
Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Создание трубопроводов в жилых и общественных зданиях – одна из самых важных частей жизнеобеспечения. При этом часто используют прочные и надежные трубы из полипропилена, обладающие большой долговечностью – но только при условии правильной разводки коммуникаций и правильного соединения элементов.
Основные методы работы
Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения.
Возможна пайка полипропиленовых труб:
В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика.
Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня.
Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки.
Основные положения процесса показаны в мастер-классе.
Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.

Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.

В промышленных условиях используют не настольные, а напольные аппараты для сварки.

Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
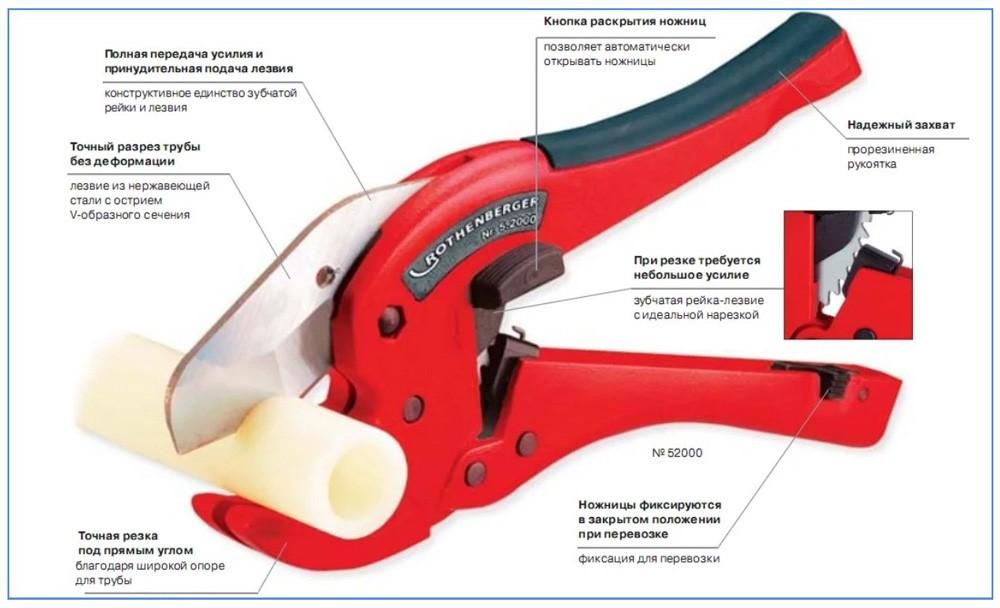
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.

Чтобы труба лучше входила в фитинг, с нее необходимо снять фаску. Это можно сделать вручную, но удобнее – с помощью фаскоснимателя.

Для изделий с небольшим диаметром можно использовать ручную модель.

Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.


Особенности труб, учитываемые при монтаже
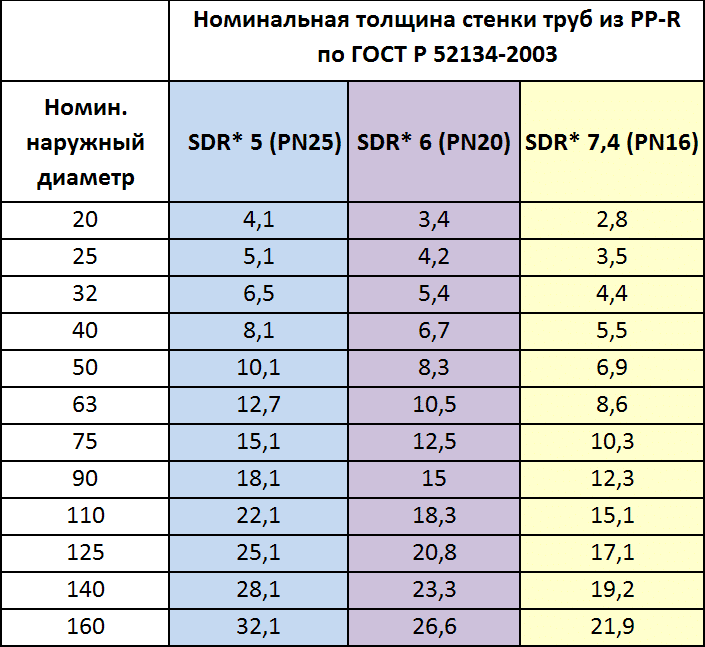
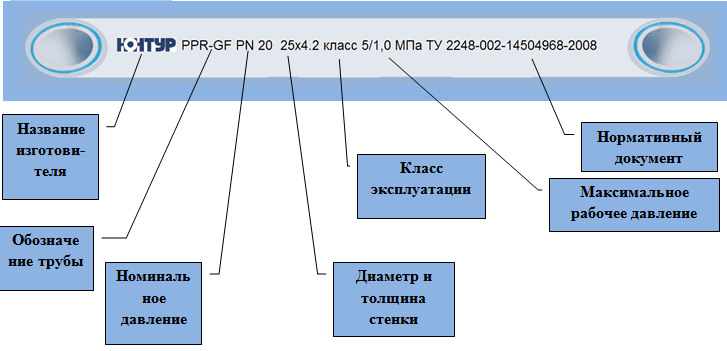
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
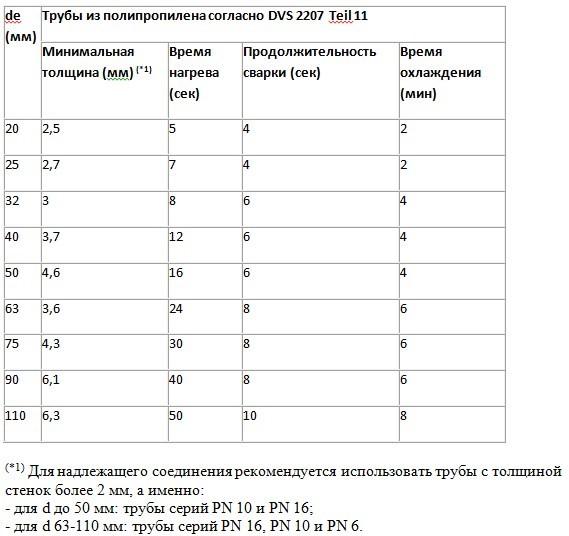
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.

Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.

На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.

В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Как паять полипропиленовые трубы
Рассмотрим процесс на примере создания водопровода в квартире.
Важно: убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Нарушение правильности окружности, неравномерный нагрев фрагментов приведут к плохому качеству спайки.
Для этого используются изделия с номинальными диаметрами 20…63 мм, так что достаточно будет ручного инструмента:
- аппарата для сварки вручную полипропиленовых труб с тефлоновыми насадками 14…63 мм;
- ручной фаскосниматель (принципы работы с ним показаны в видео);
Как выполняется сварка и подготовка полипропиленовых труб:
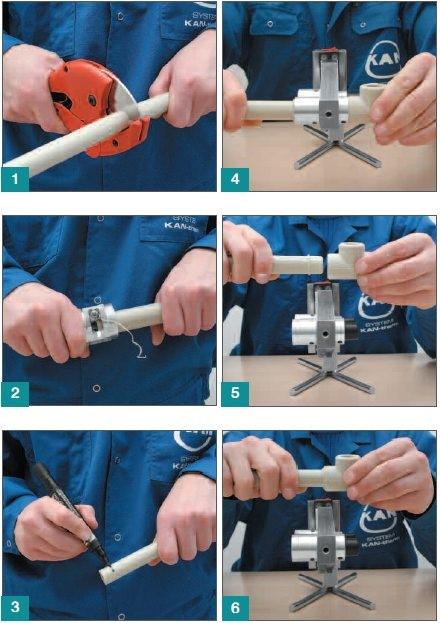
- устанавливается сварочный аппарат, подбираются нагревательные насадки. Перед использованием их обязательно протирают для удаления остатков предыдущей пайки, обезжиривают, как и сами детали коммуникаций;
- размечаются участки трубопровода для пайки, обрезаются до нужной длины;
- снимают фаску с трубы;
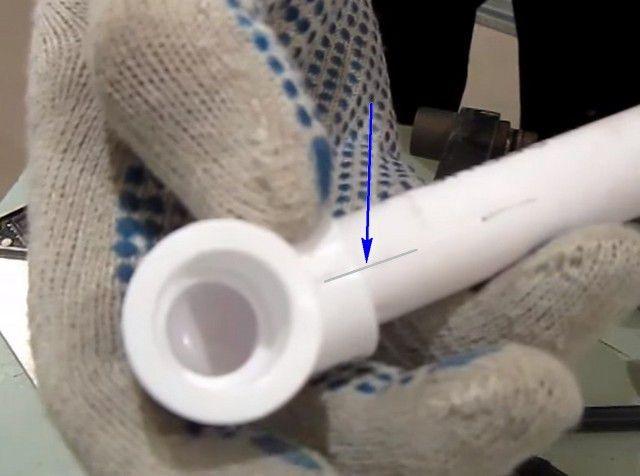
- обозначают ширину сварочного пояса – участка, который будет входить в фитинг. Важно – необходимо загнать трубу в посадочное отверстие фитинга до упора. В противном случае между соединяемыми трубами остается зазор, плохо влияющий на дальнейшую эксплуатацию трубопровода. Если необходимо соединить детали в определенном положении (например, для получения прямого угла между двумя уже частично собранными участками), также ставятся метки для правильного сопряжения;
- для армированных труб удаляют верхний слой ровно на ширину сварочного пояса;
- включают аппарат для нагрева. В зависимости от температуры в помещении, для этого потребуется 10…15 мину (поэтому можно вначале включить паяльник, а потом выполнять пункты 2…5). Температуру сварки выставляют 260 градусов, дожидаются включения зеленого индикатора паяльника – это означает, что оптимальный нагрев достигнут;
- устанавливают трубу и фитинг на нагретые насадки. Длительность нагрева выбирается согласно диаметру изделия и толщине стенки;
- нагретые детали плавным движение ОДНОВРЕМЕННО снимают с насадок и соединяют. Необходимо вдвигать трубу в фитинг без прокручивания и резких толчков;
- выдерживают необходимое время первичной спайки и оставляют соединенные элементы до полного остывания (2…15 минут).
Важно: при нагреве полипропиленовые трубы выделяют токсины! Необходимо обеспечить качественную вентиляцию помещения, не направляя при этом воздушный поток непосредственно на область нагрева – детали могут разогреваться неравномерно.
На рисунке 4 показано, как в разрезе выглядят фрагменты трубопровода после пайки полипропиленовых труб небольшого диаметра своими руками – видимые швы или неоднородность материала отсутствуют.

Нюансы работы: как паять пластиковые трубы без проблем
Приведенная выше инструкция описывает общие положения работы по свариванию полипропиленовых труб. Но есть интересные моменты, которые могут поставить в тупик неопытного мастера.
Работаем на верстаке и «по месту»
Далеко не все узлы будущего трубопровода можно спаять с удобствами, на подготовленном верстаке. Конечно, следует максимум работ проводить именно там, и дело вовсе не в личном комфорте мастера – так меньше риск неправильного соединения элементов. Но иногда требуется спаять детали «по месту», поэтому лучше заранее разметить схему будущих коммуникаций на стене, полу или потолке, закрепить клипсы, которые будут удерживать трубы в нужном положении.

Крепим сварочный аппарат
При вставке и извлечении нагреваемых элементов настольный, никак не закрепленный «утюг» будет дергаться в разные стороны. Это приводит как к проблемам с извлечением фрагментов, так и к ожогам (при попытке удержать падающий аппарат), и к его поломке.
Поэтому лучше зафиксировать паяльник на верстаке или рабочем столе любым доступным способом – с помощью «родной» или добавленной в конструкцию струбцины, саморезов и так далее.

Зачистка обязательна!
Один из ярких примеров – состыковка изделий, армированных алюминием не снаружи, а в середине стенки.

Чтобы правильно паять такие полипропиленовые трубы, необходимо зачистить слой алюминия – но как это сделать, если он находится между слоями пластика, а не снаружи?
Для этого существует специальный торцевательный инструмент, позволяющий удалить алюминиевую фольгу именно между слоями.


Режущие кромки, «выскабливающие» фольгу, смещены к центру изделия. Благодаря этому алюминий удаляется, пластик остается на месте – труба готова к свариванию.

На фото показано, как выглядит стык между подготовленными (справа) и не подготовленными (слева) фрагментами. Хорошо заметно, что в первом случае спайка получилась плотной, во втором явно видно расслоение. При недолгом использовании данный дефект не имеет значения, но для трубопроводов, по которым подается горячая вода (от бойлера или отопительного котла) возможна разгерметизация и выход коммуникаций из строя.
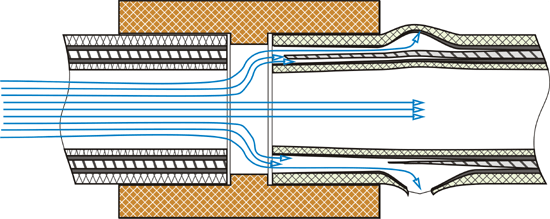
Схема демонстрирует последствия неплотного стыка двух вроде бы сваренных труб, расслоение изделия и вздутие внешнего слоя полипропилена в процессе эксплуатации.
Важно: трубы, армированные стекловолокном, не нуждаются в зачистке! Это связано с тем, что принятая для полипропилена температура сварки позволяет расплавлять до возможности диффузии и стекловолокно.

Правильный рез
Иногда пользователям кажется, что срез трубы по косой – под углом 45 градусов – сможет увеличить площадь контакта и тем самым усилить сварной шов. Это на самом деле так, но при подобном варианте обрезки возникают проблемы:
- с соосностью деталей – трудно правильно соединить отрезки трубы внутри муфты, неизбежно возникает зазор;
- с нагревом свариваемых участков – косой срез не позволяет полностью надеть на нагревательный элемент нужный фрагмент изделия. Один край нагревается слабее, другой сильнее.
Последний узел не сваривается!
Так бывает, если неопытный сварщик неточно рассчитал длины и расположение фрагментов трубопровода. Когда нет возможности вставить между двумя последними свариваемыми элементами дорн с насадками и муфту, можно решить вопрос иначе – вварить в подлежащие соединению элементы металлические вставки.

Такая резьбовая пара с накидной гайкой позволяет прочно и качество скрепить два фрагмента и при этом вваривается без особых проблем.
Не гонялся бы ты, поп, за дешевизною…
Попытка сэкономить при покупке труб и фитингов чревата протечками и вздутиями труб в дальнейшем, поэтому лучше приобретать продукцию проверенных производителей.
Необходимо также отказаться от совмещения изделий разных фирм – небольшая разница в составе или технологии производства товаров иногда приводит к критическим проблемам в готовых коммуникациях.
Другие ошибки
Среди наиболее «популярных» ошибок часто встречаются:
- чрезмерный нагрев элементов. В результате труба сильно деформируется и закрывает просвет муфты, мешая тем самым свободному течению воды в водопроводе;
- отказ от обезжиривания поверхностей и/или зачистки. При этом диффузия происходит не по всей поверхности, остаются «островки», где пластик не сплавился. Результат – выход соединения из строя при повышении давления или температуры;
- не удалена вода (при ремонте эксплуатируемого водопровода). Сделать это можно с помощью ветоши и теплого (не горячего!) потока воздуха из бытового или строительного фена;
- неплотное соединение. Так бывает, если труба вставлена в фитинг не полностью или диаметры не совпадают.
Еще одна распространенная ошибка неопытных мастеров – отказ от защитных перчаток. Высокая температура нагрева полипропилена ОБЯЗАТЕЛЬНО требует защиты рук, при этом желательно использовать перчатки из натуральных материалов – лучше замши. Они не стесняют движения и при этом не начинают тлеть при нагреве, в отличие от хлопковых. Резиновые и прорезиненные перчатки использовать нельзя!
Более детально типичные ошибки рассмотрены в видео «Как не надо паять полипропиленовые трубы».
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.

После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже. Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя.
Заключение
При соблюдении технологии сварки и правильном выборе полипропиленовых труб для домашних коммуникаций проблемы с подачей горячей и холодной воды можно решить на 25-50 лет – это рекомендуемый производителями срок использования изделий.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
- полипропилен подогревают прибором до состояния вязкой текучести, соблюдая предписания в инструкции к оборудованию;
- паяют изделия из одинакового материала, не следует соединять детали из полипропилена с разной маркировкой, прочность соединения будет нарушена;
- стыковку торцов и фитингов выполняют плотно, не допуская зазоров, искажений, плотное прилегание обеспечивается шлифовкой обрезанного края труб наждачной бумагой;
- полипропилен быстро застывает, выравнивание возможно в течение нескольких секунд, после застывания исправить дефект будет невозможно.
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Видео описание
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
Видео описание
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
Видео описание
О секретах подгонки труб в этом видео:

Заключение
Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Видео мастер-класс, как паять пластиковые трубы

Знаете ли вы, что отопительную и водопроводную систему можно монтировать своими руками? Но ведь нужно соединять пластиковые трубы, скажите вы. Да, для монтажа пластиковых трубопроводов нужно знать правила их пайки и иметь специальное оборудование.
Для общего представления об этой процедуре вам поможет мастер-класс, который рассказывает о том, как паяют пластиковые трубы. Видео показывает наглядную пайку пластиковых труб, а статья описывает процесс и его особенности.
Трубопровод из пластика своими руками
Пайка отопительной системы своими руками — звучит заманчиво, кроме того, это колоссальная экономия, ведь подобные услуги не из дешевых. Но чтобы в работе с настоящим отопительным или водопроводным проектом не сделать роковых ошибок, можно потренироваться заранее, так сказать «набить руку».
Что нужно приобрести для начала работ
Для начала приобретите трубу, фитинги и уголки — для тренировки можно самые недорогие. Кстати, все элементы системы должны быть одной марки, так как изделия разных производителей могут отличаться по пластичности. Для пайки применяют специальное оборудование, научиться пользоваться которым можно и самостоятельно.
Необходимые инструменты и приборы:

- Специальный паяльник для пластиковых труб;
- Насадки для пайки нужного диаметра – зачастую это 20-ка;
- Ножницы для пластиковых труб;
- Газовые ключи номерами от 0 до 3;
- ФУМ-лента (для соединения фитингов);
- Маркер или карандаш;
- Рулетка.
Главное приспособление для пайки пластика– это электросварочный аппарат для пластиковых конструкций или, проще говоря, паяльник. Его можно взять напрокат или купить, особенно если вам предстоят работы по водопроводу и отоплению. В конце концов, после окончания всех работ его можно просто успешно продать.
Характеристики пластиковых труб
Для того чтоб смонтировать правильную отопительную или водопроводную систему правильно, нужно не только знать правила пайки, но и знать некоторые параметры труб.
Существуют следующие виды полипропиленовых труб:
- PN 10 – труба с тонкими стенками и рабочим давлением в 1 Мпа. Они прекрасно подходят для системы «теплый пол», где температура воды около 45 °С или холодной линии водопровода;
- PN 16 – применяется для отопительных систем с не очень высоким давлением и тех же холодных водопроводных веток;
- PN 20 – универсальная водопроводная с давлением в 2 МПа. Подходит для обустройства как холодных водопроводных трубопроводов, так и горячих – до 80 °С;
- PN 25 – труба с алюминиевой вставкой и рабочим давлением в 2,5 МПа. Наилучший варианты для отопительных систем и горячей ветки водопровода – до 95 °С.
Теперь вы можете легко определить, какую именно марку труб брать для того или иного проекта.
Пошаговое описание пайки пластиковых труб

Чтобы начать работу по пайке, правильным решением будет тщательно изучить инструкцию к паяльному аппарату. Сам процесс пайки происходит при очень высоких температурах. Чтобы знать, как правильно паять пластиковую трубу, ознакомьтесь с требуемые температурами:
- 220 °С для полиэтиленовых изделий;
- 260 °С для полипропиленовых изделий.
Важно! Рассчитайте схему трубопровода так, чтобы большинство соединений можно было сделать на паяльнике, установленном стационарно. Это намного удобнее, нежели работать на весу.
Итак, пошаговое описание процесса пайки:
- Распланируйте, отмерьте и нарежьте нужные отрезки труб специальными ножницами, а также приготовьте фитинги и уголки;
- Паяльник с подставкой удобнее всего разместить на рабочем столе. Теперь нужно установить насадки по размеру трубы и фитинга на нагревательный элемент. На специальной подставке закрепляются насадки по порядку их применения, чтобы во время работы не нужно было их долго искать;
- Паяльник нужно включить в сеть и выставить нужную температуру с помощью регулятора. Прежде чем приступать к работе, нужно дождаться полного прогрева паяльника, иначе качественных швов не получится;
- Нагрев занимает около 20-ти минут, об этом оповещает светодиодная лампочка;
Внимание! Работайте с паяльником в перчатках, чтобы избежать ожогов, что неизбежно на первых порах.

- Теперь необходимо произвести замеры глубины фитинга и отметить от конца трубы это же расстояние. Это избавит вас от проблем продавливания разогретой трубы в фитинг. В дальнейшем, когда у вас будет опыт хотя бы несколько удачных соединений, вы сможете интуитивно чувствовать упор в стенку фитинга и обходится без этих пометок;
- Чтобы труба входила в фитинг легко, сделайте ее конце фаску при помощи фаскоснимателя. В армированных вариантах, где фольга находится сверху, нужно снять алюминиевую фольгу до уровня отметки;
- Все отрезки, которые будут соединяться, обработайте спиртом или ацетоном для обезжиривания и удаления грязи;
- Трубу и фитинг вставьте одновременно в раскаленную насадку паяльника для прогрева. Чтобы не ошибиться со временем, нужно пользоваться таблицей прогрева. Имея некоторый опыт, это время можно будет определять «на глаз»;
Температура. Не проводите работы по пайке пластика при минусовой температуре.
- Прогретую трубу вставьте в прогретый фитинг, производя уверенное поступательное движение, но ничего не проворачивая. Нужно выждать время для спайки пластика и оставить эту конструкцию до полного остывания.
- Фитинги с резьбовыми соединениями нужно заделывать ФУМ-лентой при скручивании.
Тефлон. После каждой пайки двух деталей проверяйте насадки паяльника на остатки пластика. Его нужно удалить деревянным предметом, но ни в коем случае не металлическим скребком. Так можно испорить прибор, и пластик будет прилипать к насадкам, ведь они имеют тефлоновое покрытие.
Как видите, ничего сложного в этом процессе нет, но все-таки некоторая осведомленность и сноровка нужна. Ознакомившись с видео, пошаговым описание пайки и приведенными советами, а также найдя несколько ненужных отрезков, вы можете потренироваться в пайке. Если выполняя настоящие соединения системы, вы почувствуете неладное, то лучше все срезать и спаять заново. Хорошо спаянные трубы прослужат действительно очень долго, как и обещают производители.
Сварка полипропиленовых труб своими руками для начинающих — видео инструкции

Сварка полипропиленовых труб получила широкое распространение. Трубный прокат из пластика из-за невысокой стоимости и простоты установки прочно занял позиции лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не такие прочные, как аналоги из металла, тем не менее, большинство отдает предпочтение именно пластику. Немаловажную, а иногда и решающую роль при выборе играет простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали дает возможность соорудить надежную и прочную конструкцию за считанные минуты.
Как правильно паять полипропиленовый трубопрокат — общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Смотреть видео урок для начинающих — как паять полипропиленовые трубы
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».

Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков — как правильно паять
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как долго греть

Перед тем, как приступать к сварке пластиковых магистралей, сварочник нужно расположить в удобном месте и прочно укрепить. Затем можно установить насадки. Только теперь оборудование можно подключать к питанию. Далее аппарат должен нагреться. На это понадобиться приблизительно минут десять.
Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки мастера должны быть свободными для скрепления прогретых деталей.
Как паять — описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
Для горячего аппарата рекомендуют обустроить подставку, потому, что руки начинающего мастера должны быть свободными. Иначе сварить конструкцию будет невозможно.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.

Как грамотно паять — важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Пайка полипропиленовых труб в труднодоступных местах- Советы +Видео

Пластиковые трубы используются все чаще металлических, поскольку обладают неоспоримыми преимуществами, к которым относятся более длительный период эксплуатации – до 50 лет для полипропиленовых труб, а также высокие звукоизоляционные характеристики, стойкость к температурным скачкам, невысокая электро- и теплопроводность.

ПВХ трубы популярны еще и потому, что очень прочны, надежны и просты в монтаже.
Первоначально такие изделия не паяли. Трубопроводы из полипропилена соединяли с помощью склеивания особыми клеями.
В некоторых странах мира трубы из полипропилена с малым диаметром, которые используют внутри помещений, и сегодня соединяют, склеивая.
Однако надежнее и проще такой метод крепления, как паяние. Из этой статьи вы узнаете, как паять полипропиленовые трубы своими руками.
А чтобы вы лучше понимали технологию работ, рекомендуем читать статьи и смотреть видео, как паять полипропиленовые трубы.
Необходимые инструменты
Для паяльных работ потребуются:
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Как паять полипропиленовые трубы с паяльником и без?

Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника

Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.

Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.

И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Любой паяльник комплектуется парными насадками разного диаметра и подставкой.

Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.

При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки.
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
Резка труб

Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
При какой температуре нужно паять полипропиленовые трубы?
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.

Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.

- Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений. Важно, чтобы по внешнему виду паяльный шов был ровным.

Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?

В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
Разница в работах лишь в том, что на металле надо резать резьбу и следует уплотнять соединение вручную во избежание протечек. В качестве уплотнителя лучше всего использовать паклю или сантехническое лен-волокно. Этот материал доступен по цене и эффективно уплотняет соединение.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.

Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Но если у спаянных труб обнаруживают течь, воду перекрывают, а уязвимое соединение труб переделывают, предварительно срезав. Перед запаиванием трубы протирают насухо, чтобы не поломать паяльник и хорошо прогреть полипропилен.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.

Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео

Использование пластика вместо металла для организации водопровода не только делает конструкцию легче. Соединение пластиковых изделий не требует сложного оборудования и профессиональной квалификации, оборудование для пайки полипропиленовых труб доступно по цене и несложно в эксплуатации. Особое внимание нужно уделять подготовке изделий, а также сварке армированных трубопроводов.
Полипропилен: особенности материала для трубопроводов

Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода – полипропилен (PP) – имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.

Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
Армированные PP-трубы
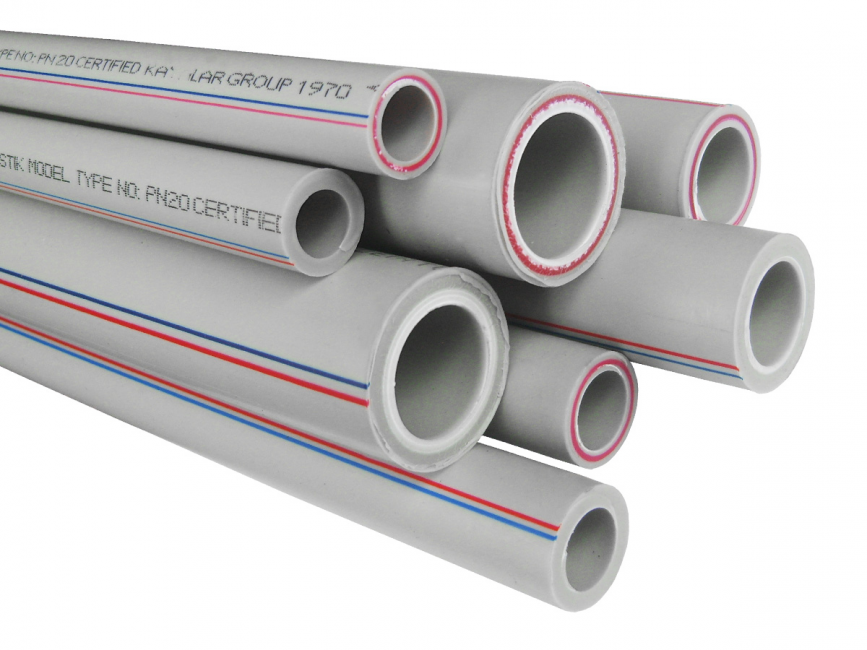
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования – снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
- Алюминиевую фольгу
- Стекловолокно
Армирующий слой может располагаться снаружи или между слоями пластика. Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Как варить трубы из полипропилена

Торцеватель для армированной трубы
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
- Обрезка. Используют нож, не сминающий изделие. Если свариваются трубы диаметром более 40 мм, при муфтовом методе делают скос 45 градусов на конце
- Обезжиривание поверхности. При некачественном обезжиривании возможно образование “островков отторжения”, на которых не происходит соединение двух элементов
- Замер глубины вставки трубы в фитинг. Недопустимы как неполная вставка, так и приложение излишних усилий, в результате которого часть полимера выдавливается из места соединения и сужает внутренний диаметр
Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
Таблица времени пайки труб из полипропилена:
Оборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата – “утюг” – объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка – объемы работ и скорость

При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Использование профессионального оборудования при организации домашнего водопровода рекомендуется, если оно есть в наличии у подрядчика или у самостоятельного ремонтника есть возможность получить его бесплатно или по низкой стоимости.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Ошибки при варке труб своими руками

Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов. Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции

Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки

Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
На что обратить внимание, планируя разводку труб в квартире или доме

Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами. Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
