
Технология и применение гидроабразивной резки
Метод гидроабразивной резки материалов применяется уже почти полвека в самых разных отраслях. В машиностроении, аэрокосмической и авиационной промышленностях, в инструментальном производстве этот способ стал незаменимым.
Технология резки
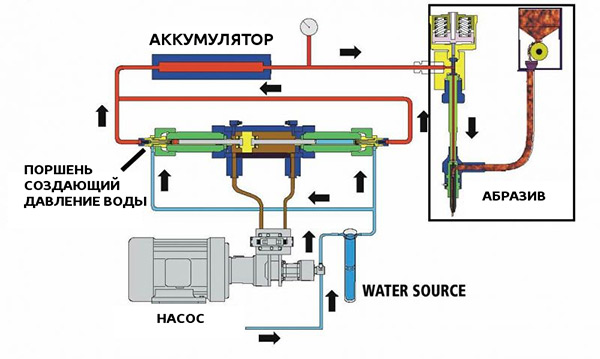
Смысл гидроабразивного метода заключается в подаче на обрабатываемый объект тонкой водной струи, смешанной с мелкими частичками абразива (зерна электрокорунда, карбид кремния, гранатовый песок и др.). Вода нагнетается насосом до чрезвычайно высокого давления (от 1000 до 6000 атмосфер), затем проходит через сопло установки со сверхвысокой скоростью (от 900 м/с) и вымывает частички обрабатываемого материала из зоны резки.
Скорость разрушения зависит от формы, размера, массы и твердости частиц абразива, угла удара, а также физико-технических свойств материала, подвергающегося обработке. Такой способ позволяет обрабатывать самые разные материалы: стекло, пластик, металл, камень, композитные составы, резину, дерево и др. Диапазон подвластных гидроабразивному резанию толщин достаточно широк — от 0,1 до 300 мм и даже больше. Благодаря наличию поворотной рабочей головки возможно осуществлять 3D-резку изделий. Основные принципы технологии на видео:
Станки и оборудование для гидроабразивной резки
Оборудованием для гидроабразивной резки является специальный станок, имеющий в составе несколько конструктивных элементов. Все они необходимы для обеспечения качественного, точного и быстрого раскроя в соответствии с имеющимся рабочим чертежом. Каждая рабочая установка комплектуется следующими устройствами:
- Насос высокого давления. От него зависит скорость выходящей из сопла воды (скорость обработки).
- Регулятор мощности. Широкие настройки позволяют применять абразивные смеси разного состава и подавать их под различным давлением. Это делает возможным обрабатывать заготовки разной твердости и толщины.
- Различные сопла (дюзы). Заменяются в зависимости от состава смеси абразивного порошка с водой и характеристик обрабатываемого объекта (толщина и плотность).
- Смеситель. Данное оборудование считается важнейшим узлом гидроабразивного станка, работа которого определяет равномерность пропорций и конечное качество подаваемой смеси. От этого зависит итог процесса резки (точность и отсутствие сколов).
- Система водоподготовки. Свойства воды оказывают непосредственное влияние на качество абразивной смеси и конечный результат резки гидроабразивным методом. Жидкость предварительно фильтруют и очищают от примесей.
- Автоматика. Благодаря автоматическим системам режущая рабочая головка самостоятельно меняет угол наклона дюзы в зависимости от качественных характеристик обрабатываемого предмета.
Установки для резки металла можно оснащать дополнительно: сверлильным узлом, лазерной системой позиционирования и высотного контроля, системой удаления шлама, подачи абразива и автоматической смазки.
Виды гидроабразивных станков и особенности их применения
Станки для водоструйной резки бывают 2 типов:
- стационарные;
- портативные.
Стационарные гидроабразивные станки имеют разные принципы ручного или программного управления всеми параметрами.
В устройствах с ручным управлением вручную выставляются все параметры обработки (угол наклона, давление и пр.), они просты в управлении и обслуживании. На них можно производить качественную и точную резку изделий, имеющих простые геометрические формы.
На гидроабразивном оборудовании с ЧПУ с высочайшей точностью изготавливаются детали большой толщины и разных уровней сложности, имеющие качественную поверхность обрабатываемого среза. Расход материалов при этом будет минимальным. Для каждого изделия разрабатывается индивидуальное программное обеспечение, учитывающее параметры процесса резки: давление водной струи, состав абразивной смеси и пр.
Портативные устройства являются передвижными. Они применяются в пожароопасных отраслях (газовой, нефтяной), так как не дают искры во время работы. Такое оборудование незаменимо при строительстве колодцев, тоннелей, а также проведении работ с опасными трубопроводами.

Советы по эксплуатации станков ГАР
Применение гидроабразивного метода требует соблюдения нескольких правил эксплуатации и обслуживания:
- перед началом работ и включением оборудования необходимо осуществить его визуальный осмотр;
- работы производить только при плюсовых температурах;
- производить закупки запасных частей и абразивных материалов (гранатового песка) исключительно у проверенных и надежных производителей;
- внимательно контролировать рабочее давление;
- сохранять резервные копии всего ПО (программного обеспечения);
- при установке и замене сопла необходимо соблюдать особую аккуратность;
- запуская струю, убедиться в отсутствии посторонних предметов в рабочей зоне.
Безопасность при работе на гидроабразивном станке
Технология с использованием абразива и воды является практически самым безопасным способом обработки. Однако для исключения травматизации при абразивной резке металла струей воды необходимо соблюдать некоторые правила:
- Беречь руки. Не приближаться к рабочей зоне во время резки.
- Защищать глаза: надевать специальные пластиковые очки.
- Использовать наушники или беруши.
Принцип действия и конструкция станков водно-абразивной резки
Оборудование для резки водой под давлением функционирует по следующему принципу:
- проходя через сопло, вода образует струю, имеющую диаметр около 0,3 мм, которая затем поступает в камеру смешивания;
- в смесительную камеру одновременно поступает абразив, где соединяется с водой;
- полученная смесь поступает в другое сопло, имеющее диаметр от 0,6 до 1,2 мм;
- из второго сопла струя может вырываться со скоростью до 1000 м/с;
- струя смеси ударяется об обрабатываемый объект и разрезает его.
На станине жестко закреплена ванна (наполненная водой), с расположенными на дне опорами для размещения и фиксации заготовки (сетка, штыри, ребра). Режущая головка способна перемещаться в 3 плоскостях, может смещаться с изменением угла наклона и вращаться вокруг оси.

В результате работы гидроабразивного станка образуются производственные отходы (абразив, частицы материала), которые оседают на дно ванны. Отсюда они удаляются в специальный накопительный бак, где вода фильтруется. Песок очищается от шлама и используется повторно.
Применения в различных отраслях
Применение обработки с помощью воды практически не имеет границ. Но изготовить такие аппараты своими руками чрезвычайно сложно, поэтому использование в домашних условиях маловероятно.
В оборонной промышленности
Гидроабразивное оборудование обеспечивают высокую точность резки при работе со сложными композитными материалами, пуленепробиваемым стеклом, бронированными листами, титаном, сплавами. Для разрезания утилизируемых старых снарядов и работы со взрывчатыми веществами такая технология является наиболее безопасной.
В стекольной промышленности
Для резки зеркального, простого, ламинированного, узорчатого, ударопрочного, бронированного и армированного стекла гидроабразивные станки являются оптимальными. Они позволяют изготавливать стеклянные изделия всевозможных форм. Из этих элементов создаются витражи, панно, элементы декора и другие предметы.
В строительстве
В строительной отрасли гидроабразивная технология применяется для решения следующих задач:
- демонтаж различных конструкций;
- резка материалов (керамогранита, натурального камня, плитки и пр.);
- производство декоративных инкрустированных элементов;
- создание фигурных и сложных резов на трубах.
В машиностроении
Станки гидроабразивной обработки применяют в машиностроении для выполнения следующих операций:
- резка листового металла, пластика, композитных материалов и сверхпрочных сплавов;
- снятие фасок на обрабатываемых деталях перед выполнением сварочных работ;
- изготовление с высочайшей точностью элементов и деталей сложной конфигурации;
- удаление дефектов термической обработки (окалины, наплывов и др.).
В автомобильной промышленности
Гидроабразивное оборудование в автомобилестроении применяется в следующих целях:
- изготовление различных пластмассовых деталей (приборных панелей, бамперов и др.);
- раскрой элементов декора салона автомобиля (фальшпотолков, ковриков и пр.);
- вырезка кузовных элементов из тонкого металла;
- производство трехмерных деталей со сложным конструктивом;
- раскрой многослойных стекол для автомобилей (триплекс).
В резинотехнической промышленности
Технология гидроабразивной обработки является отличным решением для работы с резиной разной плотности и толщины (до 300 мм). Резка происходит при достаточно низких температурных показателях (не более 90°C), поэтому не меняется структура самого материала и края не оплавляются.
В электротехнической промышленности
В электротехнической области станки для гидроабразивной резки находят применение для:
- производства деталей из слюды и композитных материалов;
- резки электротехнической стали, трансформаторного железа, меди и всевозможных сплавов;
- раскроя аморфных металлов;
- работы с резиной, пластиком, целлюлозой.
В авиационной и аэрокосмической промышленности
Гидроабразивные станки стали незаменимы для выполнения следующих задач:
- изготовление пространственно сложных деталей из титана, алюминия, циркония и разных сплавов;
- раскрой композитных материалов без нарушения структуры и расслоения;
- производство элементов со сложным контуром;
- выполнение замкнутых сложных вырезов в листовых заготовках.
В инструментальном производстве
Использование гидроабразивной технологии в инструментальном производстве позволяет осуществлять обработку стали, сплавов, а также материалов, обладающих повышенной твердостью. С помощью такого оборудования изготавливаются элементы пресс-форм, штампы, различный монолитный мелкий инструмент, сложные детали и технологическая оснастка.

Материалы для ГАР
Гидроабразивное оборудование позволяет обрабатывать самые разные материалы.
- Дерево. Гидроабразивная резка дерева поможет создать элементы декора и интерьера из ценных пород дерева. При гидрорезке древесина не обугливается и не скалывается.
- Керамогранит. Из прочного и твердого керамогранита с высокой точностью вырезаются элементы требуемой сложной формы без сколов и дефектов.
- Керамика. Гидроабразивный метод позволяет разрезать керамическую плитку на детали различного размера (даже достаточно мелкие), с острыми углами или криволинейных форм без сколов и трещин, с ровными гладкими краями.
- Бетон. Регулировка давления струи позволяет резать бетон даже без повреждения арматурного каркаса.
- Мрамор и гранит. Гидроабразивная обработка используется для создания орнаментов, узоров и небольших элементов декора на граните, мраморе, кварце и других натуральных камнях.
- Камень. Осуществляется резка каменных плит, которые могут иметь толщину до 150 мм.
- Металл. Используя гидроабразивную технологию резки металла, раскраивают различные виды стали, цветные металлы и сплавы (бронза, алюминий и пр.), титан, цирконий, листы и трубы с полимерным покрытием.
- Стекло. Метод позволяет работать с различными видами стекла: простым, армированным, закаленным, хрустальным, многослойным, зеркальным и др.
Преимущества и недостатки метода
Преимущества гидроабразивной обработки:
- отсутствие нагрева;
- универсальность, позволяющая работать с самыми разными материалами;
- отсутствие необходимости дополнительной шлифовки кромок;
- высокая точность;
- скорость;
- экономичность;
- отсутствие механической нагрузки;
- безопасность;
- экологичность.

Недостатки гидроабразивного метода:
- эффект конусности, возникающий вследствие инерционности струи воды;
- невысокая рентабельность при раскрое тонких заготовок.
Благодаря тому, что преимуществ у этого метода гораздо больше, области его применения неуклонно расширяются.
Гидроабразивная резка
Столь широко распространённые процессы плазменно-дугового разделения материалов имеют свои ограничения. Например, электрическая дуга весьма нестабильна: при работе с металлами повышенной электропроводности (меди, латуни) операция во многих случаях характеризуется оплавлением боковых краёв. Наличие газов – побочных продуктов плазменной резки – вынуждает проводить дополнительные мероприятия по экологической защите участка такой резки. Плазменный раскрой материалов – диэлектриков (стекла, камня и т.д.) вообще невозможен. В подобных ситуациях нет альтернативы процессам гидрорезки. Наибольшую популярность среди такой группы методов получила гидроабразивная резка.

Сущность способа и варианты его практической реализации
Разъединение материалов при гидравлической резке происходит вследствие воздействия на поверхность раздела узконаправленного потока жидкости — воды — высокого давления. При этом для интенсификации процесса в технологическую зону может одновременно подаваться мелкодисперсная абразивная среда (чаще всего с этой целью применяют различные виды песка). Соединяясь, эти два потока образуют чрезвычайно жёсткую струю, давление в которой (благодаря повышенной скорости движения) локально превышает предел прочности разрезаемого материала. Если перемещать инструментальную головку, в которой происходят все вышеописанные механические процессы, по определённой траектории, то можно с требуемым качеством и точностью получать весьма сложные конфигурации контура.
Гидроабразивная резка металла с применением воды обычно производится при следующих рабочих характеристиках:
- Давление — 2000…5000 ат (меньшие значения – для более мягких преимущественно тонколистовых материалов).
- Скорость водного потока – до 1000…1200 м/с.
- Расход абразива – до 50 г/с
- Средний размер абразивной частицы в плане – 100…600 мкм (с увеличением этого параметра точность разъединения материалов снижается).
- Расход воды – до 4 л/мин.
- Гидроабразивная обработка осуществляется в следующей последовательности. Разрезаемый материал укладывается в ванну, заполненную водой, и фиксируется по трём координатам относительно инструментальной головки. Это может выполняться своими руками на неавтоматизированной установке, а на оборудовании с ЧПУ – при помощи предварительно набранной программы разъединения материала.
Далее инструментальная головка погружается в ванну, после чего включается интенсивная подача воды соответственных значений скорости и давления. Жидкость, проходя через сопло резака, смешивается там с тангенциально подаваемым потоком абразива. Обе струи смешиваются, и через отверстие в нижнем торце сопла направляются на поверхность разъединяемого материала. Вручную или программно происходит сближение сопла, в результате чего результирующее давление струи резко увеличивается, производя размерное разрушение краёв.
Частицы материала увлекаются в образовавшийся зазор, после чего, теряя свою скорость, попадают на дно ванны, откуда откачиваются специальным насосом, предусмотренным конструкцией рабочей установки. В процессе откачки происходит отделение фракций абразива от воды, с последующей его фильтрацией и сушкой. Ввиду достаточной ёмкости баков для воды гидроабразивная резка может производиться непрерывно, и с увеличенными скоростями струи.
Пример резки металла на установке ГАР
Ванна оборудования, в которой производится гидроабразивная обработка, выполняет две функции:
- Снижает уровень шума при разрезании (до 78…80 дБ против 130…140 дБ в случае обработки вне водяной среды);
- Гасит энергию и скорость струи воды.
Строение сопла ГАР для резки чистой водой Строение сопла ГАР для резки водой с абразивом
Технологические возможности способа
Рассматриваемая технология наиболее эффективна в следующих случаях:
- Для материалов-диэлектриков, а также токопроводящих изделий, изготовленных из цветных металлов и сплавов на основе меди. Это объясняется тем, что параметры электропроводности медных сплавов не позволяют применять для резки электрическую дугу или лазер.
- При необходимости разъединения деталей весьма большой толщины – до 250…300 мм: в этом случае при плазменно-дуговой резке всегда происходит оплавление края.
- Для обеспечения должной точности поверхности раздела: при правильном подборе режима шероховатость кромки находится в пределах Ra 0,5…Ra 1,25, что заметно превышает возможности любого другого высокоэнергетического метода.
- При недопустимости коробления готового изделия, что неизбежно при любом из вариантов технологии термической резки.
Гидроабразивная резка металла имеет свои ограничения, поэтому технология разрабатывается с учётом следующих возможностей, в частности, по толщине:
- Для цветных металлов и сплавов, а также нержавеющей стали – не более 120…150 мм;
- Для углепластиков, композитных материалов – не более 150…200 мм;
- Для искусственного и природного камня (мрамора, гранита, базальта и т.п.) – не более 270…300 мм.
При разработке технологии следует учитывать, что токопроводящие материалы относительно небольшой толщины (до 5…10 мм) струя, вырабатываемая рабочей установкой, режет плохо: сказывается заметная энергоёмкость, при производительности, сравнимой с плазменно-дуговой или лазерной обработкой. Однако это не означает, что рассматриваемая технология неприменима для разделения тонких пластин или листов: в этом случае абразивный поток отключается, и отделение выполняется непосредственно водяной струёй. В результате поверхность не нагревается, что исключает окалинообразование, высокотемпературное оплавление лини раздела и прочие недостатки, характерные для всех технологий термического разделения материалов.
Оборудование гидроабразивной резки
Станок гидроабразивной резки – сложное и энергоёмкое оборудование, содержащее следующие узлы:
- Инструментальную головку, оснащаемую функцией поворота резака под определённым углом, что позволяет обрабатывать с заданной скоростью поверхности сложной конфигурации.
- Насосную установку для прокачки воды с системой её фильтрации.
- Компрессорную станцию подачи абразивных фракций под давлением.
- Рабочий стол с устройством трёхкоординатного позиционирования (для небольшого оборудования эту работу выполняет своими руками оператор установки).
- Ванну с водой, которая конструктивно связана со станиной оборудования.
- Рабочие ёмкости для воды и абразива.
- Управляющее устройство ЧПУ, или пульт для ручного позиционирования заготовки своими руками.

Пример продукции, которую изготавливают на оборудовании ГАР
Наибольшей популярностью пользуются аппараты гидроабразивной резки итальянской фирмы WaterJet Cоrp. Inc., которая выпускает оборудование консольного и портального типов. Первое предназначено для резки относительно небольшой по размерам продукции, второе, отличающееся повышенными точностью и жёсткостью, подходит для обрабатываемых изделий большей толщины.
WaterJet Cоrp. Inc производит не только сами силовые установки, но и насосное оборудование к ним. Ходовой портал аппаратов фирмы оснащается автоматизированным позиционированием, и позволяет одновременно выполнять разделение материалов, разных не только по своему химическому составу, но и по толщине – качество, невозможное в принципе для оборудования термической резки.

Массовая резка деталей на станке ГАР
Гидроабразивная резка во многих случаях считается единственным способом получения пространственных деталей. Например, только рассмотренной технологией возможно производить разделение практически без нагрева заготовки (максимальное повышение температуры кромки составляет 600 °С, а при обработке в водяном баке – и того меньше). Подобным оборудованием можно выполнить разделение толстолистового стекла, керамики, твёрдых сплавов – материалов, которые весьма чувствительны к повышенным температурам. Хорошее качество конечного результата исключает потребность в последующих переходах, а весьма малая толщина струи – до 0,8 мм – минимизирует потери материала. Высокие давления, создаваемые в зоне разъединения, не вызывают появление остаточных напряжений в заготовке, и способствуют последующему повышению её эксплуатационной долговечности.
Резка металла водой: технология и видео оборудования
Сегодня без технологии гидроабразивной резки металла не обходится ни одна металлопрокатная и машиностроительная отрасль. Зачастую добиться нужного качества среза не получается даже с помощью плазменной резки, поэтому используется оборудование для порезки посредством гидроабразивной струи воды.
Гидроабразивную резку металлов водой впервые использовала авиастроительная компания в Америке, которая в дальнейшем предоставила данные о том, что эта технология является лучшим способом для порезки стали и других тугоплавких металлов. С этого времени водно-абразивный способ не перестает пользоваться популярностью в различных промышленных сферах.
- 2 Использование гидроабразивных станков и принцип работы
- 3 Особенности работы станков с ЧПУ
- 4 Ручное оборудование для водно-абразивной резки
4.1 Расходные материалы для гидроабразивного оборудования
Принцип работы и разрезаемые материалы

Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Читайте также: Технология термодиффузионного цинкования: преимущества и недостатки. Термодиффузионное цинкование метизов
Возможности современных водно-абразивных станков
Современные станки, работающие на основе гидроабразивной технологии, позволяют:

Создавать самые различные конструкции с любой геометрической формой. Это обусловлено поддержкой числового программирования станков, поэтому дальнейшая обработка происходит в автоматизированном режиме и не нуждается в помощи обученного специалиста. Управление станком осуществляет соответствующее программное обеспечение. Из-за такой особенности гидроабразивный метод часто используется для вырезания труб с необходимой окружностью.
Достоинства и недостатки станков для гидрорезки

Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Особенности работы станков с ЧПУ
Гидроабразивные станки с ЧПУ — это одна из возможностей расширить область применения устройств, улучшить эффективность работ и в тоже время повысить производительность.
Установки с ЧПУ используются для изготовления изделий из медных, алюминиевых, стальных и других видов металлов. Высокая точность порезки, которую имеют водно-абразивные станки с ЧПУ, почти не имеет отклонений от требуемых условий.
Гидроабразивные станки с ЧПУ имеют такие преимущества:
- Если на устройствах без ЧПУ выбор режущей струи можно подобрать неправильно, то в этой ситуации данный фактор исключается. Оборудование автоматически контролирует качество реза, после самостоятельно корректирует установленный режим;
- Станки, которые имеют ЧПУ, работают в соответствии с установленной программой. Причем обработка любого изделия делается по индивидуальному компьютерному обеспечению. При помощи его автоматом выбирается напор струи, состав режущей смеси и другие параметры;
- По окончании гидроабразивной обработки из заготовки получается абсолютно готовая деталь, которую не нужно подвергать дополнительной обработке или шлифовке, на участке среза;
- Обработка металлов при помощи компьютерного обеспечения также подразумевает возможность проделывания отверстий необходимого сечения.
Как сделать станок гидроабразивной резки своими руками

Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.

Какое давление воды нужно для резки металла
Вода, нагнетаемая насосом должна иметь давление порядка 1 500–6 000 атмосфер. Выходя через узкое сопло с околозуковой или сверхзвуковой скоростью (до 900–1200м/c и больше), водная струя направляется в смесительную камеру, где происходит смешивание с частицами абразива. Образованная струя выходит из смесительной трубки с диаметром внутри 0,5–1,5 мм и режет метал. Для гашения остаточного давления струи применяется слой воды толщиной 75–100 см.
Недостатки технологии
К недостаткам данной технологии относят:
- конструктивные трудности, проявляющиеся при создании высокого давления жидкости;
- незначительную стойкость водяного и абразивного сопел – быстрое стирание (ресурс отечественных сопел составляет 50 час., иностранных – 500-1000 час.);
- сложность изготовления сопла;
- образования косины до 1,5 по высоте заготовки.

- а – при высокой скорости резания;
- б – при очень низкой скорости резки — верхние кромки реза имеют незначительное закругление
При износе абразивного сопла или увеличении скорости резки ширина щели увеличивается – профиль щели имеет слабо выраженную V-образную форму. При очень маленькой скорости резки профиль щели имеет А-образную форму – турбулентность вызывает эрозию материала. Случай считается положительным, если нужны закругленные верхние кромки.

- а – при расстоянии между соплом и заготовкой 2-4 мм;
- б – при расстоянии между соплом и заготовкой больше 4 мм


Расходные материалы
Основные расходные материалы для водно-абразивного реза – вода и песок:
- песок сверхтвердый гранатовый с размером фракции не больше 600 мк (микрон);
- очищенная вода от посторонних включений.
Еще нужны электроэнергия, сжатый воздух, а также своевременная замена вышедших из строя или по изношенности деталей.
К таким деталям относятся:
- Системные элементы, которые подают смесь абразива и воды: сопло, трубопроводы подачи и пр. Так, если своевременно не поменять сопло, то отверстие в нем расширится, что приводит к увеличению диаметра, а это в свою очередь снижает точность.
- Уплотните насоса, контролирующие давление подаваемой водно-абразивной смеси.

Подведём итоги
В настоящее время самый популярный метод обработки — резка металла водой. Давление в этом случае очень высокое, о чем не нужно забывать. Несоблюдение техники безопасности может привести к печальным последствиям. Обратите внимание еще и на то, что самостоятельно изготовить подобное оборудование не представляется возможным. Обусловлено это тем, что детали должны быть очень высокого качества.

Ручной станок для домашнего использования наиболее оптимален. Он стоит не таких больших денег, как промышленный, но в это же время имеет гибкую настройку и позволяет владельцу сделать весьма качественный срез. Вполне возможно, что в скором времени резка металла под водой усовершенствуется и даже тут появится возможность применения такого принципа, как ГАР.
Лазерная резка керамогранита и ее особенности
Раскрой керамики лазером выступает альтернативой гидроабразивному методу. Технология предполагает задействование лазерного ножа, который производит резку узким пучком интенсивного света. В процессе лазерной резки используются вспомогательные технологические газы. Они повышают качество работы и предотвращают появление на участках раскроя сколов и трещин.
Важно! Лазерные диски тоже способны раскраивать керамику с высокой точностью. Но процесс сопровождается нагреванием материала, что в ряде случае делает технику неприемлемой для обработки керамогранита.

Элементы керамики, из которых создается панно, должны быть подогнаны практически бесшовно. Из-за высокого нагрева плитки лазером повышается вероятность появления неровностей и оплавлений, что создает трудности в процессе стыковки готовых изделий.
На этом фоне гидроабразивное режущее оборудование смотрится наиболее выигрышно, ведь с его помощью орнаменты получаются идеальными.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Ручной станок
Это классический вариант. Работа на таком оборудовании связана с рядом хлопот для мастера.
Прежде всего тому, кто работает за ручным станком необходимо постоянно выставлять показатели и параметры. Конечно, это не катастрофично, но осадок оставляет, ведь в современном обществе хочется работать в комфорте.
Более того, у ручных станков значительно снижается точность производимого материала. Почему? Из-за наличия человеческого фактора.
Однако в работе с таким оборудование больше достоинств, чем недостатков. Например, классический станок всегда дешевле. Качество работ по большей мере зависит от самого мастера и его профессионализма. Так что, поначалу нужно будет просто приловчится и приспособиться.
Некоторые пытаются сделать гидроабразивный станок своими руками.

Гидроабразивный станок сделанный своими руками
Результат зачастую одинаков – плохого качества срез и полное отсутствие удовлетворения от работы.
Об особенностях ГАР
Высокие режущие свойства удается получить благодаря наличию высокопрочного абразива. При этом стабильный поток обеспечивается только в том случае, если частицы гранатового песка не превышают 30 % от сечения струи. Вода же по большей части выполняет исключительно транспортную функцию. Размер абразива зависит и от требований, выдвигаемых к качеству реза. Чем они ниже, тем более крупные частицы допустимо использовать.
Когда выполняется резка водой металла, то крайне важно подобрать оптимальную твердость абразива. Показатель зависит от обрабатываемого материала. Чем он более твердый, тем жестче применяют песок. Рекомендуют не использовать абразив твердостью менее 6,5 по шкале Мооса. В это же время стоит обратить внимание и на износ сопла. Чем жестче песок, тем быстрее оно подвергается износу. Поэтому на данном этапе крайне важно провести теоретические расчеты и только потом приступать к работам.

Расходное сырье для гидроабразивных устройств
Всё, что может понадобиться для продуктивной и качественной работы гидроабразивных станков — периодическая замена изношенных деталей и расходный материалов. Даже модели с ЧПУ обладают высокими показателями расхода абразива, которые нередко превышают отметки в 350 гр. в 1 минуту. Связано это с тем, что при работе с толстостенным материалом, эти показатели стремительно растут.
В качестве абразивных частиц может использоваться мелкозернистый песок, обеспечивающий эффективную резку тугоплавких или тягучих материалов. Физические размеры микропесчинки могут составлять около 650 микрон. Кроме абразива, в процессе обработки используется и вода, которая предварительно фильтруется и подготавливается для дальнейшей работы.
Какое нужно оборудование?
Основное требование, которому должно отвечать оборудование для гидроабразивной резки – наличие давления, подающего воду, и формирующее струю и ее направленность.
В комплект оборудования (станка) входит:
- Насос для гидроабразивной резки, создающий высокое давление. Его действие заключается в аккумуляции жидкости с абразивным составляющим, и подачей ее на обрабатываемую поверхность. Мощность насоса определяет производительность.
- Мощностной регулятор. Станки, работающие на подаче гидроабразивной смеси, и оснащенные регулятором мощности, производят рез разными водно-абразивными составами под давлением. Разность составов позволяет производить обработку материалов разной толщины и структуры. Для сверхтвердых деталей, применяют смеси из трех компонентов, а для вязки –двухкомпонентные.
- Вариативность сопла. Возможность замены сопла расширяет возможности оборудования с учетом состава, толщины, плотности.
- Применение смесителей – важный фактор в функциональности станка. Он обеспечивает равномерность, однородность состава, что в результате дает качество реза, скорость вне зависимости от толщины.
- Автоматическая коррекция. Инерционность струи состава – причина появления конусной кромки на обрабатываемой поверхности. Наличие системы автоматической коррекции учитывает плотность материала и позволяет минимизировать данный эффект при помощи изменения соплового угла наклона.
- Водоподготовка. Какая-либо вода не годится для создания смеси. Некачественная вода – серьезное препятствие для качества. Чтобы исключить данное явление станки оборудуются системой водоочистки.
Данные элементы оборудования – основные для качественной работы станков. Но кроме них аппараты для водно-абразивной резки могут иметь дополнительные элементы, расширяющие возможности станка:
В чем заключается принцип действия и технология резки металла водой?
Давайте рассмотрим технологию резки металла водой и принцип ее действия. Во время различных работ (как в промышленности, так и в быту) часто приходится разрезать металлические конструкции. Для этой цели применяется механическая, лазерная, кислородная, плазменная резки. То есть, для разрезания металлов используется в основном механическое воздействие или высокая температура.
Каждый из этих способов имеет свои преимущества и недостатки. Например, при механической резке происходит деформация металла, а при газокислородной или плазменной – к его окислению.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла – минимальны.
- Обрабатывать детали можно любого размера и в любом режиме – ручном или автоматическом (без участия человека).
Изделия из любых металлов обрабатываются с одинаковой скоростью. Работа состоит из одного этапа – перенастраивать оборудование не нужно. Следовательно, времени такая резка требует меньше, чем другие виды. Гидроабразивная резка идеально подходит для обработки тугоплавких материалов и сталей. И еще один приятный момент: такая работа не сопровождается выделением дыма, запаха и пыли.
Применяя водно-абразивную резку, можно получить детали различной формы – нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением – от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
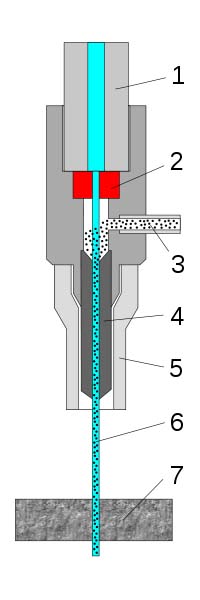
На схеме цифрами показаны:
- 1 – подача воды;
- 2 – сопло;
- 3 – абразивный материал;
- 4 – смесительное устройство;
- 5 – кожух;
- 6 – струя воды и абразива;
- 7 – обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ – с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества – низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь – максимум 150 мм.
- Композитные материалы, углепластики – максимум 200 мм.
- Природный и искусственный камень – максимум 300 мм.
Видео: резка металла водой.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности – всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Резка металла гидроабразивным методом

Резка металлических изделий происходит водяной струей в которую добавляют абразив, после чего она проходит через форсунку. Давление в 200-600 атмосфер позволяет разрезать множество материалов. Работа может осуществляться под любым углом, для этого лишь нужно изменить угол форсунки.
В данном случае можно эффективно резать:
- металлы(черные и цветные) и их сплавы;
- каменные изделия из мрамора и гранита;
- сталь(нержавейка, жаропрочная, легированная);
- бронированное, обычное и композитное стекло;
- керамические изделия (бетон, плитка, керамика, гранит керамический);
- композит;
- резину;
- пластмассу;
- картон.
Резка особо твердого сырья осуществляется водой со специальным песком из минералов. Мягкие материалы(резина, пластик, картон) разрезаются исключительно водой без каких-либо примесей.
Принцип работы и сферы применения

Резка металла водой под давлением является очень популярной технологией обработки разных материалов. Отличная универсальность позволяет применять устройства в разных сферах человеческой деятельности, не останавливаясь на раскрое заготовок из металла. Технология построена на специально созданной системе подачи воды под большим давлением на обрабатываемую поверхность.
В качестве дополнительного элемента используется абразив, который добавляют в воду. Это может быть мелкозернистый песок, который попадает вместе с водой в смеситель из отдельных ёмкостей. После этого полученный состав поддаётся большому давлению и попадает в сопло станка.
Затем, рабочий водно-абразивный резак, представленный сильной струей с определенными рабочими параметрами, направляется на заготовку и разрезает её.
Если учесть скорость гидравлической резки, то она может сравниться лишь со скоростью плазменной технологии, при этом по качеству работы гидроабразивный метод догоняет лишь качество резки лазерным оборудованием.
Стремительное развитие современных технологий позволило существенно модернизировать систему и расширить базовые возможности. Из-за таких особенностей сферы применения существенно расширились.
Достоинства и недостатки станков для гидрорезки
Сильной стороной можно отметить:
- Возможность обработки заготовок с толстыми стенками при очень точном резе. Именно поэтому гидрорезку используют при прокладке труб высокого давления.
- После резки остается исключительно ровная кромка. На линиях не будет заусенцев, окалин и грата.
- Долгая работа на гидравлике не заканчивается завесой из пыли. Остатки материала смываются водой.
- Не нужно следить за тем, чтобы режущий инструмент был острым, заменять его или затачивать.
- Высокая скорость обработки заготовок (в том числе толстостенных).
- Водой можно резать не только металл, но и стеклянные, резиновые, пластиковые и иные многослойные заготовки.
- Скорость работы слабо зависит от толщины материалов. Можно сложить несколько деталей слоями и провести их резку одновременно.
Но есть и минусы:
- Себестоимость станка для резки металлических деталей водой выходит дороже, чем стоимость сборки аналогов.
- Конусность. Может появляться в момент обработки тугоплавкого металла или толстостенной стали. При появлении конусности торец изделия выходит не ровным, а напоминает воронку. Убрать данный дефект можно при лишь помощи дополнительного устройства.
- Большой расход электроэнергии и воды.
Преимущества и недостатки метода
Преимущества гидроабразивной обработки:
- отсутствие нагрева;
- универсальность, позволяющая работать с самыми разными материалами;
- отсутствие необходимости дополнительной шлифовки кромок;
- высокая точность;
- скорость;
- экономичность;
- отсутствие механической нагрузки;
- безопасность;
- экологичность.
Недостатки гидроабразивного метода:
- эффект конусности, возникающий вследствие инерционности струи воды;
- невысокая рентабельность при раскрое тонких заготовок.
Благодаря тому, что преимуществ у этого метода гораздо больше, области его применения неуклонно расширяются.
Как сделать станок гидроабразивной резки своими руками
Самодельный станок для гидроабразивной резки металла обычно изготавливают без применения числового программного управления (ЧПУ). Ответственность за направление деталей ложится на плечи мастера, управляющего процессом резки.
Для изготовления устройства пригодятся составляющие, которые нельзя собрать самостоятельно. Самым затратным будет приобретение приспособлений для высокого давления в устройстве для направления режущей струи. Наиболее простым вариантом станет создание станка с ручным управлением. Однако, есть возможность установки гидроабразивной резки металла с ЧПУ, которое позволит расширить возможности обработки материалов.
Чтобы изготовить станок нам потребуются:
- насос высокого давления;
- трубопроводы высокого давления;
- режущая головка;
- координатный стол с ванной;
- приводы, ответственные за перемещение режущей головки, а также за действие системы управления;
- механизм, подающий абразив;
- бак-отстойник;
- насос низкого давления;
- система фильтрации.
Применяться устройство будет при высокой влажности, поэтому части агрегата должны быть выполнены из нержавейки, пластика и аллюминия. Это защитит гидроабразивный станок от коррозии.
Процесс гидроабразивной резки
Собственно процесс гидроабразивной резки состоит из четырех фаз.
- Фаза № 1. Образования изогнутой фронтальной поверхности резания. Сфокусированный гидроабразивный струя прорезает в заготовке узкую щель – струя постепенно вводится в заготовку и с постоянной скоростью резания движется по ней.
- Фаза № 2. Начало образования ступеньки (обрыва). Угол между струей и поверхностью резания постепенно увеличивается.
- Фаза № 3. Завершение образования ступеньки (обрыва), смещение ее вниз. Снятие слоя материала происходит лишь на небольшом отрезке фронтальной поверхности резания.
- Фаза № 4. Восстановление исходного состояния. Ступенька довольно быстро «вдавливается» в заготовку. По мере смещения ступеньки вниз снова образуется ровная поверхность резания – начальное состояние резки восстанавливается.
Описанный выше процесс имеет циклический характер.
В процессе резки гидроабразивной струей вода выполняет лишь функцию носителя. Резки обусловлено съемом (скалыванием) определенного количества слоев материала, которое вызвано ударами твердых частиц абразива. Наличие абразива в струе увеличивает его технологические возможности, позволяет резать металл.
Наиболее распространенными абразивами являются кварцевый песок, гранатовый абразив, оливин, карбид кремния и электрокорунд. Широкое применение указанных выше абразивных материалов объясняется их относительной дешевизной, твердостью и высокими режущими свойствами. Например, гранатовый абразив является твердым и тяжелым; благодаря этому он является фактически устойчивым в течение всего цикла использования. Это дает возможность получать высокое качество среза с определенной глубиной шероховатости, в зависимости от размера зерна и скорости резки. На основе высокой вязкости такой абразив неоднократно может быть использован повторно. Отечественные предприятия в основном используют кварцевый песок.
Как и при любом виде обработки материалов, наиболее благоприятные условия для освоения процесса гидроабразивной резки могут быть достигнуты за счет выбора его оптимальных технологических параметров: давления рабочей жидкости, формы и диаметра отверстия водяного и абразивного сопел, количества абразива, подаваемого расстоянии от сопла к разрезающей поверхности, скорости подачи, качества поверхности резки. Анализ этих параметров требует детального изучения и имеет существенное значение при исследовании данной технологии.
Особенности технологического процесса
Как уже отмечалось, технология базируется на принципе естественной эрозии. То есть физическое воздействие на обрабатываемый материал происходит за счет высокоскоростной струи, смешанной с твердыми абразивами. В ходе операции скоростной поток твердофазных элементов выполняет отрыв и унос из места обработки мелких частиц металла. Эффективность, с которой происходит гидроабразивная резка металла, зависит от множества параметров организации данного процесса. Например, имеет значение состав струи, расход воды и сила давления. Отдельного внимания заслуживает и абразивный материал – специалисты подбирают фракцию в соответствии с требованиями к характеристикам раскроя.
В отличие от других методов обработки данная техника не предполагает деформирующего и теплового воздействия. Это значит, что гидроабразивная резка металла позволяет сохранять первоначальные физико-механические качества заготовки. Но для достижения ожидаемого результата необходимо использовать специальное оборудование.
Резка металла струей воды: преимущества
Ключевое достоинство такого метода заключается в том, что он позволяет добиться высокого качества реза, то есть получить необходимую шероховатость после обработки. Помимо этого, стоит выделить следующие преимущества:
- исключена вероятность возникновения пожара или взрыва во время проведения обработки;
- экологическая чистота процесса (не образуются газы во время резки);
- не выгорают легированные добавки в обрабатываемом металле;
- возможность обработки металла толщиной до 30 см;
- низкая температура в зоне резки (90 градусов по Цельсию);
- высокая эффективность за счет отсутствия холостого хода режущей головки.
Как вы видите, резка металла водой под давлением имеет ряд преимуществ перед другими методами. Это экологично, безопасно и эффективно. Современные станки позволяют даже обработку сразу нескольких листов за один ход, если это позволяет толщина. В целом же ГАР с каждым годом развивается все больше, поэтому и характеристики значительно улучшаются.
Какое для этого используется оборудование?
Еще во времена Древнего Египта люди заметили, что вода способна кардинально изменять свойства тех материалов, которые подвергались ее воздействию в течение достаточно длительного времени. Даже твердые камни обкатывались до состояния гладких голышей, а на поверхности гранита и мрамора сравнительно быстро появлялись видимые углубления.
Впоследствии тот же принцип взяла на вооружение современная промышленность. Конечно, с древних пор существенно изменился порядок использования возможностей «оксида водорода»: во-первых, требуется обеспечить приемлемое давление воды, во-вторых – толщину и направление ее струи. Достигается это следующим образом:
- Специальный насос очень высокого давления не только аккумулирует некоторый запас жидкости, но и подает ее к обрабатываемому материалу. Именно от мощности этого механизма зависят толщина и плотность стали, которая может быть разрезана. К самому насосу вода подается из обычной системы водоснабжения, причем (для предотвращения перерывов) желательно осуществлять ее сразу из нескольких источников.
- За толщину струи отвечает специальный регулятор мощности. Скорость разрезания и толщина обрабатываемого материала зависят не только от его настроек, но и от характеристик используемого абразивного материала. Чтобы «разделывать» что-то более вязкое, приходится использовать трехфазный наполнитель, для простой же стали достаточно лишь воды и наполнителя, в роли которого, как мы уже неоднократно указывали, может быть использован самый обычный песок. Разумеется, что можно регулировать не только состав смеси… Какими еще параметрами характеризуется резка металла водой? Давление и скорость жидкости. Имейте в виду, что минимально приемлемая скорость воды должна достигать 1200 м/с при давлении около 4,7 т/см!
Ручное оборудование для водно-абразивной резки
Некоторая категория гидроабразивных устройств подразумевает управления оператором, так как не оборудована ЧПУ. В этом случае угол и другие характеристики оператору нужно устанавливать своими руками.
Поскольку часть работы все-таки приходится делать самостоятельно, то показатель комфорта и удобства эксплуатации этого станка далек от идеала. Но здесь есть и свои преимущества, которые состоят в нескольких факторах, и они в некотором смысле, становятся решающими при выборе станков:
- На ручном гидроабразивном станке может работать оператор без специального образования;
- Установки без ЧПУ гораздо дешевле;
- Оборудование имеет все нужные технические характеристики, которые дают возможность получить изделия с простыми формами;
- Ручные станки отличаются небольшим набором функций и простой управления, с их регулировкой можно вполне справиться своими руками;
- Качественный и ровный срез, возможность резать под углом, получение простых фигур и раскрой материала с четкими геометрическими формами – все эти функции можно использовать на любых материалах, в числе которых медь, стекло и сталь.
Плюсы и минусы технологии
К достоинствам резки такого типа можно отнести четкость линии раскроя, возможность справляться практически с любыми металлами, а также взрыво- и пожаробезопасность операции. Среди недостатков такой обработки отмечают низкую скорость при работе с тонколистовой сталью, невысокий уровень износостойкости функциональных элементов и дороговизну расходного материала, то есть абразива. Тем не менее экономически технология себя оправдывает. Например, услуги гидроабразивной резки металла позволяют качественно справиться с ответственными операциями при подготовке материала для последующего монтажа. Более того, сэндвич-панели, сотовые листы и другие ячеистые стройматериалы можно резать только таким способом. Для повышения производительности многие компании также практикуют и пакетную резку, что позволяет экономить время.
Резка металла водой своими руками
Вполне логично, что для единичного использования промышленное оборудование с ЧПУ никто закупать не будет. В этом случае очень выручают так называемые ручные станки. Они не имеют программного управления, поэтому все параметры резки задает оператор. Собственно, качество среза полностью зависит от квалификации специалиста. При должном подходе можно добиться не худшего результата, нежели на профессиональном оборудовании. Ручные станки все же имеют свои преимущества. Они заключаются в низкой стоимости оборудования и возможности изготовить заготовку нужной геометрической формы под определённым углом своими силами. Но для этого желательно полностью разобраться с управлением, и тогда резка водой металла будет вполне простым занятием.
Технология резки металла водой
Гидроабразивная резка металла – это технология резки, которая сейчас преобладает в металлургической, металлопрокатной и машиностроительной отраслях. Резка металла водой пришла на смену плазменной и классической резке на отрезных станках.

Гидроабразивная резка металла
Впервые этот метод был разработан и применен в авиастроении, для резки самолетного алюминия. Американская компания, которая изобрела этот метод, после проведения работ и анализа, предоставила статистические данные о том, насколько эффективно применять гидроабразивную резку в промышленности.
Сегодня на больших машиностроительных заводах не обходятся без гидроабразивной резки: она позволяет добиться максимальной точности в производстве деталей из стали и тугоплавких материалов.
Преимущества метода
Гидроабразивная резка металла незаменима при обработке толстостенных заготовок. Получить действительно качественную линию среза возможно только таким методом. Применение гидравлической резки актуально при прокладке труб, в которых будет высокое давление. После резки, на всей линии, какой бы длинной она не была, не останется ни окалин, ни заусенец: никакой дополнительной обработки не требуется.
Нужно учитывать, что станок такого типа стоит дороже, чем более простые аналоги. Но изначальная стоимость компенсируется ценой расходных материалов, крепежных элементов и дополнительных узлов. Еще один плюс работы с гидравликой – даже при долгой работе не появляется дымовая завеса, пыль не летит во все стороны. К тому же не нужно следить за тем, насколько режущий инструмент острый, периодически заменять его и покупать дополнительное оборудование для заточки.
Резка металла водой
Одновременно с этим гидроабразивный способ резки металла позволяет поддерживать высокую скорость производства за счет быстрой скорости обработки металлических заготовок. Скорость резки не изменяется даже при обработке толстостенных заготовок. При этом гидроабразивный станок позволяет обрабатывать не только металл, но и стекло, резину, пластик и иные многослойные заготовки.
Принципиальное устройство станков
Учитывая тот факт, что гидроабразивные станки универсальны в применении, они имеют весьма специфическое устройство, которое позволяет им резать не только металлы.

Гидроабразивна резка камня
Технология основывается на подаче воды под высоким давлением через форсунку к заготовке под определенным углом. В жидкость входит абразивный материал, который является вспомогательным компонентом резки. Чаще всего используется песок, измельченный до микрочастиц. Перед подачей вода и песчинки смешиваются в специальном предварительном резервуаре. Тщательно смешанная смесь подается к форсунке станка.
Водяной резак по металлу
В зависимости от заданной программы сформированная струя подается на заготовку. Сопло форсунки размещено на подвижной головке, которая может поворачиваться и наклонятся в произвольном порядке. Скорость резки водой можно сравнить лишь с плазморезом, а вот точность и качество сравнимы лишь с длительной лазерной резкой.
Современная сфера применения
Тенденции технического роста не обошли стороной и гидравлический абразивный станок для резки. Современное оборудование такого типа позволяет:
- Вырезать практически любые формы из различных материалов. Во время рабочего процесса из-за резки под разным углом никак не изменяется линия среза, за счет чего удается добиться высокого качества при работе с каждым материалом. На выходе из станка заготовки не нуждаются в финишной обработке, и уже готовы к дальнейшим манипуляциям. Резка металла водой
- Гидроабразивный станок позволяет получать заготовки любой требующейся геометрической формы. При этом своими руками мастеру требуется лишь задать программу, а оборудование с ЧПУ самостоятельно вырежет необходимую заготовку. Специально разработанное программное обеспечение просто и понятно для любого мастера, и позволяет задать практически любые параметры касательно резки. Резка водой металла более 20 см
- Оборудование, что применяется в масштабных металлопрокатных производствах, может осуществлять резку металла большой толщины. К примеру, обработка заготовки из углеродистой стали может проводиться с толщиной до 20 см. Если производство ориентировано на обработку титана, то максимальная толщина составляет 1.5-2 см. Высокопрочные сплавы стали могут иметь толщину до 1.5 см.
- Современные мастера нашли применение гидравлической резке и в сфере искусства. С помощью станка получается вырезать из различных материалов цельные предметы декора, украшения и разнообразные вспомогательные предметы. Естественно, производство таких изделий требует высокой точности и производится на станках с ЧПУ.
Эксплуатация станков с ЧПУ
Прогресс в плане гидроабразивной резки металла развивался бурно, и станки такого типа решили оборудовать ЧПУ. Числовое программное управление позволило добиться большей точности в резке и значительно ускорить процесс. В сравнении с работой мастера своими руками, управляемый электроникой станок может вырезать более сложные формы и проводить резку под различными углам.

Оборудование ЧПУ
Станки с ЧПУ используются для изготовления заготовок из различных сталей, алюминия, меди, бронзы и других широко распространенных металлов.
Преимущества гидроабразивных станков с ЧПУ выражается в таких моментах:

- Такой станок работает строго в соответствии с заданной программой. При этом изготовление серийных деталей может проводится по индивидуальному программному обеспечению. Гидроабразивный станок для резки металла
- На станках с ручным управлением давление струи может быть выбрано неправильно, что приведет к браку заготовки. Оборудование с компьютерным управлением такую погрешность исключает: ЧПУ контролирует качестве среза и в автоматическом режиме выбирает правильный режим.
- С помощью программного обеспечения оператор может сделать отверстия в определенных местах заданного диаметра.
- После обработки заготовки на гидроабразивном станке деталь получается полностью готовой: ее не требуется шлифовать, обтачивать или проводить какую-либо еще дополнительную обработку.
Оборудование с ручным управлением
Существует ряд гидроабразивных станков, которые не комплектуются ЧПУ и в них мастеру приходиться своими руками устанавливать параметры резки. Здесь значительно хуже комфорт работы, понижается точность и качеств обработки. Многие факторы зависят от того, насколько профессионален оператор станка. Но, как и везде, есть свои положительные моменты, которые мы увидим в этом списке:
- Классические ручные станки намного дешевле, чем оборудование с программным компьютерным управлением.
- Разобравшись в кнопках и рычагах даже человек без специализированного образования сможет справиться с работой на этом станке.
- На таком оборудовании возможно получать большинство простых деталей и заготовок с несложными геометрическими формами.
- Даже на ручном станке возможно получать качественный срез под разными углами, разрезать материал так, как того требует технология.
Расходные материалы и самостоятельная постройка станка
Чтобы гидроабразивный станок полноценно работал, требуется лишь вовремя проводить замену абразивных материалов и изношенных элементов, которые со временем теряют свой ресурс. Показатель расхода абразива зависит от толщины разрезаемого материала: бывает и так, что станок расходует около 300 г микрочастиц песка в одну минуту.
Во-время обработки металла максимальной толщины расход будет еще больше, около 500-600 г в минуту. К деталям, что часто требуют замены, относят различные уплотнители и элементы насоса высокого давления. Последние часто выходят из строя, так как станок всегда работает с крайне высоким давлением, что создает нагрузку на детали.
В плане построения такого станка самостоятельно есть одна проблема, решить которую практически невозможно – низкое качество самостоятельно изготавливаемых деталей. Дело в том, что построение гидроабразивного станка требует массу уникальных деталей и частей, которые придется заказывать у токаря и как-то создавать своими руками. Как правило, срок службы таких деталей не превысит нескольких дней, учитывая то давление, с которым приходится иметь дело.

Полноценный станок гидроабразивной резки с ЧПУ
В итоге, придется покупать оригинальные запчасти, узлы в сборе, в то время как другие части будут оставаться самодельными или взятыми из аналогов. В плане затрат денег – вы потратите практически столько же, сколько бы стоил новый полноценный гидроабразивный станок, плюс к этому еще и сил потратите массу.
Новая промышленная установка для гидроабразивной резки стоит от 3 млн. рублей, а б/у можно приобрести значительно дешевле.
