
Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78
Трубы стальные горячекатаные (далее г/к) по Гост 8732-78 по своим качествам значительно превосходят любые электросварные и холоднотянутые трубы. Основные преимущества – это прочность на давление и растяжение, и большой выбор различных типоразмеров в сортаменте. Вследствие того что при производстве бесшовного варианта используется особая технология изготовления стоимость такой продукции значительно превышает цену электросварных вариантов. По этому бесшовные трубы по ГОСТ 8732-78 целесообразно применять только в тех работах где это экономически необходимо, например, при прокладке трубопровода под нефтесодержащее сырье. В таких системах нужна долговечность, стойкость к нагрузкам, способность выдержать существенное давление в сети магистрали.
Горячекатаная продукция активно применяется:
- Газовая и нефтяная промышленность;
- Автомобилестроение;
- Авиационное строительство;
- Тяжелое машиностроение;
- Химическая промышленность
Так же бесшовная продукция используется при укладке различных коммуникаций, металлических конструкциях
Сортамент труб, типоразмеры, теоретическая расчетная формула массы по ГОСТ
Вся необходимая информация прописана в Гост 8732-78- форма 1, он и является стандартизацией всего сортамента. Вступительная часть нормативного документа говорит, что данный стандарт распространен на трубную продукцию стальную бесшовную горячедеформированную (далее г/д) общего назначения. Отличия сортамента:
- Диаметр наружный;
- Заявленная толщина стенки;
- Длина продукции
Трубы выпускают немерной длины, в метрах от 4,5 до 12,5. Минимальный наружный диаметр, по ГОСТ 8732-78, составляет 22 мм, максимум 550мм. Заявленная толщина стенки — от 2,5 мм до 75 мм. Концы конечного продукта обрезаны, угол 90 градусов, может быть нанесена фаска под осевым углом от 70 градусов. Более подробно указано в таблице 1 (в конце статьи)
Допуск в отклонениях диаметра выпускаемой продукции указан в таблице 2
Предел в отклонениях по толщине стенки рассмотрен в таблице 3

По стандарту к длине есть необходимым требования:
- Немерная длина – возможны любые длины в размерах стандарта — от 4 метров до 12,5
- Мерная длина — в пределах немерных стандартов
- Кратная мерная – длины таких труб в пределах немерных стандартов, возможен допуск в 5 мм в каждый разрез.
- Приблизительная мерность — длины в пределах немеры.
По изначальной договоренности завода-производителя и конечного потребителя продукции возможен выпуск материала длиной превышающей установленные нормативы. Приблизительная мерность производится также согласно требованию покупателя. На длину выпускаемой продукции с толщиной стенки свыше 16 миллиметров необходимо дополнительное соглашение сторон. Согласно стандарту потребитель может запросить поставку продукции по внутреннему диаметру и толщине стенки.
Теоретическая масса 1 метра трубы стальной бесшовной горячедеформированной рассчитывается по следующей формуле:
Д- диаметр г/к продукта
0,025- принятый постоянный параметр.
Трубы бесшовные горячедеформированные ГОСТ 8732-78
Бесшовные трубы характеризуются как изделия высокой герметичности, долговечности и надежности. При их производстве не применяется сварка, и готовые изделия не имеют каких-либо соединений. Это позволяет применять трубы в различных областях, начиная с мебельной промышленности и заканчивая авиастроением. Распространенными и востребованными на рынке считаются бесшовные трубы горячей деформации.
Свое название горячедеформированные трубы получили в результате особенностей производства. Такой процесс для не сварных труб выполняется в несколько этапов. Изделия являются не только самостоятельной и готовой к использованию продукцией, но и зачастую служат основой для производства холоднодеформированных труб.
Можно выделить следующую последовательность технологического процесса:
- Берется штанга (заготовка с круглым сечением).
- Заготовка прогревается до получения пластичности (деформируется) с помощью высоких температур (обычно она превышает примерно на 50 градусов температуру рекристаллизации металла).
- Штанга преобразуется в гильзу (цилиндр с полостью внутри) с помощью прошивного стана.
- Горячую заготовку обрабатывают с помощью вальцов. Производится вытяжка и обжим с целью получения изделий требуемого диаметра и толщины стенок.
- Финальная стадия отмечается калибровкой горячего цилиндра и его последующим охлаждением.
- Производится охлаждение трубы и нарезка на изделия стандартной или заказанной длины.
Описанный процесс относится к общим. В производственных цехах, когда обрабатываются трубы большого диаметра и длины, при необходимости может выполняться дополнительный подогрев перед этапами обработки. Технология изготовления разных труб может отличаться в зависимости от некоторых факторов. Например, заготовка может быть кованой, литой или в виде слитка. Полый цилиндр может производиться не только на прошивном стане, но и путем продавливания через щель в виде кольца прессом.
Углеродистая или легированная сталь − материал, оптимально подходящий для изготовления труб. ГОСТом 8732-78 регламентируются и технические требования, и сортамент. Длина продукции трубного проката может быть мерная и немерная, которая охватывает значения 4-12.5 метров. Устанавливаются и допустимые отклонения: для 6-тиметровых и меньше труб параметр составляет 10 мм, выше 6 м отклонение может составлять и 15 мм.
Указанная немерная длина является основой, исходя из которой определяются и другие размеры. Например, мерная или приблизительная длина находятся в пределах 4-12,5 м, а кратная мерной длина определяется в тех же пределах, но с допуском в 5 мм для каждого реза.
К ключевым параметрам бесшовных г/д труб относят наружный диаметр (диапазон от 20 до 550 мм), и толщину стенок изделия (до 75 мм). Определяющим параметром считается соотношение диаметра г/д трубы к толщине ее стенки. В зависимости от данной величины (К=коэффициента) выделяют трубы:
- толстостенные (К=6,1-12,5);
- тонкостенные(К=12,5-40);
- особо толстостенные (К=6 и меньше).
Бесшовные горячедеформированные изделия трубного проката востребованы даже в самых сложных отраслях. Стальная продукция подразделяется на 6 основных классов и применяется в определенных сферах. Исходя из классовой принадлежности можно определить требования к качеству и возможности использования.
Так, углеродистые трубы первого класса относят к стандартным. Широко применяются в тех сферах, где не предъявляются какие-то особенные требования к исполнению. В данную категорию относят изготовление заграждений, опор, поливочно-оросительных систем, лесов для строительства. Применяют трубы 1 класса и при прокладке кабеля.
Трубы 2 класса оптимальны для прокладки магистралей, по которым перемещаются вода, газ и нефть. Как раз нефтепромышленность без подобных изделий не обходится. Трубы нефтепроводов и других каналов должны выдерживать разное давление транспортируемых сред. Бесшовная продукция трубного проката обеспечивает герметичность, что помогает избежать утечки газов и жидкости. Особо востребованы трубы в химической промышленности, где имеются оборонные предприятия.
Особенностью труб 3 класса является то, что они выдерживают и высокие температуры, а не только перепады давления. Их применяют в печных системах, котлах, ядерной технике.
Трубы 4 класса подходят для нефтедобывающей промышленности, когда разведываются новые месторождения.
Трубы горячедеформированные 5 класса можно встретить:
- в качестве составляющих предметов мебели;
- при производстве стальных конструкций, например, мачт или опор, вышек;
- в вагоно-, судо- и автостроении.
Потребность в трубах 6 класса наблюдается в машиностроении. Здесь изделия необходимы для производства большинства деталей, среди которых валы, поршневые кольца, цилиндры. В гидравлических системах бесшовные трубы горячей деформации популярны по причине наличия толстых прочных стенок и высокой надежности.
В авиастроении, где нужны особо надежные и герметичные детали, бесшовные трубы крайне востребованы. С их помощью не только создаются конструкции, но и защищаются кабеля.
Не обходятся без горячедеформированных изделий и в бытовых отраслях, коммунальном хозяйстве (устройство стояков, систем подачи, каналов для транспортировки воды и т.д.). В создании конструкций монолитно-каркасного типа бесшовные трубы востребованы по причине обеспечения высокой надежности и длительной эксплуатации.
Требования к выпуску продукции
Поверхность должна быть без трещин, плёнов, закатов и рваных отслоений. Возможны, минимальные отслоения в виде плёнок, небольшие точки окалины, шероховатости на поверхности, главное, что бы толщина стенки и диаметр не выходили за пределы установленных нормативов;
- Толщина стенки — до 50 диаметра возможны допуски в 0,5% в обе стороны, до 219 диаметра допускается отклонения в 1 процент в обе стороны, свыше 219 размера возможные отклонения составляют 1,25% в обе стороны.
- Диаметр трубы г/к — допустимые отклонения по диаметру составляют от +10%до минус 15%, все зависит от толщины стенки.
- Кривизна продукции на 1 погонный метр меньше 1,5 мм для г/д труб с толщиной стенки до 20мм, для бесшовной продукции с толщиной стенки от 20 до 30мм допустимая кривизна на один метр равна 2 мм. У труб с толщиной стенки свыше 30 мм допустимое предельное отклонение на один метр равняется 4 мм.
Как расшифровать маркировку стальных труб: диаметр, марка стали и иные показатели по ГОСТу
Условные обозначения, нанесенные на стальную трубу, дают исчерпывающую информацию о продукции. Маркировка – своеобразный паспорт изделия, из которого становится понятно, кто, где и для каких целей его изготовил. О том, как правильно расшифровать все символы маркировки на трубах, расскажет эта статья.
Маркировка труб стальных (и чугунных) регламентируется ГОСТ № 10692 от 1980 года. В этом документе определены все нюансы нанесения пояснительных надписей, их размеры, расстояния между цифрами и буквами и так далее. Кого интересуют подобные нюансы, сможет ознакомиться с ними самостоятельно.
Автор считает, что читателю полезнее будет знать то, что имеет для него практическое значение – сечение образца, толщина стенки, специфика его использования. Вот этим и ограничимся, тем более что вся остальная информация понятна (и необходима) главным образом специалисту. А таким людям не нужно объяснять, как «читать» маркировку.
Из всего ассортимента стальных труб, представленных на рынке, порядка 90% – отечественного производства. Поэтому и акцент сделаем именно на маркировке российской, так как она несколько отличается от той, что принята за рубежом.
Все обозначения, если иное не оговаривается – в «мм».
Способы нанесения обозначений
- Клеймение.
- С помощью электрографа.
- Эл/карандашом.
- Краской (несмываемой).
Порядок нанесения символов
- Для труб со стенкой толще 10 – на торцевом срезе.
- Заготовки сечением более 530 могут маркироваться на внутренней стороне стенки.

В остальных случаях – на поверхности, от края на расстоянии в пределах 20 – 500. При этом обозначения выделяются яркой краской (окантовкой или подчеркиванием).

Символы наносятся как по продольной оси трубы, так и по ее периметру. Их ширина от 3 до 12, высота от 5 до 30.
Если клеймение производится механизированным способом, то расстояние от среза трубы в пределах 100 – 1 500.
Что маркируется
- Каждое изделие, если толщина стенки более 3,5; а диаметр превышает 159. По просьбе заказчика могут маркироваться образцы и меньшего сечения – от 114.
- Группа труб. При сечении до 159 обозначения наносятся на ярлык пакета. Изделия диаметром в диапазоне 159 – 450 укладываются по 3 штуки, при этом маркируется как ярлык, так и пакет.
На заметку! Заготовки сечением до 114 (малого диаметра) маркировке не подлежат. Вся информация – на ярлыке. Она содержит сведения о производителе, № заказа, количестве труб в упаковке и их линейных параметрах, общий метраж, вес партии и ряд других.

Содержание маркировки
- Марка стали.
- Размер заготовки.
- Товарный знак.
Дополнительно (для изделий бесшовных сечением от 351 до 550)
- № стандарта (НТД).
- № партии.
- № трубы.
- Толщина стенки.
Калькулятор расчета массы трубы электросварной
Особенности маркировки
Некоторые производители марку стали обозначают окраской поверхности:
- 12Х1 – красный цвет (МФ); оранжевый (МФ-ПВ).
- 12Х2 – синий (МФСФ).
- 15 – коричневый (ГС); желтый (ХМ); белый (Х1М1Ф).
- 20 – зеленый; голубой (ПВ).
Специфика применения труб зависит от их класса. Их выделяют 6:
- 1 – тонкостенные, низкого давления. Для систем полива, обустройства ограждений и тому подобное.
- 2 – в основном для газо- и водоснабжения.
- 3 – для отопительных и иных систем, работающих в условиях высоких давлений и температур.
- 4 – толстостенные (бурильные).
- 5 – для сферы транспортного строения (буровые установки, краны мостовые и тому подобное).
- 6 – применяются в машиностроении (для производства различных деталей – подшипников, муфт, сосудов высокого давления).
Пример расшифровки маркировки трубы
«156 (Е) 6.5 1078 316 ОТТМ А » Первая позиция – сечение (мм).
Вторая – группа прочности и вид контроля. В данном примере Е – ультразвук.
Третья – толщина стенки (мм).
Четвертая – длина (1078).
Пятая – вес (кг – 316).
Шестая – тип соединения.
Седьмая – исполнение (А).
Производство
По длине трубы БШГД изготовляются:
- Трубы бесшовные немерной длины — от 4 до 12,5 м;
- Трубы бесшовные мерной длины — в пределах немерной;
- Трубы бесшовные кратной мерной длины — в пределах немерной длины с припуском на каждый рез по 5 мм;
- Трубы бесшовные приблизительной длины — в пределах немерной длины.
Предельные отклонения по длине труб стальных БШГД мерной длины и длины кратной мерной, не должны превышать +10 мм — при длине до 6 м; +15 мм — при длине свыше 6м или с наружным диаметром более 152 мм. Диаметры труб до 20 до 530 мм. В зависимости от показателей качества трубы стальные должны изготовляться следующих групп:
- А — трубы стальные с нормированием механических свойств из стали марок Ст2сп, Ст4сп, Ст5сп, Ст6сп по ГОСТ 380-88;
- Б — трубы стальные с нормированием химического состава из спокойной стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
- В — трубы стальные с нормированием механических свойств и химического состава из стали марок по ГОСТ 380, ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281;
- Г — трубы стальные с нормированием химического состава из стали марок по ГОСТ 1050, ГОСТ 4543 и ГОСТ 19281, с контролем механических свойств на термообработанных образцах. Нормы механических свойств труб стальных БШГД должны соответствовать указанным в стандартах на сталь;
- Д — трубы стальные без нормирования механических свойств и химического состава, но с нормированием испытательного гидравлического давления.
Для изготовления труб без швов заготовки обрабатываются на специальных трубопрокатных станах, которые позволяют придать металлу требуемую форму и размеры.
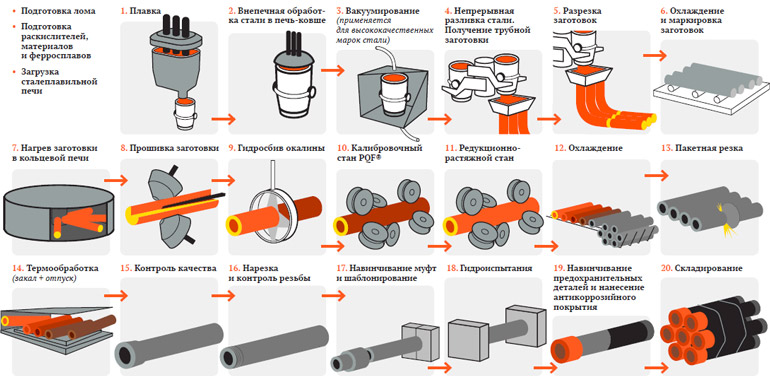
Технологический процесс изготовления труб БШГД включает несколько этапов:
- Термическая обработка металла;
- Формирование полой заготовки;
- Процесс раскатки трубы для формирования чернового изделия;
- Процедура редуцирования и калибровки, что позволяет обозначить размеры стенок и диаметр изделия.
Каждый этап производственной схемы включает предварительный разогрев изделия, после этого труба подвергаются прокатыванию при помощи трубопрокатных станков, а в конце остужается.
Категория материалов с повышенными показателями прочности, которые под давлением выдерживают граничные показатели температур от -70 °С до 425 °С, включает бесшовные трубы из стали 09Г2С. Изделия могут эксплуатироваться при низких температурах, а также успешно выдерживают резкие температурные перепады. Учитывая высокие параметры механической прочности, труба 09Г2С может иметь более тонкие стенки, по сравнению со стандартными трубами. Также большим преимуществом стали 09Г2С является легкая процедура сваривания с трубами без швов.
Для прокладки сетей теплотрасс используются бесшовные трубы, которые производятся на основе катаных, кованых либо центробежнолитных заготовок (согласно нормативному положению ПБ 10-573-03—2003 пункт 3.4.2), а также заготовок, которые прошли гидравлические испытания при помощи подачи пробного давления (стандарт ПБ 10-573-03—2003 пункт 3.4.4).
Горячедеформированная труба: технология производства и действующие стандарты
Как выглядит производство бесшовных труб методом горячей деформации? Какие ГОСТ на стальные бесшовные горячедеформированные трубы действуют в настоящее время? Давайте попробуем ответить на эти вопросы.

Производство горячекатаных труб.
Технология производства
Начнем с исследования технологии производства.
- Цилиндрические заготовки (штанги) загружаются в печь с помощью электромостового крана. Загрузка контролируется посадчиком и выполняется поштучно по мере переработки уже прогретых штанг. Выгрузка — тоже поштучная, рольгангом.
- Штанги нарезаются на заготовки мерной длины.
Любопытно: конструкция ножниц предусматривает наличие жаростойких экранов, предохраняющих гидравлику от перегрева инфракрасным излучением.
Температура заготовки на выходе из печи существенно превышает 1000 градусов.
- На прошивном стане монолитный цилиндр превращается в полый: вальцы подают заготовку навстречу прошивному стержню.
- Внутрь бывшей штанги (теперь она называется гильзой) вводится оправка, на которой будет выполняться раскатка. Затем гильза проходит вальцы, превращающие ее в трубу чуть толще необходимого диаметра.
- Оправка извлекается, после чего отправляется в ванну для охлаждения и смазки.
- Задний торец трубы отрезается пилой: при извлечении оправки он частично деформируется.
- Труба подогревается индукционным нагревателем и поступает на редуцирующие вальцы, калибрующие ее под целевой размер. Вальцы в процессе работы непрерывно охлаждаются водой.
- После охлаждения и повторной правки вальцами наступает этап холодной резки: однослойный пакет труб торцуется и нарезается на отрезки мерной длины.
- После прохождения ОТК готовые изделия увязываются в пакеты и отправляются на склад.

Схема производственного цикла.
Нормативные документы
Какими должны быть бесшовные горячедеформированные трубы по ГОСТу? Для начала давайте разберемся с номерами регламентирующих производство стандартов.
- ГОСТ 8732-78 на стальные бесшовные горячедеформированные трубы определяет их сортамент и максимальные допуски;
- ГОСТ 8731-74 содержит технические требования к продукции и описывает методы контроля качества.
Любопытно: на официальных сайтах ряда поставщиков упоминается стандарт за номером 8731-78.
Налицо явная путаница: документ был принят в 1974 году и введен в действие с первого января 1976-го.
Можно предположить, что несуществующий ГОСТ 8731-78 на стальные бесшовные горячедеформированные трубы — это смешавшиеся в чьем-то буйном воображении 8731-74 и 8731-87, принятый во времена перестройки и позже отмененный.
Познакомимся с требованиями документов.
ГОСТ 8732-78
Полный список типоразмеров, с которыми может производиться бесшовная труба по ГОСТу 8732-78, слишком велик для перечисления; упомянем лишь диапазоны.
- Диаметр — от 20 до 550 мм.
- Толщина стенки — от 2,5 до 75 миллиметров.

Толстостенные трубы на складе.
- Масса погонного метра варьируется от 1,08 до 878,57 кг.
Кстати: производителями и дилерами обычно указывается цена любого проката не за единицу длины, а за тонну.
Если вы собираетесь своими руками изготовить какую-то металлоконструкцию, при закупке вам предстоит пересчитать погонаж в вес.
- Длина труб немерной длины, предусмотренная стандартом — от 4 до 12,5 метров. Впрочем, по согласованию с заказчиком допускается изготовление больших или меньших отрезков.

Обычно максимальная длина отрезков ограничена необходимостью их транспортировки.
- Предельные отклонения по длине составляют +10 мм при длине до 6 метров и до +15 мм при длине более 6 м или диаметре более 152 мм.
Допуски по наружному диаметру для удобства читателя сведены в таблицу.
| Наружный диаметр, мм | Предельные отклонения | |
| Повышенная точность изготовления | Обычная точность изготовления | |
| До 50 | 0,5 мм | 0,5 мм |
| 50 — 219 | 0,8 % | 1 % |
| Свыше 219 | 1 % | 1,25 % |
Аналогично мы поступим и с допустимыми отклонениями по толщине стенки.
| Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения, % | |
| Повышенная точность изготовления | Обычная точность изготовления | ||
| До 219 | 15 и менее | 12,5 | +12,5; -15 |
| 15 — 30 | +10; -12,5 | 12,5 | |
| 30 и более | 10 | +10; -12,5 | |
| Свыше 219 | 15 и менее | +12,5; -15 | |
| 15 — 30 | 12,5 | ||
| 30 и более | +10; -12,5 | ||
По согласованию с заказчиком трубы могут поставляться:
- По толщине стенки и внутреннему диаметру;
- По разностенности и по наружному и внутреннему диаметру.
Диаметр труб малого диаметра несложно измерить обычным штангенциркулем.
ГОСТ 8731-74
Перейдем к изучению второго документа.
Интересующие нас изделия изготавливаются:
- С нормированием механических свойств (сопротивления разрыву, предела текучести и относительного удлинения) из стали марок Ст6сп, Ст5сп, Ст4сп и СТ2сп. При толщине стенок более 10 мм нормируется и твердость.
- С нормированием химического состава.
- С нормированием и состава, и механических свойств.
- С нормированием состава и выборочным контролем образов после термообработки.
- Без нормирования, но с обязательными гидравлическими испытаниями.
На поверхности изделий не допускается наличие трещин, закатов и рванины. Незначительные дефекты и окалина, впрочем, могут присутствовать, если они не выводят стенки за пределы допустимых отклонений.
Концы труб обрезаются под прямым углом. Однако стандартом допускаются и стальные бесшовные горячедеформированные трубы со снятой фаской под сварку. Угол фаски — не менее 70 градусов к продольной оси. (См. также статью Сварка труб встык: особенности.)

Фаски хорошо видны на фото.
При нарезке труб с толщиной стенки более 20 мм можно использовать не только торцовочные пилы, но и газовые резаки; в этом случае припуск на рез должен составлять не меньше тех же 20 мм.
Приемка труб заказчиком осуществляется партиями. В тексте ГОСТ содержится подробная инструкция по формированию партий: изделия в них подбираются по диаметру, толщине стенки, марке стали, виду термообработки и снабжаются единым документом, удостоверяющим качество. (См. также статью Чугунные канализационные трубы: особенности.)

Сертификат соответствия стандарту.
Оговаривается и количество изделий в одной партии: для диаметра до 76 мм — не более 400 штук, при большем диаметре — не более 200.
Однако: при диаметре менее 76 мм и толщине стенок 2,5 мм партия может быть увеличена до 600 единиц.
Нормативный документ перечисляет возможные методики испытаний. Впрочем, без технических подробностей: за ними он отсылает читателя к соответствующим стандартам.
Предусматриваются следующие виды испытаний:
- Контроль макроструктуры;
- Визуальный осмотр с надпиловкой обнаруженных дефектов;
- Определение химического состава;
- Испытание на растяжение;
- Испытания на твердость;
- На сплющивание;
- На загиб;
- На бортование;
- На раздачу;
- Гидравлическое испытание.

Стенд для испытаний на растяжение.
Заключение
Надеемся, что предложенная вниманию читателя информация окажется полезной. Как обычно, ознакомиться с дополнительными тематическими материалами можно, просмотрев видео в этой статье. Успехов!
Горячедеформированная труба: видео-инструкция по монтажу своими руками, особенности стальных бесшовных изделий, со снятой фаской, ГОСТ 8732 78, цена, фото
Технология изготовления и производства стальных бесшовных труб. Два способа: Горячедеформированные и Холоднотянутые трубы. Их применение и распростарнение.
Процесс производства бесшовных труб
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Горячедеформированные трубы
Горячедеформированные трубы по ГОСТ 8732-78 и 8731-74 изготавливают от 48 до 426 диаметра.
При их производстве проходит три основных этапа:
- Прошивка заготовки при высоком разогреве до 1200 градусов.
- Прокатка трубы под заданный размер согласно ГОСТ на специальных валах.
- Отделка горячим обкатным станом для окончательной калибровки трубы.
При данном способе проката труба не имеет высокую точность по толщине стенки и диаметру просвета, но дает возможность изготовить трубу больших размеров.
Применение данной трубы достаточно широко в машиностроительной, химической, энергетической, нефтяной и других отраслях.
Как делают трубы: особенности производства бесшовных труб
Бесшовные трубы — это разновидность металлопроката, технология производства которого предусматривает отсутствие каких-либо швов по всей длине изделий. Такие детали не содержат и других соединений. Такие сплошные заготовки изготавливаются на специальных прокатных станках. Поэтому производственный процесс получил название «прокатка».

Бесшовные трубы производят методами холодной и горячей прокатки на специальных станках
Где используется холоднокатаная профильная труба
Холоднокатаная бесшовная профильная труба имеет большую стоимость, чем горячекатаная, но является коррозионностойкой, поэтому она используется только лишь в трубопроводах работающих с высоким давлением и при высокой температуре. Также подобные изделия применяются в тех случаях, когда особые требования предъявляются к тому, насколько качественной является поверхность изделия и геометрическая форма.
Холодная деформация имеет несколько принципиальных отличий, в частности после обработки на прошивочном прессе происходит охлаждение заготовки, и ее калибровка также производится в холодном виде. Для того чтобы избежать внутренних напряжений, а также сделать материал вязким и пластичным, заготовка нагревается до состояния рекристаллизации металла еще перед вальцовкой.
Холоднокатаная профильная труба может изготовляться из нескольких видов стали:
- Углеродистая.
- Высокоуглеродистая;
- Легированная;
- Высоколегированная.

Холоднокатаная бесшовная труба с квадратным сечением
Только если в процессе изготовления используются марки стали указанные в ГОСТ, может обеспечиваться высокая функциональность и устойчивость к механическому воздействию. В отличие от горячедеформированой, холоднокатаная профильная бесшовная труба может иметь стенки меньшей толщины и собственный меньший диаметр, что значительно расширяет сферы применения и обеспечивает малый вес конструкции.
Бывает немало ситуаций, когда именно небольшой вес становится критичным фактором, но наиболее востребованной сейчас является холоднокатаная профильная труба с диаметром не более 14 см.
Какими бывают холоднодеформированные трубы?
Холоднокатаные изделия бывают:
- особо тонкостенными, с толщиной стенки не более 0.5 миллиметров, или же если диаметр соотносится к толщине более чем на 40 единиц;
- тонкостенными с толщиной стенки 1.5 миллиметров, или же соотношение dh/s находится в пределах 12.5-40;
- особо толстостенными, если dh/s от 12.5 до 6;
- толстостенными, если соотношение диаметра и толщины составляет меньше 6.
Встречаются ситуации, когда соотношения толщины и диаметра отличаются от стандартных вариантов, но такие изделия выпускаются только при необходимости соблюдения особых технических условий. Особые требования предъявляются и к кривизне произвольного участка, которая не может превышать 3 миллиметра при толщине стенки меньше 8 мм, 2 миллиметра при толщине от 8 до 10 мм и 1.5 миллиметра при толщине стенки более 10 миллиметров.
Кроме того, на последнем этапе изготовления, холоднокатаная профильная заготовка должна быть подвержена отжигу и ее геометрическая форма и разностенность должна находиться в пределах установленных нормативами.
Допускаются отклонения размеров изделия для особо малых диаметров до 1.5%, для обычных диаметров 0.8%, отклонения по толщине стенки для малого диаметра до 12%, для обычного до 10%. Только если заказчик предъявляет особые требования, от отжига можно отказаться.
В соответствии с ГОСТ, холоднокатаная профильная труба изготовляется из стали марок – 10, 20, 35, 45, 20Х, 40Х, 15ХМ, 30ХГСА. Поставляется бесшовная профильная труба, причем как холоднокатаная, так и горячедеформированная, партиями, не превышающими 70 тонн, которые могут быть упакованы в связки. Если диаметр изделия превышает 159 мм, необходима ее индивидуальная маркировка.
Завершающие этапы
Рабочая головка определяет форму готового изделия и его качественные характеристики. Технологичная особенность заключается в том, чтобы при подаче расплава фильера имела фиксированный показатель температуры.
В зависимости от конструкций головок, используют нагревательные элементы плоского либо патронного типа. Минуя внешнюю матрицу и формообразующий дорн, труба приобретает вид готового изделия. В процессе калибровки деталь попадает в вакуумную ванну, где идет окончательная формировка. Это осуществляется путем давления, которое прижимает заготовку к калибровочному приспособлению. Затем продукция охлаждается и поступает на конвейер, оснащенный пневматическими фиксаторами траков. На финишной стадии производства полипропиленовых труб выполняется стандартная нарезка при помощи резаков или дисковой пилы.

Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
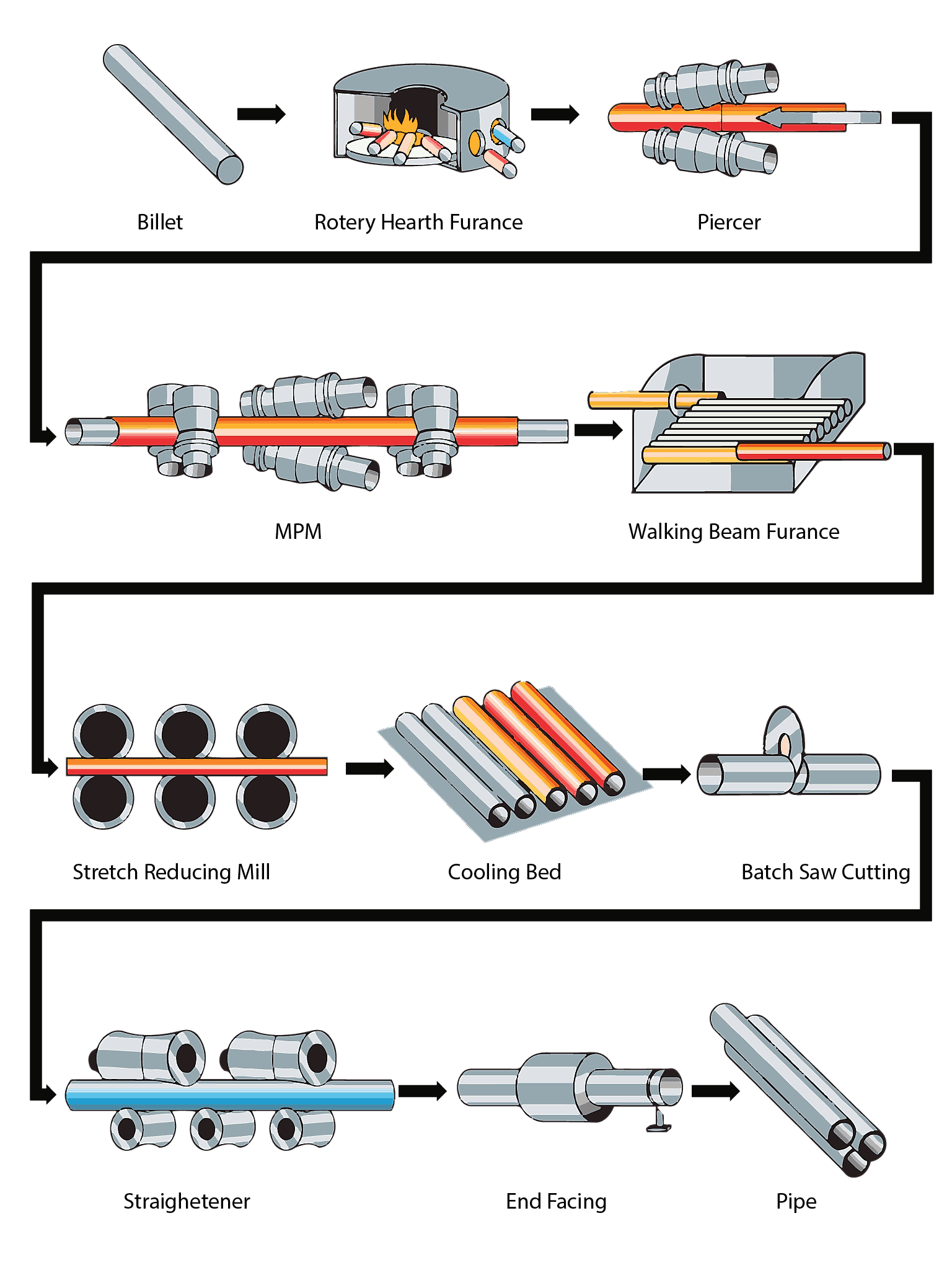
Металлическая заготовка – печь с вращающимся подом – прошивной пресс – непрерывный трубопрокатный стан с удерживаемой оправкой – печь с шагающим балочным подом – редукционно-растяжной трубопрокатный стан – стеллаж для охлаждения – послойная резка – правильный пресс – резка торцов – труба.
Сферы применения
Основная функция бесшовной трубы — транспортировка сред под давлением или работа с особо-опасными веществами, когда протечки или разрывы могут угрожать безопасности людей или нанести вред экологии. Каждый вид имеет свои достоинства и технические параметры.
Технология производства горячекатаного проката самая простая, металлопродукция универсальна и используется во всех отраслях промышленности.
- В городских инженерных сетях: толстостенные изделия выдерживает нагрузки грунта, сокращают теплопотери;
- Передача горячих сред любого назначения;
- Транспортировка газа, нефти, организация технологических и промысловых трубопроводов;
- В качестве свай, столбов, опорных элементов, обсадных труб;
- Для изготовления тройников, отводов для трубопроводных систем;
- Детали агрегатов, котельных установок, автомобилей.
Цельнотянутый трубопрокат — самый дорогой и металлоемкий, толщина стенок может достигать 10% от диаметра. Основное отличие — низкое тепловое расширение. Продукция используется при прокладке магистральных и технологических трубопроводов в энергетическом секторе, нефтеперерабатывающей промышленности и других отраслях.
Холоднокатаные полуфабрикаты отличаются высокой точностью, малым весом, могут быть тонкостенными и толстостенными. Область применения довольно широка. Благодаря однородной структуре металла трубы легко справляются с перепадами напора, идеально-ровная внутренняя поверхность увеличивает пропускную способность и повышает коррозионную стойкость. Единственное ограничение: плохая устойчивость к ударным и растягивающим нагрузкам.
- Технологические трубопроводы на пищевых и промышленных производствах;
- Гидравлические установки, теплообменное оборудование;
- Приборостроение, например капиллярные трубки применяют в аппаратах дозирования;
- Змеевики, спирали, поршневые механизмы;
- Приборы экспериментальных лабораторий;
- Авиация и судостроение: ценится высокая прочность и небольшой вес;
- Выхлопные системы автомобилей, дымоходы печного оборудования;
- Металлоконструкции, перила, ограждения.
При транспортировке питьевой воды, в химической промышленности и на пищевых предприятиях, предъявляют особые требования к химическому составу: ограничивается содержание вредных примесей и элементов, вступающих в реакции с конкретными средами.
Преимущества бесшовных туб
У бесшовных труб, кроме способности выдерживать высокое давление есть еще одно существенное преимущество – пластичность. При сгибании даже на большие углы бесшовные трубы без проблем выпрямляются без разрыва поверхности, в то время как их сварные аналоги при таких же нагрузках «лопаются» по шву или «ломаются» в месте сгиба. Именно поэтому столбы освещения вдоль дорог, столбики для дорожных знаков и т.п. – все, что может быть подвержено воздействию сил, способных «сломать» трубу, согласно существующим нормам должно изготавливаться из бесшовной продукции.
Кроме того, когда бесшовные трубы все-таки не выдерживают внутреннего давления, они не «раскрываются» по шву, а получают локальные разрывы, гораздо меньшие по площади. Это свойство стальных бесшовных труб сделало возможным прокладку трубопроводов высокого давления.
Собственное изготовление
Решив наладить частную линию по роизводству пластиковых труб, прежде всего необходимо учитывать, каким будет уровень качества продукции. Если изделия ориентированы на мебельные фирмы и небольшие строительные компании, вполне подойдет компактный станок, обеспечивающий выпуск продукции для фурнитуры, оград, заборов и прочих неответственных конструкций.
Для организации линии по изготовлению элементов из полимера необходимый комплекс устройств представлен выше. Далее приведен список оборудования для производства труб профильных из круглых аналогов:
- Установка для изгибания профиля.
- Линия для получения заготовок из круглых труб.
- Сварочный автоматизированный агрегат.
- Приспособление для нарезки готовой продукции.
Технология производства методом холодной прокатки
Для создания х/к продукции не могут использоваться сверхвысокие температуры. Процесс выпуска представляет собой модернизированную вариацию горячего проката.
Вначале заготовки из углеродистой или легированной стали очищают. Их обрабатывают с помощью химических веществ, выполняют процедуру протравливания. Иногда основу подвергают воздействию фосфатов, меди, чтобы улучшить ее прочностные характеристики. После этих манипуляций устройства показывает хорошую резистентность к деформационным изменениям.
Во время холодной сортопрокатки круглое сечение формируют с помощью вальцовочного станка. При изменении угла поворота валиков изменяется калибр трубы. Создавая металлопрокат с большим сечением, проводят дополнительную операцию ‒ сжатие полуфабриката. Калибровку выполняют при низких температурах стали.
После обработки на оборудовании будущее изделие с идеально ровной поверхностью и тонкими стенками подвергают дополнительным процедурам: протравке, промыванию.
Компактный и легкий холоднодеформированный прокат покупают, когда важен дизайн объектов. Например, нужен отделочный материал для внешнего фасада здания или элементы для создания точной электроники.
Форма поперечного сечения профиля
Следующий параметр, на котором остановимся, – форма поперечного сечения профиля. Как правило, бесшовная труба круглого сечения. Встречается такой прокат гораздо чаще остальных, но есть и другие решения. Существует такое понятие как профильная труба. Это трубный прокат, в котором сечение профиля отличается от круглого. Профильные трубы тоже выпускаются и бесшовными. Среди основных форм профиля прямоугольная и квадратная.
Еще профильные бесшовные трубы бывают:
- каплевидными;
- овальными;
- шестигранными;
- плоскоовальными;
- с полыми ребрами.
И это только те формы профиля, на которые есть соответствующий ГОСТ. Сортамент гораздо шире.
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW – электрическая сварка сопротивлением
- EFW – электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW – дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
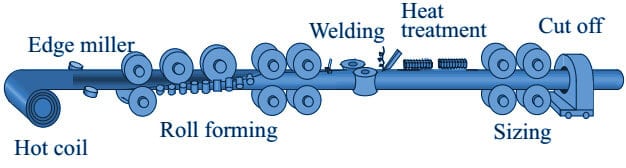
Горячая катушка – фрезерный станок – фасонная прокатка – сварка – тепловая обработка – установление размеров – резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Прокатка листового материала
Прямая сварка труб
Спиральная сварка труб (SAW)
Раскатанный лист Сварочная установка
Спиральный сварной шов
Крупнейший трубопрокатный завод ЧТПЗ
Современный, динамично развивающийся и ориентированный в первую очередь на потребности клиентов складской комплекс крупнейшего трубопрокатного завода-производителя ЧТПЗ предлагает или любых других необходимых размеров. Сделать выбор можно с помощью каталога труб ЧТПЗ и ПНТЗ, а также помогут опытные консультанты, которые прекрасно разбираются в сортаменте труб и являются профессионалами в том, чтобы найти наиболее оптимальный вариант для каждого клиента.
Продажа труб осуществляется прямо со склада или под заказ. Налаженные связи с крупнейшими заводами по производству труб помогают обеспечить более чем демократическую стоимость продукции. Забрать трубы со склада можно самостоятельно, подразделения компании существуют по всей России, также рекомендуется воспользоваться развитой системой логистики компании и заказать на объект каталог трубопроката и продукцию.

Размеры и диаметр
При выборе диаметра следует руководствоваться принципом «чем дальше от ввода воды в дом, тем тоньше труба». При этом в квартире обычно все трубные изделия монтируются одного размера в поперечнике. Протяженность водопровода в ней от стояка до сантехнических приборов не слишком велика. В этом случае спланировать разводку трубопроводов под ХВС и ГВС несложно, схему можно вполне накидать самостоятельно.

Схема разводки внутридомового водопровода
Для коттеджа в несколько этажей и с большим количеством сантехники проект водопроводной системы обязательно следует заказывать у специалиста. Здесь лучше довериться профессионалу, способному грамотно произвести нужные расчеты труб по всем параметрам. Иначе потом можно получить ситуацию, когда при открытии крана на кухне вода не будет из-за отсутствия напора течь в ванной комнате.

Как рассчитать диаметр труб
Для внутридомовой разводки по диаметру трубы для водопровода чаще всего используются с внутренним сечением в 15–32 мм. Меньше устанавливать не рекомендуется, трубопровод будет шуметь либо напор окажется слишком низким. Для уличного участка от коттеджа до скважины или централизованной водопроводной магистрали поселка принято применять изделия побольше – в 32–50 мм.
Какие это трубы?
Трубы большого диаметра для удобства часто сокращают просто до ТБД. Если следовать определению, то это трубопрокат, чей наружный диаметр больше 530 миллиметров. Крупные металлические трубы применяются не только для создания нефте- и газопроводов, но и для отдельных элементов жилищных коммуникаций, а также проведения междугородних водопроводов.
Считается, что чем больше ТБД используется в государстве, тем более оно развито технически, так как этот вид металлопроката используется в самых совершенных коммуникационных системах.
Изредка крупные трубы используют для бытовых нужд, например, для создания колодцев или емкостей. Особенно часто для этого берут бывший в употреблении трубопрокат, так как у ТБД огромный запас прочности, и даже после списания они сохраняют хороший вид и могут долго служить.
( 1 оценка, среднее 4 из 5 )
Трубы стальные бесшовные горячедеформированные – в чем их преимущество?
Трубы стальные бесшовные горячедеформированные позволяют получать более надежные и прочные, чем из сварных изделий, трубопроводы. Эту продукцию широко используют для изготовления деталей машин, конструкций и иных технических целей.
1 Особенности производства стальных бесшовных горячедеформированных труб
Трубы бесшовные горячедеформированные, ГОСТ 8731-74 для которых регламентирует технические требования к качеству, изготавливают из углеродистой и легированной марок стали. Для производства этих труб используют кованые, непрерывно-литые и катанные заготовки, которые предварительно нагревают в специальной печи до температуры, превышающей на 50°С значения для рекристаллизации стали. Точные тепловые параметры зависят от марки сплава. Металл заготовки при этом приобретает достаточную для предстоящей обработки пластичность.
В зависимости от сортамента труб, предъявляемых к их качеству требований, а также физико-химических характеристик исходного материала горячую деформацию производят разными способами, технологическая схема каждого из которых включает следующую последовательность общих элементов:
- после нагрева металла получают гильзу (полую заготовку);
- гильзу раскатывают – получают черновую трубу;
- редуцирование и калибровка – окончательное формирование диаметра и стенки трубы.
При необходимости перед каждой последующей технологической операцией может проводиться подогрев трубы.

Гильзу получают одним из следующих способов:
- на прессах;
- в станах для винтовой прокатки;
- сочетанием предыдущих процессов (комбинированным): изготовление толстостенного стакана пресс-валковым прошиванием или прессованием с последующей прошивкой образовавшегося донышка и раскаткой стенки полученной гильзы в стане-элонгаторе (оборудование для винтовой прокатки).
Способы получения черновой трубы:
- на стане пилигримовой периодической продольной прокатки;
- в стане непрерывной продольной прокатки;
- винтовой прокаткой на валковых станах (преимущественно в 3-хвалковом Асселя, реже – в 2-хвалковом Дишера или Акку-Ролл);
- на реечном стане – гильза проталкивается через калибры, которые уменьшаются в диаметре и имеют роликовые обоймы;
- выдавливанием металла на трубопрофильном прессе в кольцеобразную щель.

Окончательный размер горячедеформированной трубной продукции обычно получают в редукционных или калибровочных станах непрерывной продольной прокатки, значительно реже – на оборудовании винтовой прокатки. В агрегатах со станом тандемом (автоматическим станом) и реечным станом указанной технологической операции предшествует риллингование (обкатка трубы в оборудовании для винтовой прокатки). В некоторых трубопрокатных агрегатах, которые специально предназначены для изготовления бесшовной трубной продукции больших диаметров, на заключительных операциях возможно использование станов-расширителей.
Готовый прокат остывает, после чего его нарезают на стандартные отрезки. В итоге произведенное изделие должно отвечать требованиям государственного стандарта – труба горячедеформированная ГОСТ 8732-78, где приводится сортамент для данного вида металлопроката.
2 Основные характеристики и особенности трубной продукции ГОСТ 8732-78
Согласно сортамента эти трубы по длине изготовляют следующими отрезками:
- немерной длины – в диапазоне размеров 4–12,5 м;
- изделия мерной длины – отрезки в пределах немерной;
- продукция длиной кратной мерной – отрезки в границах немерной с припуском в 5 мм на каждый рез;
- изделия приблизительной длины – отрезки в пределах немерной.
Наружный диаметр выпускаемых труб находится в диапазоне значений 20–550 мм, величина толщины стенки – 2,5–75 мм. Важной характеристикой является соотношение диаметра изделия к толщине его стенки. По этому показателю специалисты классифицируют трубную продукцию на:
- тонкостенную – коэффициент варьируется в диапазоне 12,5–40;
- толстостенную – соотношение выше 6 и до 12,5;
- усиленную (особо толстостенную) – коэффициент равен 6 или меньше.

При изготовлении труб производят обрезку их концов под прямым углом, но в процессе раскройки допустимо образование фаски, которая к оси изделия имеет угол не менее 70°. Резка продукции с толщиной стенки 20 мм и выше может производиться пилой, автогеном или плазменным оборудованием. В последних двух случаях припуск по длине изделия должен составлять минимум 20 мм для каждого реза. На концах труб со стенкой 5–20 мм, подлежащих сварке, по требованию потребителя снимают фаски под углом к торцу изделия в 35–40°. В этом случае оставляют торцовое кольцо, у которого ширина должна составлять 1–3 мм.
Достоинства бесшовных горячедеформированных труб:
- долговечность и высокая надежность за счет бесшовной технологии изготовления;
- отличная стойкость к перепадам температуры;
- продукция из легированных сталей менее восприимчива к коррозионным процессам.
Основным недостатком использования данных трубных изделий является появление коррозии, распространение и воздействие которой можно частично снизить с помощью различных способов (например, используя антикоррозийные или другие специальные покрытия). Кроме того, на внутренней поверхности могут образовываться отложения веществ, материалов, входящих в состав транспортируемой по трубе жидкости, среды, что приводит к уменьшению условного прохода изделия. Эти трубопроводы необходимо тщательно изолировать, так как сталь обладает высокой теплопроводностью. Особенно важно это делать в случае уличной прокладки, чтобы предотвратить большие энергетические потери теплоносителя.

Преимущества толстостенной продукции:
- повышенная прочность и долговечность;
- небольшой показатель линейного температурного расширения;
- возможность подобрать продукцию с толстыми стенками.
Если сравнивать трубы горячедеформированные с бесшовными изделиями, произведенными методом холодной деформации, то они более хрупкие, но при этом в меньшей степени подвержены коррозии.
3 Особенности монтажа бесшовных горячедеформированных труб
Технология соединения бесшовных труб совпадает с способами стыковки сварных изделий. Однако разница в диаметрах и толщине стенок определяет ряд особенностей. От этих параметров зависит выбор оптимального способа получения герметичного соединения элементов трубопровода из бесшовных изделий.
Резьбовая стыковка может применяться для систем небольшого диаметра с стенками нормальной толщины или тонкими. Нарезку производят на токарном станке или с помощью плашек. Для тонкостенных изделий такая методика подходит не всегда, так как изготовление резьбы требуемой глубины в ряде случаев может привести к нарушению целостности или прочности конструкции. В остальном процесс нарезки облегчен благодаря отсутствию шва.

Газовая сварка применяется в основном для тонкостенных труб, а также толстостенных с толщиной стенки до 6 мм. Большие значения не позволят проварить изделия полностью. Поэтому у толстостенных труб предварительно подготавливают кромки – на торцах снимают фаску.

Электросварка является универсальным методом. Так как у бесшовных труб минимальная толщина стенки составляет 2,5 мм, то этим способом можно соединять не только толстостенные, но и тонкостенные изделия. Важным моментом является выбор электродов нужного типа и необходимого диаметра (минимальный 4 мм). Руководствоваться следует простым правилом – диаметр электрода должен быть тем больше, чем толще у трубы стенка.
4 Применение бесшовных стальных труб
Область применения бесшовных стальных труб определяется их конструкцией и рабочими характеристиками:
- отсутствие шва;
- возможность изготовлять с толстыми стенками;
- невозможность утечек из-за цельного корпуса;
- повышенной прочностью на разрыв;
- высокой надежностью.

Поэтому, когда требуется гарантированное качество трубопровода, то стоит выбирать бесшовную продукцию. Она дороже, чем сварная, но за счет большей надежности не только окупит себя, а также принесет экономический эффект. Ее используют при сооружении трубопроводов большого и малого диаметра:
- для воды и газа;
- в химической промышленности и нефтедобыче;
- в энергетике и теплоснабжении – для теплообменников и другого котлового оборудования;
- в бытовых нуждах – на стояки и системы подачи;
- других.
Чаще всего трубы стальные бесшовные горячедеформированные используются в тех технологических процессах, которые протекают в сопровождении высоких показателей температурных нагрузок и давления. В этом состоит эксплуатационная особенность стального бесшовного трубного проката.

Эта продукция также нашла широкое применение в строительстве и машиностроении, при изготовлении деталей металлоконструкций, длиннопролетных балок и ферм, колонн, элементов конструкций различных машин и механизмов, трубчатых стальных опор освещения, фундаментных свай и так далее. Бесшовные трубные изделия используют в автмобиле- и судостроении, для производства станков, различного гидравлического оборудования. Из них изготовляют полые валы, гильзы гидравлических цилиндров, кольца подшипников, другие детали методом механической обработки.
Горячедеформированная труба: технология производства и действующие стандарты
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.

Металлическая заготовка — печь с вращающимся подом — прошивной пресс — непрерывный трубопрокатный стан с удерживаемой оправкой — печь с шагающим балочным подом — редукционно-растяжной трубопрокатный стан — стеллаж для охлаждения — послойная резка — правильный пресс — резка торцов — труба.
Отоплениеот ООО ДИЗАЙН ПРЕСТИЖ Вид: водяное тут > resant.ru/otoplenie-dachi.html
Наша компания ООО ДИЗАЙН ПРЕСТИЖвходит в состав некоммерческой организации АНО МЕЖРЕГИОНАЛЬНАЯ КОЛЛЕГИЯ СУДЕБНЫХ ЭКСПЕРТОВ. Мы так же оказываем услуги по независимой строительной технической экспертизе.

Круг стальной — это изделия простой геометрической формы, относится к сортовому виду металлопроката и имеет несколько вариантов изготовления.
В зависимости от области применения стальной круг должен обладать определенными качествами, поэтому этот вид металлопроката имеет следующие виды:
- Специального и общего назначения;Материал для производства мелющих шаров;Материал для изготовления заклепок;Материал для дальнейшей обработки под давлением при высоких температурах;Для обработки на станах;Материал для клепанных, сварных и болтовых конструкций;Материал для изготовления изделий методов выдавливания при низких температурах;Сырье для изготовления крепежа в машиностроении, судостроении и железнодорожной отрасли;Материал для производства калиброванного проката.
Эти критерии позволяют при изготовлении стального круга правильно подобрать нужный материал и технологию производства. Существует несколько таких технологий:

- Технология методом холодной прокатки;Технология методом горячей прокатки;Технология методом ковки.
Каждый из способов имеет ряд своих преимуществ и естественно свои недостатки, поэтому при выборе стального круга, нужно учитывать характеристики изделия и рекомендуемую область его применения.
Посмотреть прайс-лист и узнать стоимость стального круга — оптовый прайс-листили розничный прайс-лист на круг стальной.
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
Металлическая заготовка — вращающаяся печь — центрирование заготовки — прошивка — относительное удлинение при разрыве — горячая прокатка труб на оправке — стан прокатки — повторный нагрев — калибровка труб — охлаждающий под — резка концов — правка — гидроиспытания — аустенизационная печь — быстрое охлаждение — закалочная печь — горячая колибровка — правка — торцовка — испытание без разрушения — нарезания резьбы — соединительный фитинг — тестирование оправки — гидроиспытания — готовая труба.

Прямо или по спирали?
Как ни странно, но сварные трубы – это довольно «молодой» вид металлических изделий. Первые образцы сварных (точнее даже – кованых) труб появились менее 200 лет назад – в 1824.
И только в начале ХХ века для изготовления труб начали применять т. н. «печную» сварку, при которой скрепление раскаленных краев трубы происходит за счет их обжатия валками.
И только с появлением электросварки шовные трубы и делятся на прямошовные и спиралешовные.

Название «прямошовные» говорит само за себя: такой метод изготовления труб связан с тем, что стальную полосу – штрипс – разогревают до придания металлу пластичности и пропускают через два ряда валков, которые сворачивают металл «в трубочку» – так что остается только соединить его края электросваркой.
Это довольно простая и дешевая технология, но при ее использовании возникают некоторые проблемы, а именно:
– для изготовления труб разного диаметра будут необходимы заготовки-штрипсы разной ширины.
– переход на выпуск труб другого диаметра будет требовать переоснащения новыми деталями (прежде всего – валками) всей производственной линии.
– при остывании заготовки в сварном шве будут возникать напряжения, которые существенно снизят его прочность.
– если такая труба все же не выдержит подаваемого по ней давления, то ее разрыв произойдет именно по шву и на всю длину отрезка трубы, что будет создавать дополнительные проблемы при ликвидации аварии.

Другой вариант производства сварных труб – это соединение стальных полос при помощи спиралевидного шва. При таком технологическом варианте сам шов получается гораздо длиннее, чем при прямошовном соединении, но зато появляется целый ряд преимуществ:
– при изготовлении спиралешовной трубы нет необходимости пользоваться заготовками-штрипсами четко определенных размеров; трубу можно сварить из металлической ленты любой ширины
– изменение диаметра выпускаемых труб может быть произведено при помощи простой переналадки производственной линии; достаточно будет просто поменять угол подачи ленты.

– при сварке трубы из металлической ленты не требуется сильно разогревать всю металлическую полосу; это снижает возможность изменения свойств металла при нагреве-охлаждении и уменьшает возможность внутренние напряжения в нем.
– при спиралевидной сварке образовавшийся шов сам по себе становится элементом, придающим дополнительную прочность конструкции
– если такой шов все же не выдерживает и расходится, то расходится не «вдоль», а «наискось», что уменьшает размеры того отрезка трубы, который придется заменить.
Процесс изготовления кованой бесшовной трубы
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.

Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.

Горячее прессование Холодное /горячее прессование
![]()


Производство стального круга методом ковки
Данный вид производства является машинным и наиболее популярным. Метод заключается в механическом воздействии на фланцевую заготовку с помощью плоских или фигурных механизмов: гидравлического пресса, молота и специальной ковочной машины.

Процесс ковки состоит из нескольких этапов, при которых форма заготовки меняется в результате свободного течения металла в стороны, перпендикулярные движению деформирующего инструмента. Поэтому такой процесс создания стального круга часто называют свободным.
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW — электрическая сварка сопротивлением
- EFW — электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW — дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.

Горячая катушка — фрезерный станок — фасонная прокатка — сварка — тепловая обработка — установление размеров — резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Прокатка листового материала

Прямая сварка труб







Печная сварка стальных труб
Данная технология подразумевает высокотемпературное воздействие на стальные штрипсы — полосы металла, являющиеся заготовкой для будущей сварной трубы.

Данная технология подразумевает высокотемпературное воздействие на стальные штрипсы — полосы металла, являющиеся заготовкой для будущей сварной трубы.
Штрипса направляется в специальную туннельную печь и прогревается там до 1300°C. На выходе из печи боковые кромки штрипсы обдуваются направленным потоком воздуха, в результате которого их температура повышается до 1400°C. Одновременно с этим происходит очистка кромок от окалины, которая могла бы ухудшить качество сварного шва.
Далее полученная горячая заготовка пропускается через настроенный под определенный диаметр формовочно-сварочный стан, придающий будущему изделию необходимую форму.

После второй обдувки воздухом кромки штрипсы свариваются под действием высокой температуры и заданного давления. Получившаяся заготовка еще раз протягивается через печь и формовочные валики, дополнительное обжатие которых призвано улучшить качество получившегося сварного шва. Трубы, изготовленные методом печной сварки, относятся к классу горячедеформированных.
Все о горячедеформированных бесшовных трубах: виды, размеры, вес и ГОСТы + применение и монтаж
Современная цивилизация без трубопроводов просто перестанет существовать. Никто не будет жить в доме без воды, отопления и канализации; невозможно представить мало-мальски сложное производство без трубопроводов. Труба бесшовная горячедеформированная – один из самых известных представителей обширного и разнообразного семейства. Мы предлагаем нашему уважаемому читателю статью с информацией о бесшовных трубах, их характеристиках и особенностях монтажа.
Виды бесшовных труб
Бесшовные изделия подразделяются в первую очередь по способу производства:
- Прокатка.
- Волочение – применяют при получении цельнотянутых стальных труб без нагрева заготовки. Такие изделия нуждаются в термообработке – отжиге или нормализации.
- Прессование – применяют при производстве конструкций из малопластичных высоколегированных сталей и сплавов; биметаллических; со сложной конфигурацией поперечного сечения, производство которых другими способами невозможно или очень затратно.
- Ковка – затратный и редкий способ изготовления.
- Литье – применяется для производства чугунных канализационных раструбных элементов; стальных толстостенных отливок, применяемых в качестве заготовок для изготовления деталей в машиностроении; пластиковых изделий.
По форме сечения трубы подразделяются на круглые и профильные (квадратные, прямоугольные, овальные и других видов).
Металлы
Материалом для трубопроводов служит огромное множество самых разнообразных материалов: сталь, чугун, стекло, пластик, медь, другие металлы и сплавы, керамика, асбоцемент, железобетон, и многие другие материалы. Но самый распространенный, универсальный и прочный материал для трубопроводов, находящихся под давлением и служащих для транспортировки различных сред, является сталь – углеродистая, легированная, нержавеющая. Все чаще применяются легированные стали, обеспечивающие высокие качество и прочность трубопроводов и конструкций.

Еще стоит выделить чугун – при прокладке канализации в сложных геологических условиях без чугунных канализационных элементов не обойтись. В последнее время немалое распространение получают изделия из меди (а также бронзы и латуни). Медь используют в холодильном оборудовании и для сантехнических систем.
Тонкостенные и толстостенные
Стальные трубы подразделяются на тонкостенные и толстостенные в зависимости от отношения диаметра к толщине стенки (d/s). К тонкостенным относятся изделия с наружными диаметрами меньше 20 мм и толщиной стенки 1,5 мм, и с отношением d/s в пределах 12,5-40. Толстостенные изделия имеют соотношение d/s от 6 до 12,5. В быту и на производстве мы сталкиваемся в основном с универсальными тонкостенными изделиями, толстостенные модификации применяются в тех производствах, где используются очень большие рабочие давления (сотни атмосфер или десятки МПа).
Разница между горячей и холодной прокаткой
Горячее деформирование проводится на заготовке, разогретой до температуры выше 1000° С. При холодной прокатке – заготовка не нагревается. Холодная прокатка требует больших усилий, более дорогого рабочего инструмента, степень обжатия/вытягивания заготовки при этом способе меньше. Кроме того, после прокатки в металле больше напряжений и больше вероятность возникновения дефектов. Поэтому намного чаще применяется горячая прокатка. Но тонкостенные трубы с высокими требованиями к геометрическим размерам (толщине стенки) изготавливают методом холодной прокатки.
Как производится горячедеформированная труба (подробно)
Трубы изготавливают из круглых заготовок – слябов.
Раскатка гильзы
Самая первая операция – прошивка раскаленной заготовки в круглую полую гильзу. При горячей прокатке обычно начинают прошивать заготовку сразу после выхода из слябинга, пока она еще не успела остыть. Заготовка получается с размерами, близкими к размерам готового изделия. Затем заготовку подогревают в специальной печи и прокатывают гильзу в тонкостенную заготовку с точными размерами, затем калибруют и получают окончательные размеры трубы.

ТПА с автоматичеким станом
Технологическая схема изготовления труб бесшовных горячекатаных на более производительном трубопрокатном агрегате с автоматическим станом:
- Нагрев круглой заготовки в кольцевой печи с вращающимся подом.
- Прошивка заготовки на прошивном стане – получается гильза с толстыми стенками.
- Прокатка гильзы на автоматическом стане – получается трубка со стенками с разной толщиной.
- Станов для обеспечения непрерывной работы комплекса обычно устанавливается два.
- Подогрев заготовки в печи.
- Раскатка изделия на раскатном стане (риллинг-стане) – исчезает разнотолщинность стенок по всей длине изделия.
- Калибровка горячей гильзы в калибровочном стане.
- Охлаждение.
- Холодная правка в косовалковом стане.
Линия с непрерывным станом
Более производительный и современный метод – прошивка заготовок на непрерывной линии с 8-9 станами. Производительность и сортамент готовой продукции при этом методе максимальны.
Заготовки нарезают, разогревают, прошивка гильзы при этом методе происходит на станах валкового типа. Прокатка выполняется на длинных оправках на ряде последовательно установленных клетей с постепенно уменьшающимися размерами калибров. Оправки снимают и охлаждают. При этом способе иногда применяют оборудование для винтовой прокатки.Трубы подогревают и калибруют, раскатывают, режут. Необходимо постоянно следить за износом оправок и точностью настройки всех клетей – иначе велик риск получения продукции с разной толщиной стенок.

При необходимости получения труб малого диаметра с тонкими стенками выполняется операция редуцирования – обжатие в большом количестве последовательно расположенных клетей до нужных размеров.
Безоправочная методика
Существует и такая методика – экономичная, относительно простая. Применяют много последовательно расположенных калибровочных и редукционных станов. На каждом стане сечение и толщина стенок трубы снижается на небольшую толщину, натяжение заготовок на каждом стане относительно небольшое. Недостаток такого способа обработки заготовок – большой риск получить готовые изделия с разной толщиной стенок. Более прогрессивным считается безоправочное редукционно-растяжное оборудование, позволяющее получать продукцию хорошего качества.
Плюсы и минусы
У металлических горячедеформированных труб много достоинств:
- Высокая прочность. Сталь способны выдерживать очень высокие давления и незаменима на многих производствах, тонкие трубы из меди выдерживают также немалое давление. Системы магистральных водопроводов, нефте- и газопроводов без стальных трубопроводов просто не существовали бы – альтернативы просто нет.
- Прочность горячедеформированных изделий выше, чем прочность электросварных.
- Прочность и при монтаже трубопроводов в цехах – там, где есть возможность повреждения трубопроводов грузоподъемными и транспортными механизмами.
- Огнестойкость – в горячих цехах.
- Стойкость к перепадам температуры, не очень большое термическое расширение – сталь не пойдет волной при повышении температуры всего на 100 °С.
- Длительный срок службы – 30 лет, оцинкованные или гидроизолированные изделия простоят и 50 лет, срок службы меди и нержавейки приближается к 100 годам.
- Устойчивость к ультрафиолету.
- Теплопроводность – иногда ее можно рассматривать как плюс.
- Отсутствие швов.
Недостатки горячедеформированных труб такие же, как и у всех металлических изделий:
- Самым серьезным и неустранимым недостатком стали считается склонность к коррозии. Для предохранения стали ее покрывают снаружи и по внутренней поверхности цинком, снаружи красят. Не ржавеет нержавеющая сталь, но стоимость такого трубопровода в промышленных масштабах становится запредельной.
- Сталь склонна отложению на стенках отложений солей кальция и магния, уменьшающих просвет трубопровода.
- Большой вес.
- Сложность монтажа с помощью сварки — если требуется большая герметичность трубопровода, работающего при высоком давлении. Но именно сварка обеспечивает надежность конструкций и максимальную герметичность трубопроводов.
- Большой вес.
- Отдельно следует упомянуть характерный недостаток именно горячедеформированных изделий – их цена выше, чем электросварных. Связано это с большей сложностью и энергоемкостью производства.
Отсутствие шва
Характерной особенностью горячедеформированных труб является отсутствие шва. Именно его отсутствие обеспечивает максимальную надежность и герметичность трубопроводов. В некоторых случаях отсутствие шва имеет и эстетическое значение.

Особенностью горячедеформированных изделий является оптимальное соотношение твердости и вязкости, обеспечивающее высокую надежность конструкций, устойчивость к смятию, изгибу, скручиванию. Именно такие трубы используют при монтаже ответственных конструкций в строительстве.
Сферы применения бесшовных горячекатаных изделий
Представить себе нашу жизнь без больших и маленьких трубопроводов невозможно. Трубы окружают нас со всех сторон: газопроводы, системы отопления, водоснабжения, канализации, вентиляции, дымоходы – все обеспечивают нам комфортное цивилизованное проживание. Чем дальше в цивилизацию, тем больше труб нас окружает.
Трубопроводы обеспечивают существование любой сферы нашей жизни:
- Промышленности.
- Сельского хозяйства.
- Горнодобывающей промышленности.
- Электростанциях.
- Нефтегазодобывающей промышленности; гигантских нефтегазопроводах.
- Во всех видах транспорта, авиа- и судостроении.
- При сооружении всевозможных предметов благоустройства – мебели, домашней техники, декоративных конструкций.
Особо следует сказать о применении труб в строительстве:
- Металлоконструкции применяют при строительстве жилых домов, производственных цехов и технических сооружений, общественных зданий.
- При сооружении огромных уникальных сооружений – мостов, аэропортов, вокзалов, стадионов, торгово-развлекательных центров, офисных зданий.
- В оформлении городов – всевозможные ограждения, навесы, павильоны, детские площадки, рекламные щиты, вывески, скамейки.
- В частном строительстве – всевозможные конструкции, навесы, ограды, решетки, вольеры.
Характеристики, стандарты, размеры и вес (сортамент)
Горячедеформированные стальные бесшовные трубы нормируются ГОСТ 8732-78 и ГОСТ 8731-74.
ГОСТ 8732-78
Основной стандарт, регламентирующий сортамент труб стальных бесшовных горячедеформированных общего назначения, это ГОСТ 8732-78. Согласно ГОСТа, выпускаются изделия с наружным диаметром от 20 до 550 мм, с толщиной стенки от 2,5 до 75 мм.

Формула для вычисления 1 погонного метра:

Где Dн – наружный диаметр, мм;
S – толщина стенки, мм,
Плотность стали – 7,85 т/м³.
Номинальная масса 1 м приведена в сортаменте 8732.
Длины труб бывают немерными (от 4 до 12,5 м), мерными (тех же длин), длин, кратных мерной, в пределах немерной длины. Чаще всего выпускают трубы длиной 6 и 12 м.
Маркировка также производится в соответствии с ГОСТ 8732-78. Пример маркировки:
Труба наружным диаметром 70 мм, толщиной стенки 3,5 мм, длиной 6000 мм (мерная длина), повышенной точности изготовления, из стали марки 10, изготовляется по группе В ГОСТ 8731:
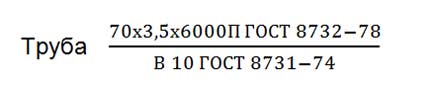
ГОСТ 8731-74
Стандарт 8731 распространяется на горячедеформированные бесшовные трубы общего назначения из углеродистой и легированной стали. ГОСТ нормирует механические свойства стали, из которой изготовлены трубы, правила приемки и внешний вид готовых изделий. В зависимости от показателей качества (нормирования механических свойств и показателей качества) трубы изготавливаются групп А, Б, В, Г, Д.
Другие параметры, устанавливаемые стандартом 8731, определяются по согласованию с потребителем.
Стандарты допустимых отклонений
Допустимые отклонения размеров приведены в ГОСТ 8732-78. Отклонения по толщине стенки приведены в таблицах:
| Наружный диаметр, мм | Предельные отклонения для труб точности изготовления | |
| повышенной | обычной | |
| До 50 включительно | ±0,5 мм | ±0,5 мм |
| От 50 до 219 | ±0,8% | ±1,0% |
| 219 | ±1,0% | ±1,25% |
| Наружный диаметр, мм | Толщина стенки, мм | Предельные отклонения по толщине стенки труб точности изготовления, % | |
| повышенной | обычной | ||
| До 219 | До 15 включ. | ±12,5 | +12,5 — 15,0 |
| 15 – 30 | +10,0 — 12,5 | ±12,5 | |
| 30 и выше | ±10,0 | +10,0 — 12,5 | |
| Св. 219 | До 15 включ. | +12,5 — 15,0 | |
| 15 – 30 | ±12,5 | ||
| 30 и выше | +10,0 — 12,5 | ||
По согласованию с потребителем могут применяться и другие предельные отклонения, требования и характеристики различных параметров изделий. Овальность и разностенность труб не должны изменять диаметр и толщину стенки больше предельных отклонений, приведенных в таблицах.
Где купить
Купить трубы несложно – во всех крупных строительных гипермаркетах и на крупных рынках имеется большой ассортимент трубных изделий. Производителей также немало, и в каждом регионе они свои. Выбирать трубы придется визуально и по наличию сертификата. Впрочем, еще до покупки стоит оценить будущее сооружение или систему – в домашнем строительстве высокая прочность и герметичность требуется не всегда.
Для забора, вольера, системы отопления или ограждения можно выбирать трубы любого качества, при использовании для навеса или кровли стоит выбрать бесшовные изделия. Если конструкции будут нагруженные или ответственные, обязательно требуйте сертификат качества у продавца. Но и смотрите глазами – много ли ржавчины, соответствует ли толщина стенки заявленной, нет ли сильного изгиба или даже волнистости, а то и дырочек в стенках.
Особенности монтажа
Монтаж стальных и медных систем сложнее, чем, например, пластиковых или чугунных раструбных.
Стальные системы собираются с помощью резьб, сгонов, резьбовых фитингов или на сварке. Не очень ответственные конструкции иногда собирают на резьбовых соединениях, конструкции из квадратных или прямоугольных изделий – на крабовых соединениях. Более надежные и герметичные соединения получаются при сварке.
Конечно, сварка требует наличия сварочного аппарата и квалифицированного сварщика, но результат того стоит. Стальную трубу можно согнуть под углом 90 ° и без применения резьб и фитингов. Для этого выпускаются различные механические трубогибы, которые можно использовать и дома – существуют недорогие компактные модели.

Сваривать лучше конструкции, домашние системы отопления и разводки горячей и холодной воды лучше собирать на резьбовых соединениях – легче ремонтировать и чистить. Газовые системы нужно сваривать, но не своими силами – это должен делать представитель организации с лицензией на право работы с газовыми системами.
Медные трубопроводы собираются с помощью пресс-фитингов или с помощью сварки.
Заключение
Мы прощаемся с нашим уважаемым читателем. Надеемся, что наша статья, как всегда, послужила Вам источником интересной информации о строительных материалах и о бесшовных горячекатаных трубах в частности. Делитесь полезностями с друзьями в соцсетях, подписывайтесь сами и приводите друзей на наш сайт.
