.
Переключение на переменный ток. Вести ТИГ сварку инвертором можно только на переменном токе. Для этого обязательно в характеристиках аппарата должно быть обозначение AC/DC.
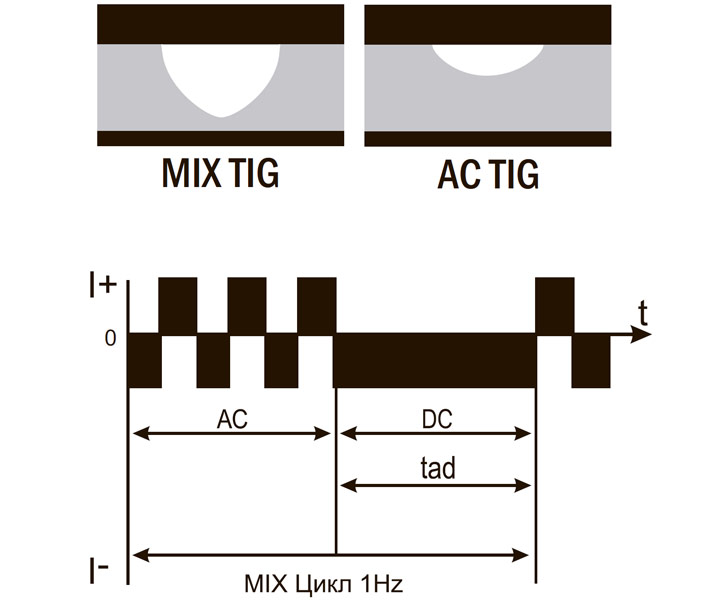
MIX TIG. Этот режим чередует воздействие на материал постоянного и переменного тока. Сперва в работу вступает AC, который разрушает своей частотой оксидную пленку. Затем он сменяется на DC, обеспечивающим глубокий провар с равномерным распределением присадочного металла. Эта функция особенно практична, когда требуется соединить алюминий, толщиной 2 и 7 мм между собой.
Регулировка баланса. Позволяет устанавливать частоту автоматической смены полярности напряжения, что при положительном значении продлевает срок службы вольфрамового электрода и повышает глубину провара, а при отрицательном показателе снижает тепловложение и защищает от прожогов и деформаций.
Изучив требования к аппаратам для сварки алюминия, Вы без проблем сможете подобрать сварочное оборудование для своей автомастерской, цеха или гаража.
