
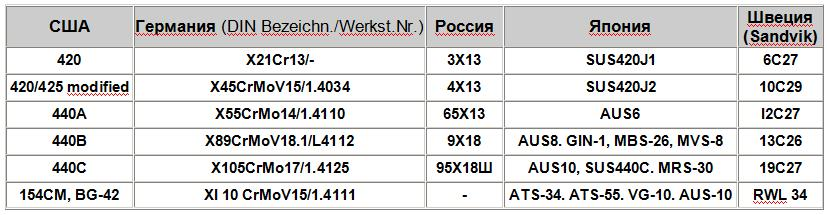
Что нужно знать про ножевые стали. И нужно ли гнаться за высокой твердостью?
Одним из главных вопросов, которые ставит перед собой покупатель ножа: «Из какой стали этот нож должен быть?». Попробуем вкратце рассмотреть самые популярные варианты и доходчиво ответить на этот вопрос.
Для начала, совсем кратко, о том, какие стали используются для изготовления ножей.
- Нержавеющие стали.
- Инструментальные легированные стали.
- Углеродистые и пружинные (рессорные) стали.
Нержавеющие стали
Нержавеющие стали (самые популярные в настоящее время) являются самыми универсальными. Из них можно изготовить нож почти любого назначения. Основное их отличие от других сталей – способность успешно сопротивляться коррозии (ржавчине). Для этого, обычно, в состав стали вводится легирующая добавка – хром (Cr). Содержание хрома от тринадцати процентов и выше дает материалу невосприимчивость к ржавчине. Тут надо понимать, что при неблагоприятных условиях (в соленой воде, например) может подвергаться коррозии и нержавеющая сталь. Абсолютно нержавеющих ножевых сталей не бывает, но все же в обычных бытовых условиях эти стали коррозии практически не подвержены. Так какие же конкретно эти марки сталей?
Недорогие нержавеющие стали
- российские 40Х13, 65Х13, ЭП-107 и пр.;
- европейские 1.4116, 12C27 и пр.;
- японские SUS420J2, AUS-4, AUS-6 и пр.;
- американские 420, 425, 420HC и пр.;
- китайские 4Cr13MoV, 5Cr13MoV и пр.
Как правило, из этих сталей изготавливаются недорогие кухонные и универсальные ножи. Ножи из таких сталей хорошо сопротивляются коррозии, но заточку держат неважно. Термообработать (закалить) их получается до твердости 50-54 HRC, что крайне недостаточно. Приличный нож должен иметь твердость режущей кромки (РК) не менее 55 HRC. К приятному исключению можно отнести шведскую марку 12C27, японскую AUS-6 и американскую 420HC. У ножей из трех перечисленных сталей устойчивость режущей кромки хорошая. Закаливаются такие ножи до твердости примерно 55-58 HRC, это вполне достаточно для большинства работ на кухне и работ в турпоходе или на рыбалке.
Средние по стоимости нержавеющие стали
- российские 95Х18, 110Х18 и пр.;
- европейские 1.4125, 14C28N, N690 и пр.;
- японские AUS-8, AUS-10, VG-1 и пр.;
- американские 440A, 440B, 440С и пр.;
- китайские 7Cr13MoV, 8Cr13MoV, 9Cr13MoV и пр.
Из таких сталей получаются, как правило, ножи недорогие, но очень хорошие. Прекрасно закаливаются до твердости 57-59 HRC (иногда и выше). Особо хочется выделить современную австрийско-шведскую марку N690. Эта сталь очень стабильна. Хорошо термообрабатывается. Многие производители в мире переходят на нее. В том числе, и у нас в России, т.к. наши нержавеющие стали капризны и не всегда стабильны.
недорогой нож стоит до 100 долларов;
средний нож от 100 до 300 долларов;
дорогой нож от 300 долларов и выше.
Дорогие нержавеющие стали:
- российская ЭП-766;
- европейские Elmax, M390 и др.;
- японские VG-10, ATS-34, R-2, ZDP-189 и пр.;
- американские 154CM, CPM S30V, CPM S35VN и пр.
Такие стали используются для изготовления авторских ножей, ножей – предметов роскоши. Как правило, ножи из таких сталей совсем недешевые. Выделить из общего списка хочется:
- российскую сталь ЭП-766 (95Х13М3К3Б2Ф) – все же приятно, что у нас не разучились работать!
- американскую 154CM – изначально сталь разрабатывалась для лопастей газовых турбин.
- японскую VG-10 – просто и надежно, проверено временем!
- австрийско-шведскую Elmax – до недавнего времени эта сталь была «последним словом» в производстве ножей.
- австрийско-шведскую M390 – наверно самую современную, но немного переоцененную на пике моды.
Клинки из таких сталей обычно имеют твердость от 58 до 61 HRC.
Инструментальные стали
А теперь поговорим о ножах из инструментальных сталей. Что это такое и зачем нужны.
Инструментальными легированными сталями обычно называют стали с высоким содержанием углерода (от 0,8 до 1,6 %) и заметным процентом легирующих добавок (от 2,5 %). Такие стали гораздо лучше большинства нержавеющих сталей «держат» режущую кромку. Их, как правило, закаливают от 60 до 64 HRC. Но нужно помнить, что такие стали не являются нержавеющими, а значит требуют ухода.
Условно можно разделить инструментальные ножевые стали на две группы.
Стали – аналоги американской D2
- российская Х12МФ;
- европейские 1.2379, K110, Z160 и пр.;
- китайская Cr12MoV.
Как правило, эти стали используются для производства разделочных и шкуросъемных ножей, а также для ножей универсальных и рабочих. Иногда из таких сталей делают и клинки для складных карманных ножей. Данные стали содержат в своем составе высокое количество углерода (1,5-1,6%), а высоким называется содержание свыше 1,0%. Обладают такие ножи отличными режущими свойствами, прекрасно держат режущую кромку, но склонны немного ржаветь. Хотелось бы заметить, что сталь D2 выпускается только в США. Если «D2» написано на клинке ножа, произведенного в России или Китае, то там, конечно, никакая не D2, а ее местный аналог. Хорошей заменой D2 является австрийско-шведская K110, очень популярная сталь, ничем не уступает американской, но достать ее проще и стоит она дешевле.
Так называемые «восьмипроцентные» стали
- американская CPM S3V;
- австрийско-шведские K340 и Vanadis 10.
Называют их «восьмипроцентными», т.к. они имеют в своем составе примерно 8,0 % хрома. Ржавеют такие стали сильнее, чем D2, но намного превосходят D2 в прочности (но D2 превосходит их в износостойкости режущей кромки). Лучше всего из таких сталей делать длинноклинковое рубящее оружие. То есть для небольших «ловких» ножей хорош D2, а для ножей с длинным клинком (от 150-250 мм) лучше CPM S3V или K340.
Другие стали
Есть, конечно, и другие виды и марки сталей. Но, как правило, обычные ножи (для кухни, рыбалки и туризма) из таких марок не делают. А если и делают, то встречаются они нечасто.
Например, углеродистые стали типа отечественных У7, У8, У10, пружинная сталь 65Г, а также инструментальные типа 9ХС, ХВГ и пр. Как правило, эти стали используются для изготовления ремесленных ножей и резцов по дереву. Они очень хорошо «держат» режущую кромку, но и ржавеют слишком охотно. На природу их лучше не брать, с продуктами питания им лучше не контактировать. Не любят такие ножи воду и влажные от пота руки. Могут покрыться ржавчиной от влаги, которая содержится в воздухе (если погода сырая или помещение слишком влажное).
Заграничными аналогами таких сталей являются:
- японская SK5;
- шведская UHB 20C;
- американские 1055, 1075, 1095;
- китайские 65Mn, T-10.
А теперь хотелось бы написать несколько слов о значении твердости. Твердость обычно измеряют по методу Роквелла, по шкале C (HRC). Для этого вдавливают в поверхность клинка специальный твердый шарик и оценивают глубину вдавливания.
Как уже упоминалось, нормальный нож должен, по нашему мнению, иметь твердость режущей кромки не менее 55 единиц. Исключением тут могут быть традиционные среднеазиатские ножи (пчаки и корды), у них твердость не превышает 50 HRC. Порезал таким ножом, тут же на обратной стороне пиалы подточил лезвие. То есть, нож слишком легко тупится, но и быстро затачивается.
Для европейских ножей, а особенно японских, такой низкий уровень твердости неприемлем. Европейские ножи, как правило, имеют твердость от 55-58 HRC.
А японцы любят высокую твердость – «перекал» 60-62 HRC, но за такую твердость нужно будет расплачиваться потерей прочности (такие ножи хрупкие). И их сложнее затачивать.
Значение твердости – это не «мегапиксели». Больше – не значит лучше. Гнаться за высоким значением не следует. Нужно ориентироваться на «золотую середину»: 56-58 HRC. Этого вполне достаточно для решения большинства задач. Небольшим шкуросъемным ножам можно порекомендовать твердость 59-61 HRC. Для инструментов, требующих повышенной прочности, наоборот, желательна твердость 50-52 HRC (например, штык-ножи, кинжалы, шашки).
Как правило, ножей с твердостью свыше 64-65 HRC не существует (такая твердость у сверла по металлу). Если кто-то из производителей или продавцов заявляет более высокую твердость режущей кромки, то он, видимо, лукавит.
Видов и марок сталей, конечно намного больше, мы пытались лишь разобрать самые популярные.
Основные нюансы и этапы при ковке ножа
Среди множества [изделий из металла] есть особая категория — это ножи, изготовление и котовка которых становится не просто работой, а серьезным увлечением. Для самостоятельного изготовления такого предмета потребуются серьезные навыки и тщательный подбор материала. Как своими руками сделать или выковать нож в домашних условиях, мы расскажем в этой статье.
Важно! Статья 223.4 УК РФ запрещает самостоятельное изготовление оружия и предметов, которые могут быть использованы как оружие. Материал предоставлен в информационных и познавательных целях. Санкция по указанной статье — до 2 лет лишения свободы.

Виды ножей по назначению
Для начала следует разобраться, из какого металла следует делать нож, а для этого — определить назначение лезвия. Существует четыре основных типа ножей, отличающихся по заточке, массе и прочим характеристикам.
Охотничьи — с очень острым лезвием, точно отработанным по форме кончиком. Ножи этого типа требуют тщательного выбора стали, так как должны очень долго оставаться острыми. Кроме того, от стали для охотничьего ножа требуется высокая ударная вязкость, так как лезвие может натолкнуться на кость при разделке.
Туристические и походные — должны иметь серьезный вес и прочность, так как ими обычно выполняется грубая работа с ветками прочими предметами. Это аналог топора, поэтому важно выдержать баланс между твердостью стали и прочностью на удар и излом.
Ножи кухонные — очень близки по типу к кухонным, с обязательным подбором стали высокой твердости. Нож для кухни не должен выкрашиваться при столкновении с костью и тупиться при работе на пластиковой доске.
Тесаки и ножи выживания — наследники топоров и туристических ножей. Первые обладают значительной массой и шириной лезвия, вторые должны быть универсальны. Это особо сложно, так как часто функции несовместимы, например, как у ножей туристических и охотничьих.
Стоит обратить особое внимание на выбор исходного материала. По объему работ проще всего изготовить нож из напильника — у него уже есть некая близкая форма. По прочности и износостойкости — из рессоры, пружины или подшипника. Листовая сталь подбирается из сортов для этих изделий. Угол заточки ножа подбирается в зависимости от назначения, например, туристический точат под 25 — 30 градусов, а кухонный под 8 — 15 градусов.
Из какого металла лучше сделать нож
Для изготовления и ковки ножей подходит несколько видов стали. Стоит рассмотреть ее по сортам, чтобы определить пригодность для определенной задачи.
Сталь 95Х18
Ножевая сталь высокой прочности с высокой стойкостью к коррозии. Ее характеризует оптимальное соотношение твердости и прочности, что позволяет сделать охотничий или кухонный нож с кромкой, защищенной от выкрашивания. Показатель твердости 64 — 62 HRC в зависимости от термообработки материала.
Сталь 50Х14 МФ
Инструментальная нержавеющая сталь с показателем твердости 58 HRC, которая используется при изготовлении скальпелей. Ножи из нее долго не тупятся. Чувствительная к контакту с костями и твердыми поверхностями.
Сталь Х12МФ
Штамповая сталь, которую можно довести до твердости 62 HRC. Отличается высокой ударной вязкостью и чувствительностью к коррозии, не подходит для ножей охотничьих и туристических, поскольку требует тщательного ухода.
Сталь ХВГ
Инструментальный материал со средними показателями твердости и хорошей ударной вязкостью. Хорошо держит нагрузки.
Сталь 50 ХГА
Пружинный металл, способный хорошо держать нагрузки, но склонный к коррозии.
Сталь 40Х13
Пружинная нержавейка, нож из которой будет красивым, но с хрупкой режущей кромкой. Подойдет для кухни по гибкости и заточке, но не для тесаков, туристических и охотничьих ножей.
Этапы подготовки и изготовления ножа
Процесс изготовления ножа довольно сложен — придется пройти несколько этапов от резки и ковки до шлифовки и заточки. Вкратце даем описание этих этапов:
чертеж и шаблон для ножа лучше всего взять у специалистов или из журналов, так как оптимальные формы ножей давно отработаны;
заготовка — сталь можно купить в виде готового отрезка, но в любом случае потребуется ее кузнечная протяжка, чтобы придать металлу нужную прочность;
[резка] и механическая обработка — ее придется выполнять фрезой или наждачным точилом, тщательно следя за нагревом, чтобы не испортить металл;
закаливание и отпуск — очень сложная задача, поскольку необходимо точно выдерживать температуру, а визуально это могут делать только опытные мастера.
На последнем этапе производится сборка ножа с установкой деталей ручки, которая должна быть сбалансирована и выдержана по форме.
Делаем нож из напильника
Изготовление ножа из напильника следует начинать с отпуска стали. Материал исходного инструмента хрупкий и твердый, поэтому его необходимо нагреть до 200 С, продержать так примерно час, а потом дать самостоятельно остыть. Иногда напильник просто бросают в костер, но гораздо проще отпустить его в обычной духовке.
По заранее заготовленному шаблону вырезаем форму ножа — для этого подойдет болгарка или фреза. При работе с наждаком велик риск перегреть металл. Признак перегрева металла при резке — изменение цвета. Для охлаждения достаточно поливать зону резки водой.
После этого можно приступать к шлифовке контура той же болгаркой — срезаем углы и выступы. Работу можно сделать и на ленточной шлифовальной машине.
Следующий этап — выполнение скосов, перед которым нужно прочертить линию границы на лезвии. Не забывайте, что угол не должен быть слишком большим и слишком малым — в первом случае лезвие будет слишком толстым, во втором — тонким и хрупким. Для формирования скосов лучше использовать ленточную машину, допускается и болгарка. Окончательная доводка делается напильниками. Не забывайте следить за температурой!
После черновой заточки металл можно подержать с час в уксусе и отшлифовать, чтобы получить чистое блестящее лезвие. После этого можно сверлить отверстия под штифты ручки.

Делаем нож из обоймы подшипника
Для изготовления такого ножа можно использовать подшипник карданного вала, подшипники станков, обойма которых выполнена из стали типа ШХ15. Для получения заготовки лучше сразу пилить внешнюю обойму под углом, чтобы получить заготовку под носик ножа. Длина окружности должна быть чуть больше общей длины ножа, поэтому оставляем запас примерно в 2 см.
Легированная сталь требует отжига перед ковкой. Для выпрямления достаточно подержать ее разогретой до темно-красного цвета и дать остыть на воздухе. После этого потребуется разогреть заготовку до 800 С — о ее достижении говорит цвет вишнево-красного оттенка. Если металл стал темно оранжевым, достигнут верхний предел температуры 1100 С. Как только цвет меняется на тускло вишневый, следует повторять нагрев в печи.
Как ковать нож
Существует два варианта ковки ножа. Первый для опытных специалистов, умеющих обращаться с молотом. Металл надо отбивать так, чтобы он смещался от середины к краю, а острие округлять, протягивая заготовку по длине.
Второй способ чуть проще — пластине придается плоская форма молотом, после чего производится обдирка шлифмашиной. Этот процесс аналогичен ранее описанному, но мастеру стоит следить за тем, чтобы металл отрезался небольшими кусками.
Как закалить и отпустить металл ножа
Подшипниковая сталь требует [закалки и отпуска], поэтому потребуется контролировать нагрев металла — насыпанная на лезвие соль начнет плавиться при температуре 800 С. После этого заготовку помещают в нагретое масло, соблюдая осторожность, так как вероятно воспламенение. При закаливании нельзя доливать масло или взбалтывать его, переворачивать заготовку. После закаливания металл отпускают нагревом до 200 С и постепенным остыванием. Последующие операции по заточке, доводке и сборке ножа описаны выше.

Ножи из рессор и листовой стали
Лезвия делаются почти так же как и предыдущие, но мастер должен учитывать, что разные сорта металла требуют подбора температуры, закалки и отпуска. Это зависит от конкретного материала заготовки. Получить информацию можно в справочниках по металлообработке.
Напоминаем, что изготовление ножа может быть расценено как изготовление холодного оружия, поэтому не приводим подробных инструкций!
Вырезаем нож из закаленной нержавеющей стали 63HRC

+79875548135 #МыВместе продолжаем работать для Вас!
Кованые заготовки для ножей технология производства
Ковка стальных заготовок для ножа – начальная стадия процесса термообработки, при которой особое внимание должно быть уделено рабочей температуре прутка (болванки). Строго следует контролировать температурный процесс, чтобы не опуститься ниже температурного предела, когда из-за переохлаждения в стали при ковке начнут развиваться внутренние напряжения. Однако, нельзя допустить и перегрева прутка, из которого получается поковка для ножа. Чем выше нагрета сталь будущей заготовки, тем она больше стремится кристаллизоваться при остывании, из-за чего могут уменьшаться связи между отдельными зёрнами в кристаллической решетке, и они могут разъединиться даже от одного или нескольких ударов молота. Таким образом — пруток при ковке получит надрыв или трещину. Это называется перегревом стали. Перегрев стали не следует путать с пережогом стали. Пережог влияет не на кристаллическую структуру металла, а на его химический состав, заставляя его изменяться: попросту, когда сталь долго находится под воздействием температуры и сварочного жара, из нее выгорает углерод.
В нашей кузнице процесс свободной ковки поковок для ножей очень кратко выглядит так:
- Прутки из сортовой стали нарезаются соответственно размерам будущих поковок.
- Нарезанные прутки помещаются в электрическую либо газовую печь.
- Происходит плавный нагрев прутков до ковочной температуры.
- Кузнец методом протяжки за один нагрев формирует нужный размер заготовки.
- Готовые поковки для ножей отправляются на отжиг, для снятия напряжений полученных при ковке.
- Отжиг состоит в нагреве поковок до определенной температуры, выдержке и затем очень медленном охлаждении вместе с печью.
Кузница Коваль производит следующие поковки для ножей:
Заготовки для ножей (поковки) из стали 95Х18:
Температура ковки заготовки из 95Х18: начала 1190 °С, конца 850 °С. Полный отжиг 750-790 °С, до 6 ч. Поковка для ножа из 95Х18 с закалкой: предварительный нагрев до 850-860 ºС, закалка 1050-1060 ºС на масло или воздух. Отпуск 200 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 57-59HRC.
Заготовки для ножей (поковки) из стали Х12МФ:
Температура ковки заготовки из Х12МФ: начала 1140 °С, конца 870 °С. Полный отжиг 850-870 °С, до 6 ч. Поковка для ножа из Х12МФ с закалкой: предварительный нагрев до 700 ºС, закалка 1030-1050 ºС на масло. Отпуск 210-220 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 61-63HRC.
Заготовки для ножей (поковки) из стали 110Х18 МШД:
Температура ковки заготовки из 110Х18: начала 1190 °С, конца 850 °С. Полный отжиг 770-790 °С, до 6 ч. Поковка для ножа из 110Х18 с закалкой: предварительный нагрев до 860 ºС, закалка 1060-1070 ºС на масло. Отпуск 200-220 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 59-61HRC.
Заготовки для ножей (поковки) из стали 9ХС:
Температура ковки заготовки из 9ХС: начала 1180 °С, конца 800 °С. Полный отжиг 790-810 °С, до 6 ч. Поковка для ножа из 9ХС с закалкой: закалка 870 ºС на масло. Отпуск 220-240 ºС 2 часа на воздухе. Твердость закаленной поковки после отпуска: 61-63HRC.
Заготовки для ножей (поковки) из стали У10:
Температура ковки заготовки из У10: начала 1180 °С, конца 800 °С. Полный отжиг 700 °С, до 6 ч. Поковка для ножа из У10 с закалкой: закалка 800 ºС на масло. Отпуск 180-200 ºС 2 часа. Твердость закаленной поковки после отпуска: 60-61HRC.
В этой небольшой статье мы ознакомились с технологией производства кованых заготовок для ножей. Теперь, если у вас возникнет вопрос: где купить сталь для изготовления ножа, вы точно можете обратиться к нам. Дополнительно, кузница Коваль предлагает купить поковки для ножей нестандартных размеров. Заготовки для ножей из х12мф, шх15, 95х18, 110х18 доступны под заказ следующих размеров: 200х30х4мм., 200х40х3мм., 200х40х5мм., 200х50х3мм., 250х30х3мм., 250х30х5мм., 250х30х4мм. (для финок), 250х40х3мм., 250х40х5мм., 250х50х4мм., 300х30х3мм., 300х40х4мм., 300х50х3мм., 350х40х4мм.
Ниже представлено видео о том, как куются заготовки для ножей от Кузницы Коваль.

Размер кованой заготовки из стали Х12МФ Материал поковки: сталь х12мф Длина: 200-210 мм. Ширина: 40 мм. Толщина: 4 мм. Твердость заготовки с термообработкой после отпуска .
Основные нюансы при закалке нержавейки
Основы закалки нержавеющей стали: выбор температурных режимов, основные этапы и важные особенности. Необходимое оборудование, материалы и инструмент. Как закалить нержавейку в домашних условиях.

Закалка нержавеющей стали отличается от закалки нелегированных сталей более высокой температурой, временем выдержки, а также скоростью разогрева и охлаждения. Это вызвано тем, что легирующие компоненты изменяют критическую (аустенитную) точку нагрева и снижают теплопроводность металла.
Для того чтобы закалить коррозионностойкую сталь (нержавейку), ее необходимо нагреть до температуры не менее тысячи градусов, а затем охладить в масляной среде. Известно, что для успешной закалки обычной стали нужно, чтобы содержание в ней углерода было не менее 0.4 %.
Это не относится к нержавейке, т. к. легирующие добавки дают возможность закалить ее при более низком содержании углерода. У народных умельцев, изготавливающих ножи и режущий инструмент, самой популярной является отечественная нержавейка марки 40X13 (и ее аналоги), которая содержит 0.35÷0.45 % углерода и около 12÷14 % хрома.
Она доступна, хорошо обрабатывается, и ее можно закалять практически в любых условиях. Для того чтобы закалить свои изделия из нержавейки, домашние мастера, как правило, используют самодельное оборудование, подручные средства и недорогие материалы, а температурные режимы подбирают «на глазок».

Основные этапы процессы каления
Для закалки нержавейки желательно знать ее точную марку, или, по крайней мере, к какому из типов по углероду она относится (больше или меньше 0.4 %). Это очень важно, поскольку для того, чтобы правильно закалить изделие, после самой закалки его необходимо еще и отпустить.
Марку фабричной нержавейки можно узнать у продавца заготовки, который также может посоветовать, как лучше ее закалить. Если же в качестве исходного материала используется какая-нибудь старая вещь, то на помощь придет интернет с таблицами изделий и марками сталей, из которых они изготовлены.
В общем случае полный цикл термообработки детали из нержавейки включает в себя следующие этапы:
- Подготовка оборудования, инструмента и материалов. Сюда входит проверка топлива (уголь или газ), которого должно хватить на весь цикл разогрева. Ведь для того чтобы качественно закалить нержавейку, ее следует нагревать плавно и без перерывов.
- Разогрев горна или печки. Если для того, чтобы закалить деталь, используется газопламенный нагрев, выполняется установка заготовки из нержавейки и включение газовой горелки.
- Размещение заготовки. Нередко требуется закалить только какую-то часть будущего изделия, поэтому его следует разместить так, чтобы эта часть находилась в зоне максимальной температуры.
- Нагревание до требуемой температуры. Изделие удерживают в высокотемпературной зоне, контролируя его нагрев по цвету. Для того чтобы закалить хромистую нержавейку, ее необходимо нагреть до 1050 ºC. Это соответствует цвету, который в таблицах определяют как оранжевый или темно-желтый.
- Охлаждение. После того как нагретый металл приобрел требуемый цвет, деталь охлаждают, опуская в емкость с минеральным маслом. Оно может воспламениться, поэтому рядом с емкостью следует держать кусок плотной ткани.
- Очистка. После охлаждения в масле нержавейку следует тщательно очистить. При сильном загрязнении можно использовать растворитель.
- Отпуск. Чтобы закалить свою деталь «по науке», после нагревания и охлаждения ее следует отпустить. Для сталей с содержанием углерода 0.4 % и более температура отпуска составляет 200÷250 ºC (см. табл. ниже), поэтому их достаточно на пару часов поместить в обычную кухонную духовку. При меньшем содержании углерода температура отпуска значительно выше, до 700÷750 ºC, и он выполняется с постепенным остужением на воздухе или в сухом песке.
Особое внимание следует обратить на спецодежду и все необходимое для соблюдения пожарной безопасности, особенно в процессе охлаждения детали в масле.

Что потребуется для работы
Для закалки нержавеющей стали в первую очередь нужно решить вопрос с источником нагрева. В бытовых условиях закалить нержавейку можно, нагревая ее с помощью горна, камерной печи или открытого пламени.
Если требуется качественно закалить длинномерное изделие, то лучше использовать первые два варианта, т. к. в этом случае прогревается одновременно весь объем нержавейки. При газопламенной закалке нагревание происходит путем перемещения узкой зоны нагрева вдоль изделия, поэтому качество может быть ниже.
Но этот способ хорошо подходит для разовых работ. Если же необходимо закалить большое количество изделий из нержавейки или такую работу предполагается выполнять постоянно, то лучше потратить некоторое время и усилия на изготовление небольшой камерной печи (см. фото ниже) или соорудить импровизированный кузнечный горн.

С помощью такой печки можно разогреть до нужной температуры и закалить изделия не только из нержавейки, но и из жаропрочных сталей. В качестве огнеупорного материала здесь использован шамотный кирпич типа ШБ, а нагрев выполняется пламенем газовой горелки, направленным во внутреннюю камеру.
Если же нет желания делать стационарное термическое оборудование, но при этом возникла потребность закалить деталь из нержавейки длиной до 30÷40 см, то вполне можно обойтись простейшим кузнечным горном, согнутым из листа стали (см. фото ниже).
В качестве топлива здесь используется обычный древесный уголь для шашлыков, а наддув осуществляется снизу с помощью строительного фена.

Для того чтобы качественно закалить заготовку из нержавейки с медленным остыванием, потребуется несколько литров минерального масла в жестяной емкости. Подойдет любое автомобильное или индустриальное масло, даже моторная отработка.
Главным инструментом при термообработке являются обычные или зажимные клещи. Кроме того, потребуются плотные негорючие перчатки или рукавицы и такая же спецодежда или кузнечный передник. Все работы следует выполнять либо на открытом воздухе, либо в хорошо проветриваемом помещении, вдали от горючих материалов.
Технология домашнего каления нержавейки
На самом деле закалить заготовку для будущего изделия из нержавейки (ножа или инструмента) не так уж и сложно. Для этого достаточно разобраться с температурными режимами и следовать всем рекомендациям. Однако термообработка относится к производству повышенной опасности.
Поэтому для закалки нержавеющей стали в домашних условиях прежде всего нужно определиться с организацией места проведения работ. Чтобы качественно закалить нержавейку и при этом не нанести ущерба помещению и собственному здоровью, необходимо соблюдать некоторые условия.
Во-первых, все источники нагрева должны быть безопасны, устойчивы и надежно защищены от случайного контакта с нагретыми элементами. Во-вторых, закалочные жидкости должны находиться в надежных емкостях и располагаться в стороне от нагревательного оборудования.
Если требуется закалить длинномерное изделие из нержавейки, следует использовать емкости, позволяющие полностью погрузить его в закалочную жидкость с одного раза. В-третьих, место работ должно быть достаточно просторным для перемещений и проветриваемым от дыма и газов.

Выбор температурного режима
Чтобы правильно закалить свою деталь из нержавейки, в первую очередь необходимо соблюдать требования температурных режимов для стали, из которой она изготовлена. Практически все хромистые коррозионностойкие стали при закалке разогреваются немногим выше тысячи градусов.
Для нержавейки это является точкой устойчивого формирования аустенита — твердого раствора углерода в железе. Закалить нержавеющую сталь — это значит быстро охладить такую структуру, не дав ее атомам вернуться в исходное (до нагрева) состояние.
Поэтому важны как температура разогрева и время выдержки в нагретом состоянии, так и скорость охлаждения, которая для нержавейки не должна быть слишком большой. Замедление процесса остывания достигается охлаждением изделия в масле, которое имеет низкую теплопроводность.
Если закалить деталь в воде, то она будет очень хрупкой и почти наверняка покроется микротрещинами. Продвинутые народные умельцы измеряют температуру нагрева с помощью термодатчиков, а в бытовых условиях ее определяют по цвету металла. Точные температурные режимы для каждой марки нержавейки можно найти в технологических справочниках.
Процесс каления пошагово
Чтобы закалить небольшое изделие из нержавейки в домашних условиях без использования печей или горнов, достаточно нагреть его горелкой или на газовой плите, определяя температуру по цвету металла. После этого оно остужается в масле, очищается и подвергается отпуску, для которого вполне подойдет духовка газовой плиты.
Если требуется закалить заготовку из нержавейки в изотермическом режиме (на производстве это делается поддержанием нагрева в соляном расплаве), то можно поместить ее после разогрева на газу в сухой песок. В этом случае температура остывания контролируется по цвету побежалости.
Чтобы правильно закалить нержавейку, нужно знать ее марку. Нередко встречается утверждение, что тип нержавейки достаточно точно определяется по цвету искр на точильном камне. А что вы думаете по этому поводу? Поделитесь, пожалуйста, своим мнением в комментариях.
Ножевые Стали

Импортные ножевые стали:
1095/1080/1070/…/1050/…
Обычная углеродистая сталь, используемая для изготовления ножей. Страна изготовления — США. Низкая коррозионная стойкость. Число «10» в начале номера указывает на то, что эта сталь специально разработана для производства ножей. Последние две цифры в номере показывают количество углерода — соответственно чем его меньше — тем сталь мягче и хуже держит заточку. Стали из этой серии с низким содержанием углерода используются при изготовлении мечей, где требуется пластичность. Для ножей обычно берется 1095. Применяется при производстве ножей Ka-Bar и Cold Steel. Аналоги — наши У8, У10А.
12С27
Нержавеющая сталь, производится в Швеции. Содержание углерода — 0,6%. Простая и качественная сталь. Посторонние примеси отсутствуют. Аналог — 420НС.
15N20
Инструментальная сталь. Страна производства — Швеция. Используется при изготовлении дамасской стали.
154СМ
59-62 HRC. Высокотехнологичная нержавеющая подшипниковая сталь. Страна изготовления — США. Аналог ATS-34. Высокая жесткость. Одна из лучших сталей для ножей, достаточно дорогая. Используется в ножах «Spyderco» и «Benchmade».
1770 SS / 1778 SS / 1870 SS
SS – Sweden Standart. Серия хорошей шведской конструкционной стали.
3Cr13
Нержавеющая сталь, страна производства — Китай. Это модификация стали марки 440А, закаленная до 57 HRC. Используется при производстве ножей среднего ценового диапазона.
Также идет на изготовление топоров.
3G
Композитная порошковая сталь для ножей. Страна изготовления — Швеция. Содержание углерода — 1,4%. Показатели твердости, жесткости, ударной вязкости, износоустойчивости и антикоррозионной стойкости — на высшем уровне.
420
Содержание углерода 0,5%. Самая простая и дешевая ножевая сталь. Высокая стойкость к коррозии. Мягкая, плохо держит заточку, но затачивается без проблем. Область применения — дешевый Китай и различные кухонные ножи. Аналог — японская AUS-4.
Если на дешевом ноже имеется надпись типа «Stainless», «Inox», «Super-steel» и т. д. — то это скорее всего и есть 420-я сталь.
420J2
Японская нержавеющая сталь, дешевая, как правило используется в композиционных сплавах, проста в обработке. Слабая износостойкость. Используется в недорогих ножах, произведенных на бескрайних просторах Юго-восточной Азии. Что бы компенсировать мягкость 420-й стали приходится увеличивать толщину клинка.
420HC
Высокоуглеродистая ножевая сталь. Легка в обработке, антикоррозионная, средняя прочность, но хорошо держит режущую кромку. Достаточно низкая стоимость. Наибольшее применение нашла у фирмы «Buck», причем 420HC от «Buck» значительно превосходит 420HC других ножеделов. Это достигается проводимой криогенной обработкой. Аналог — шведская 12С27.
440А
56 HRC. Нержавеющая сталь. Содержание углерода — 0,75%. Хорошо сопротивляется коррозии. Качественный сплав, хорошо выдерживает нагрузки. Широко используется в ножах фирмы «SOG». Если на клинке стоит маркировка «440», либо «440 Series Stainless» — то это скорее всего 440А.
440В
58 HRC. Содержание углерода 0,9%. хорошо сопротивляется коррозии. Качественный сплав, хорошо выдерживает нагрузки. Аналог — японская AUS-8.Широко используется фирмой «Randell».
440С
60 HRC. Высокотехнологичная нержавеющая сталь, содержание углерода — 1,2%. хорошо держит РК. Одна из самых сбалансированных по своим свойствам ножевая сталь. Сталь 440С более дорогая, чем 440А и 440В. Аналог — японская AUS-10. Стоит отметить, что 440С у испанских ножей более мягкая, чем у остальных европейцев.
5160
Профессиональная высококачественная пружинящая сталь. Очень прочна, хорошо держит РК. Популярна в изготовлении ножей для тяжелых работ.
52100
Подшипниковая сталь. Низкая прочность и стойкость к коррозии. Но хорошо держит заточку. Аналог — ШХ15. Широко применяется для изготовления охотничьих ножей.
8Cr13MoV
56-58 HRC. Ножевая сталь с высоким содержанием углерода, хрома, ванадия и молибдена. Страна изготовления — Китай. Хорошо держит заточку и хорошо затачивается. Используется «Spyderco». Близка к японской AUS-8.
8Cr14MoV
То же самое, что и 8Cr13MoV, но за счет повышенного содержания хрома более антикоррозионная. Многие китайсвкие реплики изготавливаются из этой стали.
9Cr14MoV
За счет большего содержания углерода чуть тверже, чем 8Cr13MoV. Широко используется на китайских репликах. Режет для ножей этой ценовой категории хорошо и легка в заточке.
А-2
60-62 HRC. Американская углеродистая самозакаливающаяся инструментальная сталь. Высокая прочность и способность держать заточку. Используется Крисом Ривом (Chris Reeve) в боевых ножах.
ATS-34
58-60 HRC. Высокотехнологичная нержавеющая сталь. Страна изготовления — Япония, Hitachi. Аналог 154СМ. Высокая жесткость. Одна из лучших сталей для ножей, достаточно дорогая. Используется в ножах «Spyderco» и «Benchmade».Также используется для изготовления бритвенных лезвий и лопаток реактивных турбин.
ATS-55
В отличии от ATS-34 не содержит молибден, соответственно более дешевая. Встречается у Spyderco.
AUS-4
54 HRC. Редкая нержавеющая дешевая сталь из-за низкого содержания углерода. Страна изготовления — Япония. Быстро теряет заточку, но легко затачивается. Аналог — 420-я сталь.
AUS-6
56 HRC. Нержавеющая сталь. Страна изготовления — Япония. Аналог 440А. Используется фирмой «Al Mar».
AUS-8
58 HRC. Нержавеющая ножевая сталь. Страна изготовления — Япония. Аналог 440В. Широко применяется благодаря хорошей износоустойчивости. Используется фирмой «Cold Steel».
AUS-10
60 HRC. Нержавеющая ножевая сталь. Страна изготовления — Япония. Аналог американской 440С, но из-за меньшего содержания хрома менее коррозионностойкая. Хорошая износоустойчивость.
Beta-ti Alloy
Титановый сплав. Водолазные и кухонные ножи.
BG-42
60-64 HRC. Японская нержавеющая сталь для ножей. Высокая жесткость, хорошо держит РК. Эту сталь в своих ножах «Sebenza» использует Крис Ривз (Chris Reeves).
Blue Paper Super
Легированная сталь. Производится в Японии. Идет на изготовление профессиональных поварских ножей.
Carbon V
Марка стали, владельцем которой является Cold Steel. По свойствам это ножевая сталь схожа с О-1 и 1095.
CowryX (RT-6)
63-67 HRC. Аморфный металлический коррозионностойкий сплав. Страна изготовления — Япония.
CowryY (CP-4)
61-64 HRC. Аморфный металлический коррозионностойкий сплав. Страна изготовления — Япония.
CPM 440V
Хорошая нержавеющая сталь для ножа. Хорошо держит РК, затачивается с трудом. Эту сталь использует Sean McWilliams/
D-2
60-62 HRC. Инструментальная ножевая сталь, которую также называют «полунержавейкой». Более коррозионностойкая, чем углеродистые стали, но до свойств «нержавейки» не дотягивает. Высокая прочность, хорошо держит заточку. Аналог — наша Х12МФ. Страна изготовления — Япония. Применяется в ножаж Bob Dozier, Benchmade. Оптимальна для универсального ножа. Не поддается окончательной полировке.
Хорошие ножи из D2 выпускает SteelClaw.
DAMASTEEL
Сталь, полученная методом порошковой металлургии. Не является сплавом.
ELMAX
Инструментальная сталь. Широко используется скандинавскими кузнецами.
GIN-1 (G-2)
Хорошая нержавеющая сталь для ножа. Достаточно редка. Используется в ножах«Spyderco».
Н-1
58 HRC. Нержавеющая сталь для ножа. Отличная коррозионная стойкость, хорошие режущие свойства, отлично держит заточку. Сложна в обработке. Используется обычно в ножах «Spyderco».
INFI
Эксклюзивная сталь для ножа, используется только фирмой «Busse».
Inox
54-57 HRC. Высокопрочная нержавеющая сталь для ножей. Повышенная коррозионная стойкость. Широко применяется фирмой «Opinel».
КК
Легированная сталь, Япония, Hitachi. Используется в производстве поварских ножей и бритв.
L-6
Сталь для ленточных пил. Высокая прочность, хорошо держит РК.
LAK41, LAK42
Ножевая сталь, используемая в производстве дешевых кухонных ножей.
М-2
61-66 HRC. Быстрорежущая инструментальная сталь, используемая в производстве ножей. Идеально держит заточку. Низкая коррозионная стойкость и чувствительность к ударным нагрузкам. Применяется для производства фрез и сверл. Используется компанией «Benchmade».
Marss 500
Нержавеющая сталь. Широко применяется на шведских ножах.
N690Co
58-60 HRC. Так называемая “Австрийская 440C”. От 440с отличается наличием кобальта и ванадия — благодаря этому улучшена коррозионная стойкость и более высокая твердость. Устойчива у ударным нагрузкам. Широко применяется в туристических ножах.
О-1
60-64 HRC. Хорошая углеродистая сталь масляной закалки для изготовления клинков. Несмотря на невысокую стоимость отличается хорошей прочностью. Применяется фирмой «Randall Made Knives». Легка в ковке. Быстро ржавеет.
Rostfrei
Нержавеющая сталь, Германия.
Sandvik 12C27
Шведская мартенситная, нержавеющая, хромистая сталь. Эластичная и гибкая сталь и в тоже время износостойкая. Хорошо затачивается даже в походных условиях “на коленке”. Достаточно чистая по посторонним примесям. Широко используется при производстве ножей Helle.
S-Star
Недорогая нержавеющая сталь, идет на изготовление кухонных ножей.
S30V (CPM S30V/S60V/S90V)
Нержавеющая мартенситная порошковая сталь для ножей. Разработана Крисом Ривом (Chris Reeve) и Диком Барбером (Dick Barber). Высокая прочность. Применяется многими производителями ножей. Высокая коррозионная стойкость и ударная вязкость. Все это семейство сталей хорошо держит заточку, особенно S60V и S90V. Но зато они более хрупки, чем S30V и их сложнее точить. Эти стали являются оптимальными для универсальных ножей. Другое название этих сталей — «металлическое стекло». Широко используются компаниями «Leatherman» и “Zero Tolerance”.
S30V – 58-61 HRC
Silver 1,3,5
Марка нержавеющей японской стали. Используется при изготовлении кухонных ножей и ножниц.
SRK-8
Инструментальная японская сталь. Как правило используется для изготовления сельскохозяйственных инструментов.
Stellite 6K
42-46 HRC
T508, Т113
Французские стали.
Vascower
Очень редкая сталь ввиду сложности обработки. Превосходная износостойкость
VG-10
59-61 HRC. Японская ножевая сталь. Заточку держит средне. Высокая коррозионная стойкость. Хорошо обрабатывается. Как правило идет на изготовление поварских ножей.
W1 W2
Углеродистая сталь, идет на изготовление напильников
ZDP-189
Порошковая ножевая сталь высшего качества. Страна изготовления — Япония, Hitachi. Аналогов у этой стали пока нет. Применяется в ножах premium-класса. Высокая стоимость. Очень сложна в заточке. Идеальна для ножей, которые предназначены исключительно для своей главной функции — для реза.
Отечественные стали для ножей:
100Х13М
Хромомолибденовая сталь. Применяется при изготовлении медицинского инструмента.
30ХГСА
Другое название — “хромансиль”. Высококачественная среднелегированная сталь. Создана советскими учеными в 40-х годах 20-го века для нужд авиации. Выдерживает высокую знакопеременную нагрузку. Превосходная ударная вязкость. Достаточно легка в термообработке. Идеальна для метательных ножей топоров.
40Х13
65Х13
95Х18
110Х18
Отечественные аналоги сталей 420 и 440. Наиболее широкое применение при изготовлении клинков — 95Х18. Достаточно прочная и гибкая, хорошо поддается и держит заточку. Коррозионносттойкая.
40Х13 — 53 HRC,
95Х18 — 57-60 HRC
65Х13 — хирургическая (медицинская) сталь. Из нее также выпускает ножи наш «Кизляр».
65Г
Конструкционная рессорно-пружинная сталь. Быстро ржавеет, плохо держит РК. Но превосходная ударная вязкость. Идеальна для ножей, предназначенных для рубки.
Р6М5
Быстрорежущая сталь. Применяется для изготовления полотен механических пил. Хорошо держит заточку, но хрупка. Низкая коррозионная стойкость.
У7-У16
Отечественная инструментальная сталь, используемая в изготовлении ножей. У7-У9 — стали повышенной вязкости, ножами из этих сталей можно спокойно рубить. У10-У13 — стали повышенной твердости, боятся ударных нагрузок. Все эти стали хорошо держат заточку. Коррозионно не устойчивы, коррозия проникает в глубь клинка.
Х12МФ
Легированная инструментальная штамповая сталь, используемая при изготовлении ножей. Хорошая коррозионная стойкость при тщательной полировке клинка. Отлично держит заточку. Стойкость к ударным нагрузкам — средняя.
ХВ5
65-67 HRC. «Алмазная сталь». Самая высокая твердость среди инструментальных сталей.ХВ5 (хромовольфрамовая сталь) относится к инструментальным легированным сталям, в промышленности из нее изготавливают режущий инструмент для обработки металлов повышенной твердости.
Алмазную сталь можно закалить до значений 68 HRC, но при такой твердости клинка возникнут некоторые проблемы с дальнейшей его заточкой, а также надо соблюсти баланс между твердостью и хрупкостью, поэтому клинки ножей из алмазки желательно термичить до 61-63 HRC.
Химический состав стали ХВ5 (%):
C (Углерод) — 1,25-1,45
Si (Кремний) — 0,15-0,35
Mn (Марганец) — 0,15-0,40
P (Фосфор) — ≤0,03
S (Сера) — ≤0,03
Cr (Хром) — 0,4-0,7
Mo (Молибден) — ≤0,5
Ni (Никель) — ≤0,35
V (Ванадий) — 0,15-0,30
Ti (Титан) — ≤0,03
Cu (Медь) — ≤0,03
W (Вольфрам) — 3,5-4,3
Fe (Железо) — основа
Алмазная сталь имеет красивую характерную фактуру и рисунок — на клинке видны светлые вкрапления — это карбиды вольфрама Fe3W3C (Fe2W2C).
Вопреки расхожему мнению, алмазная сталь не является коррозионностойкой, поэтому клинок после использования рекомендуется насухо протирать.
Конструкционная подшипниковая сталь, применяемая в изготовлении ножей. Хорошо держит заточку. Коррозионно не устойчива, ржавеет поверхностно. Аналог — 52100.
Твердость – главный показатель качества инструмента
Выбирая инструмент для работы, мы сталкиваемся с такой его характеристикой как твердость, которая характеризует его качество. Чем выше этот показатель, тем выше его способность сопротивляться пластической деформации и износу при воздействии на обрабатываемый материал. Именно этот показатель определяет, согнется ли зуб пилы при распиловке заготовок, или какую проволоку смогут перекусить кусачки.
Метод Роквелла
Среди всех существующих методов определения твердости сталей и цветных металлов самым распространенным и наиболее точным является метод Роквелла.

Метод Роквелла – определение твердости металла
Проведение измерений и определение числа твердости по Роквеллу регламентируется соответствующими документами ГОСТа 9013-59. Этот метод реализуется путем вдавливания в тестируемый материал инденторов – алмазного конуса или твердосплавного шарика. Алмазные инденторы используются для тестирования закаленных сталей и твердых сплавов, а твердосплавные шарики – для менее твердых и относительно мягких металлов. Измерения проводят на механических или электронных твердомерах.
Методом Роквелла предусматривается возможность применения целого ряда шкал твердости A, B, C, D, E, F, G, H (всего – 54), каждая из которых обеспечивает наибольшую точность только в своем, относительно узком диапазоне измерений.
Для измерения высоких значений твердости алмазным конусом чаще всего используются шкалы «А», «С». По ним тестируют образцы из закаленных инструментальных сталей и других твердых стальных сплавов. А сравнительно более мягкие материалы, такие как алюминий, медь, латунь, отожженные стали испытываются шариковыми инденторами по шкале «В».
Пример обозначения твердости по Роквеллу: 58 HRC или 42 HRB.
Впереди стоящие цифры обозначают число или условную единицу измерения. Две буквы после них – символ твердости по Роквеллу, третья буква – шкала, по которой проводились испытания.
(!) Два одинаковых значения от разных шкал – это не одно и то же, например, 58 HRC ≠ 58 HRA. Сопоставлять числовые значения по Роквеллу можно только в том случае, если они относятся к одной шкале.
Диапазоны шкал Роквелла по ГОСТ 8.064-94:
| A | 70-93 HR |
| B | 25-100 HR |
| C | 20-67 HR |
Слесарный инструмент

Инструменты для ручной обработки металлов (рубка, резка, опиливание, клеймение, пробивка, разметка) изготавливают из углеродистых и легированных инструментальных сталей. Их рабочие части подвергают закаливанию до определенной твердости, которая должна находиться в пределах:
| Ножовочные полотна, напильники | 58 – 64 HRC |
| Зубила, крейцмессели, бородки, кернеры, чертилки | 54 – 60 HRC |
| Молотки (боек, носок) | 50 – 57 HRC |
Монтажный инструмент

Сюда относятся различные гаечные ключи, отвертки, шарнирно-губцевый инструмент. Норму твердости для их рабочих частей устанавливают действующие стандарты. Это очень важный показатель, от которого зависит, насколько инструмент износостоек и способен сопротивляться смятию. Достаточные значения для некоторых инструментов приведены ниже:
| Гаечные ключи с размером зева до 36 мм | 45,5 – 51,5 HRC |
| Гаечные ключи с размером зева от 36 мм | 40,5 – 46,5 HRC |
| Отвертки крестовые, шлицевые | 47 – 52 HRC |
| Плоскогубцы, пассатижи, утконосы | 44 – 50 HRC |
| Кусачки, бокорезы, ножницы по металлу | 56 – 61 HRC |
Металлорежущий инструмент

В эту категорию входит расходная оснастка для обработки металла резанием, используемая на станках или с ручными инструментами. Для ее изготовления используются быстрорежущие стали или твердые сплавы, которые сохраняют твердость в холодном и перегретом состоянии.
| Метчики, плашки | 61 – 64 HRC |
| Зенкеры, зенковки, цековки | 61 – 65 HRC |
| Сверла по металлу | 63 – 69 HRC |
| Сверла с покрытием нитрид-титана | до 80 HRC |
| Фрезы из HSS | 62 – 66 HRC |
Примечание: Некоторые производители фрез указывают в маркировке твердость не самой фрезы, а материала, который она может обрабатывать.
Крепежные изделия

Существует взаимосвязь между классом прочности крепежа и его твердостью. Для высокопрочных болтов, винтов, гаек эта взаимосвязь отражена в таблице:
Если для болтов и гаек главной механической характеристикой является класс прочности, то для таких крепежных изделий как стопорные гайки, шайбы, установочные винты, твердость не менее важна.
Стандартами установлены следующие минимальные / максимальные значения по Роквеллу:
| Стопорные кольца до Ø 38 мм | 47 – 52 HRC |
| Стопорные кольца Ø 38 -200 мм | 44 – 49 HRC |
| Стопорные кольца от Ø 200 мм | 41 – 46 HRC |
| Стопорные зубчатые шайбы | 43.5 – 47.5 HRB |
| Шайбы пружинные стальные (гровер) | 41.5 – 51 HRC |
| Шайбы пружинные бронзовые (гровер) | 90 HRB |
| Установочные винты класса прочности 14Н и 22Н | 75 – 105 HRB |
| Установочные винты класса прочности 33Н и 45Н | 33 – 53 HRC |
Относительное измерение твердости при помощи напильников
Стоимость стационарных и портативных твердомеров довольно высока, поэтому их приобретение оправдано только необходимостью частой эксплуатации. Многие мастеровые по мере надобности практикуют измерять твердость металлов и сплавов относительно, при помощи подручных средств.
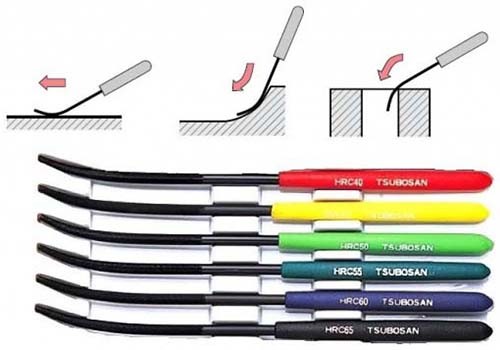
Измерение твердости при помощи напильников
Опиливание образца напильником – один из самых доступных, однако далеко не самый объективный способ проверки твердости стальных деталей, инструмента, оснастки. Напильник должен иметь не затупленную двойную насечку средней величины №3 или №4. Сопротивление опиливанию и сопровождающий его скрежет позволяет даже при небольшом навыке отличить незакаленную сталь от умеренно (40 HRC) или твердо закаленной (55 HRC).
Для тестирования с большей точностью существуют наборы тарированных напильников, именуемые также царапающий твердомер. Они применяются для испытания зубьев пил, фрез, шестерен. Каждый такой напильник является носителем определенного значения по шкале Роквелла. Твердость измеряется коротким царапанием металлической поверхности поочередно напильниками из набора. Затем выбираются два близко стоящие – более твердый, который оставил царапину и менее твердый, который не смог поцарапать поверхность. Твердость тестируемого металла будет находиться между значениями твердости этих двух напильников.
Переводная таблица твердости
Для сопоставления чисел твердости Роквелла, Бринелля, Виккерса, а также для перевода показателей одного метода в другой существует справочная таблица:
| Виккерс, HV | Бринелль, HB | Роквелл, HRB |
| 100 | 100 | 52.4 |
| 105 | 105 | 57.5 |
| 110 | 110 | 60.9 |
| 115 | 115 | 64.1 |
| 120 | 120 | 67.0 |
| 125 | 125 | 69.8 |
| 130 | 130 | 72.4 |
| 135 | 135 | 74.7 |
| 140 | 140 | 76.6 |
| 145 | 145 | 78.3 |
| 150 | 150 | 79.9 |
| 155 | 155 | 81.4 |
| 160 | 160 | 82.8 |
| 165 | 165 | 84.2 |
| 170 | 170 | 85.6 |
| 175 | 175 | 87.0 |
| 180 | 180 | 88.3 |
| 185 | 185 | 89.5 |
| 190 | 190 | 90.6 |
| 195 | 195 | 91.7 |
| 200 | 200 | 92.8 |
| 205 | 205 | 93.8 |
| 210 | 210 | 94.8 |
| 215 | 215 | 95.7 |
| 220 | 220 | 96.6 |
| 225 | 225 | 97.5 |
| 230 | 230 | 98.4 |
| 235 | 235 | 99.2 |
| 240 | 240 | 100 |
| Виккерс, HV | Бринелль, HB | Роквелл, HRC |
| 245 | 245 | 21.2 |
| 250 | 250 | 22.1 |
| 255 | 255 | 23.0 |
| 260 | 260 | 23.9 |
| 265 | 265 | 24.8 |
| 270 | 270 | 25.6 |
| 275 | 275 | 26.4 |
| 280 | 280 | 27.2 |
| 285 | 285 | 28.0 |
| 290 | 290 | 28.8 |
| 295 | 295 | 29.5 |
| 300 | 300 | 30.2 |
| 310 | 310 | 31.6 |
| 320 | 319 | 33.0 |
| 330 | 328 | 34.2 |
| 340 | 336 | 35.3 |
| 350 | 344 | 36.3 |
| 360 | 352 | 37.2 |
| 370 | 360 | 38.1 |
| 380 | 368 | 38.9 |
| 390 | 376 | 39.7 |
| 400 | 384 | 40.5 |
| 410 | 392 | 41.3 |
| 420 | 400 | 42.1 |
| 430 | 408 | 42.9 |
| 440 | 416 | 43.7 |
| 450 | 425 | 44.5 |
| 460 | 434 | 45.3 |
| 470 | 443 | 46.1 |
| 490 | – | 47.5 |
| 500 | – | 48.2 |
| 520 | – | 49.6 |
| 540 | – | 50.8 |
| 560 | – | 52.0 |
| 580 | – | 53.1 |
| 600 | – | 54.2 |
| 620 | – | 55.4 |
| 640 | – | 56.5 |
| 660 | – | 57.5 |
| 680 | – | 58.4 |
| 700 | – | 59.3 |
| 720 | – | 60.2 |
| 740 | – | 61.1 |
| 760 | – | 62.0 |
| 780 | – | 62.8 |
| 800 | – | 63.6 |
| 820 | – | 64.3 |
| 840 | – | 65.1 |
| 860 | – | 65.8 |
| 880 | – | 66.4 |
| 900 | – | 67.0 |
| 1114 | – | 69.0 |
| 1120 | – | 72.0 |
Примечание: В таблице приведены приближенные соотношения чисел, полученные разными методами. Погрешность перевода значений HV в HB составляет ±20 единиц, а перевода HV в HR (шкала C и B) до ±3 единиц.
При выборе инструмента желательно предпочесть модели известных производителей. Это дает уверенность в том, что приобретаемый продукт изготовлен с соблюдением технологий, а его твердость отвечает заявленным значениям.
