
Дорновый трубогиб — гнем трубы без сплющивания
Дорновый трубогиб выглядит весьма специфически, но пользуется огромной популярностью во многих отраслях, начиная от производства мебели и заканчивая автомобилестроением. Такие станки имеют ряд достоинств. Рассмотрим конструкцию, особенности эксплуатации и, самое главное, остановимся на том, можно ли собрать подобный инструмент своими руками?
1 В чем особенность дорнового трубогиба?
В жизни человека встречается множество конструкций из труб. Из этих полых заготовок делают турники, различные элементы декора, но они имеют и куда более серьезное значение. Именно трубы являются основной составляющей водо-, газо- и нефтепроводов. А что говорить об автомобилестроении, где множество деталей сделаны именно из подобных элементов, например, выхлопная система.
В ответственных конструкциях желательно, чтобы изделие было монолитным, без лишних стыков, швов и т. д. Ведь места соединений очень ненадежные, в них образуются течи, что иногда может быть жизненно опасным. Чтобы не создавать швы на углах, берут монолитные трубы большой длины и сгибают. Для этого как раз и используется инструмент с вполне бесхитростным названием – трубогиб. Его особенность в том, что закругление получается почти ровным.

Если пытаться сделать такую операцию вручную, через колено, например, то вы увидите сплющенное сечение, что сводит на нет дальнейшую возможность эксплуатации трубы.
Сегодня разнообразие трубогибов весьма велико. Можно найти роликовые, обкатные и арбалетные конструкции. Интересующие нас дорновые трубогибы используются для работы только с тонкостенными изделиями. Массивные трубы деформировать с его помощью не удастся. Они нашли свое предназначение в авиа- и кораблестроении, с их помощью сгибают различные декоративные элементы, части мебели. Также они являются незаменимыми инструментами при производстве транспортных средств, начиная от велосипедов и заканчивая автомобилями.
В чем особенность приспособления со столь странным названием? Для начала следует определиться с понятием “дорн”. Это просто направляющая, ее вставляют внутрь трубы и место изгиба получается ровным без складок и иных дефектов. Так могут работать как ручные, так и полуавтоматические или автоматизированные трубогибы. В металлобработке есть процесс дорнования, созвучность обусловлена схожим принципом обращения с подопытными изделиями.

Естественно, автомат пользуется большим спросом, ведь в этом случае свести человеческие трудозатраты получается к минимуму, а производительность, наоборот, максимальная. Полуавтоматы могут выполнять те же задачи, только не с такой скоростью, но и их стоимость гораздо ниже автоматических машин. Конструкция и материал дорна для трубогиба определяется сферой использования инструмента и обрабатываемыми деталями. Например, гибка медных труб осуществляется посредством стальной, латунной либо пластиковой направляющей.
2 Технические характеристики и принцип работы
На производстве большим спросом пользуются машины с ЧПУ. К их преимуществам относится возможность получения загибов высокой точности. На механическом приборе добиться такого результата очень сложно. Автоматизированное оборудование оснащено компьютером, с помощью которого задаются нужные параметры: давление прижима, позиция дорна, с какой скоростью должен поворачиваться гибочный узел и т. д. Кроме того, современные машины с ЧПУ хранят в памяти необходимые данные: характеристики обрабатываемых изделий, параметры оснастки и пр.

Рама станка обычно делается из высокопрочной стали, а чугунная головка способна создать высокий гибочный момент. Очень часто положение головки отображается на экране. Некоторые модели таких трубогибов, например, ERCOLINA GIGABENDER GB90 и GB100, отличаются двумя методами зажима – пальцевый и верхний. В первом случае гибочный рычаг не испытывает нагрузок, а во втором появляется возможность линейного перемещения трубы за счет зазора между верхним зажимом и обрабатываемой поверхностью.

Для улучшения характеристик инструмент имеет гидравлический бустер. На протяжении всего рабочего цикла прижимная планка сопровождает обрабатываемый элемент, а потом возвращается в исходную позицию. При этом ее манипуляции происходят за счет гидроцилиндра и строго по заданной программе. Гидравлический патрон зажима, расположенный на линейных направляющих, имеет механические упоры. С помощью последних задается плоскость поворота трубы.
3 Реально ли собрать такой трубогиб своими руками?
Стоимость такого оборудования может достигать нескольких тысяч долларов, конечно, речь идет об автоматизированных машинах. Однако если трубогибочный станок нужен для домашнего пользования, то есть смысл сделать его своими руками. Для этого рассмотрим конструкцию и основные узлы простейшего трубогиба с дорном.

Устройство состоит из массивной рамы, на которой крепятся все детали. На валу корпуса фиксируются многоручьевые гибочные ролики, зажимные колодки и эксцентрики, с помощью которых крепятся в необходимом положении обрабатываемые трубы. Чтобы правильно изогнуть изделие, необходимо упорное приспособление, которое и будет задавать направление трубы. Оно состоит из упора с прижимными колодками, скобы и клина. А руководить этим направляющим узлом будем посредством винта со штурвалом.
Еще на раме крепится и натяжной кронштейн, в котором установлены дорновые оправки с тягами. Последние элементы необходимы для обеспечения максимально качественного изгиба. Оптимальный размер тяг составляет 0,4 длины обрабатываемого изделия. Именно такая пропорция позволяет делать несколько прогибов на середине трубы с последующим разворотом. В этом случае полый элемент опять надевают на оправки и осуществляют изгиб ее второй половины.

В рабочее состояние гибочный стан трубогиба, который мы делаем своими руками, приводится с помощью лебедки и пары полиспастов. Последние состоят из блоков и стальных канатов, концы которых прикреплены к гибочному сектору. Изменением направления лебедки обеспечивается рабочий ход гибочного ролика и его возвращение в исходное положение.
Конечно, собрать своими руками корпус дорнового трубогиба непросто, и без специального технического образования сделать это будет невозможно. Но если определенные навыки и желание есть, подобная задача становится посильной.
Дорновый трубогиб: виды трубогибов с дорном и их преимущества
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряжённое состояние всестороннего неравномерного сжатия. В результате повышается пластичность материала и снижается шероховатость стенок изделия, что, в свою очередь, уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются обычные внешние дефекты пространственного гиба трубы по обычной технологии – гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.
Трубогибочный станок работает так. Подлежащую гибке заготовку устанавливают в профиль матрицы, соответствующий внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жёстко закреплённым на нём дорном – оправкой из инструментальной стали, снабжённой конусообразной заходной частью, и имеющей несколько опорных колец. Они могут шарнирно соединяться между собой, давая инструменту возможность изменять свою ось при гибке изделия на заданный угол. Кроме того, каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.
Принцип работы дорна в трубе
Видео демонстрация работы дорнового трубогибочного станка
Таким образом, при гибке труба своей наружной стенкой опирается на матрицу и прижим, а внутренней – на образующую дорна. Этим гарантируется высокое качество поверхности изделия после обработки. В частности, обеспечиваются следующие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 – не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 – не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567- не ниже 6-го квалитета.
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.

Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
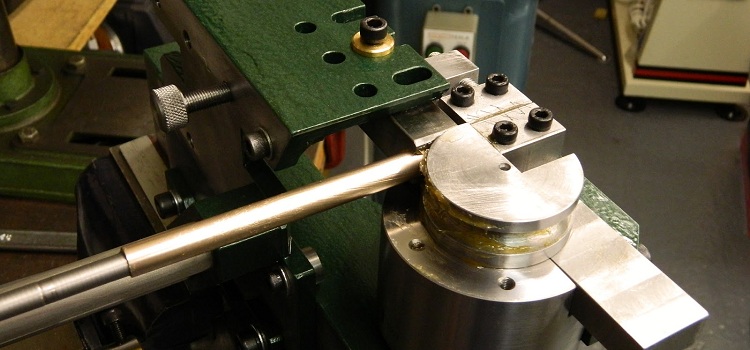
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
Виды дорновых трубогибов
Трубогиб может быть автоматизированный или полуавтоматический. Полуавтоматические трубогибы стоят намного дешевле. Но часть работы выполняется ручным способом, а это часто просит немалых усилий. Управление автоматическим рабочим процессом создает машина ЧПУ, оборудованная компьютером. Заранее в него заносят схему сгиба со всеми параметрами и числами. Для обслуживания всего процесса хватит одного человека.
Трубогиб может давать трубе всевозможные углы загиба. Но радиус не должен быть больше 2-ух радиусов самой трубы. Если убрать изгибание и дать необходимую форму конструкции при помощи элементов для соединений (соединителей), то крепость и прочность конструкции будет намного ниже, чем у её монолитного аналога.
- арбалетный — рама в форме буквы «Т». В себя включает держатель трубы и подвижной рычажок, размещенный перпендикулярно. Ручной аппарат применяется как правило при монтаже отопительных и водопроводных систем. Способен загибать трубы, образовывая угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначаются для сгиба труб с меньшим диаметром, а стационарного типа применяются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб делает угол аж до 90°;
- электрический — данный тип используется в широкопрофильном смысле. Делает сгибы фактически разной сложности. Его работа полностью находится под контролем автоматикой, благодаря этому точность сгиба детали выходит образцовой.
Принцип действия трубогиба
Трубогиб – специальный инструмент для быстрого и эффективного формирования различных трубных заготовок. С его помощью можно загибать трубы на любой угол и радиус поворота. Как правило, ограничения касаются только радиусов загиба, что меньше 2 радиусов самой трубы. То есть по сути их можно гнуть практически под углом в 90 градусов.
Это ли не показатель полезности гибочных станков. Ведь в противном случае системы пришлось бы собирать из фитингов. А это лишняя морока и формирование потенциально опасного участка (если прямые муфтовые соединения хорошо сопротивляются нагрузками, то в угловых участках они серьезно возрастают)
Современные трубогибы собирают из самых разнообразных материалов.
- арбалетного типа;
- гидравлические;
- электрические;
- самодельные;
- ручные.
И это только группировка по типу. А ведь есть еще деление по способу приложенных усилий. Вариантов, как видите, масса.
Все они используют одну и ту же схему гибки изделий, внося мелкие коррективы. Труба всегда загибается посредством ее фиксации на станке, а затем давления на один из участков.
Некоторые модели трубогибов, например, арбалетные и гидравлические, имеют одну единственную насадку, что воздействует на трубу точечно. Другие же пользуются специальными роликами, наматывающими часть изделия на себя, тем самым загибая его на нужный радиус.
Трубогибочный станок с дорном относится к последним. Но он отличается от стандартных электрических станков, так как имеет, специальное приспособление – дорн.
О применении дорновых трубогибов
Прежде чем прояснить назначение дорна и его преимущества, разберемся в процессах, что происходят внутри трубы, в момент ее изгибания. Разобравшись, вам станет проще понять, зачем же дорн собственно нужен, и почему без него иногда просто не обойтись.

Стационарный дорновый трубогиб
Итак, любая труба, как мы уже говорили, загибается посредством приложения к одной из ее частей механических усилий. А если быть проще, то давления.
В этот момент на стенках изделия действуют прямо противоположные силы. Внутренняя стенка (та что располагается в месте загиба трубы) начинает сильно деформироваться на сжатие.
На профессиональном языке говорят, что «труба пускает гофру». То есть становится волнистой, как бы сморщенной. Такая реакция – следствие накопления большого количества металла в одной из сторон, ему попросту некуда деваться, а так как изнутри заготовку ничто не стабилизирует, то выливается это в подобных ситуациях.
На внешней стенке происходят процессы иного порядка. Здесь металл растягивается, становится тоньше, что приводит к другому проблемному моменту – ослаблению в конкретной точке. При гибке на большие радиусы не исключено ослабление стенки на 50%, а то и больше.
Как результат, труба деформируется без сохранения изначальной прочности. Не всегда так бывает, но это стоит учитывать. Особенно негативным деформациям подвержены трубы тонкостенные, из мягких металлов. Тут без внутренних стабилизаторов, коим дорн по сути и является, не обойтись.
Дорн – это и есть тот самый стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Он являет собой металлическую пружину большой длины, иногда обработанную полиуретаном. Дорн просовывают внутрь заготовки, а затем уже загибают. Такое решение продиктовано особенностям деформирующих сил.
Если внутри трубы имеется стабилизатор, то гнуться она будет плавнее. Нельзя сказать, что деформации удастся полностью избежать. Закон сохранения массы и энергии четко говорит, что если где-то убавилось, то где-то прибавилось. Но последствия будут практически незаметны.
Для чего нужен дорн трубогибу?
Давно уже стало понятно, что гнуть трубу не так просто как пруток, т.к. она ломается или деформируется профиль (например, из круглой становится овальной). Решением проблемы послужила специальная (фасонная) оснастка
, где место куда помещается труба повторяет форму этой трубы. Но работа при помощи фасонной оснастки имела
ограничения по радиусу гиба и толщине стенки
. Если стенка было слишком тонкой или радиус гиба был слишком мал, то изделия выходили с дефектами (гофра по внутреннему радиусу, сильное утонение наружной стенки, замятие, разрыв и т.п.). И тогда появилась идея поместить
в трубу специальное приспособление
, которое будет поддерживать трубу изнутри прямо в месте гиба, это и есть
дорн
.
Трубогибы — бездорновые и дорновые
При гибке любых труб, в большей или меньшей степени, образуются гофры и меняется форма отверстия на овал. Причём, чем больше угол гиба, тем крупнее величина дефектов. Для их уменьшения, а в некоторых случаях и исключения, применяется дорнование.
Для реализации этой операции применяются дорновые трубогибы. Прежде, чем рассмотреть и сравнить дорновый и бездорновый трубогибы, давайте разберёмся: что же такое «дорнование»?
Дорнование
Дорнованием (или дорнированием) называется вид обработки металлической заготовки без снятия стружки. Суть дорнования состоит в перемещении с натягом жёсткого рабочего инструмента (дорна) сквозь отверстие в заготовке. Размеры поперечного сечения дорна несколько больше аналогичного размера отверстия в обрабатываемой детали (как правило, в мягком металле труб на 0,5..2 мм). Величина превышения зависит от требований к конечному результату.
За счёт натяга в процессе обработки заготовки в ней происходят следующие изменения:
- упрочняется поверхностный слой металла в отверстии;
- сглаживаются исходные шероховатости;
- изменяются форма и размер поперечного сечения отверстия и всей заготовки в целом.
Дорнование делят на:
- поверхностное. При этом виде обработки пластически деформируется поверхностный слой металла в отверстии, что позволяет получать отверстия с точностью 6…9 квалитетов и шероховатостью до Ra = 0,32…0,04 мкм. Такое дорнование называют поверхностным пластическим деформированием (ППД);
- объёмное. Происходит деформирование по всему поперечному сечению.
Нас интересует поверхностное дорнование.
Принцип действия дорнового трубогиба
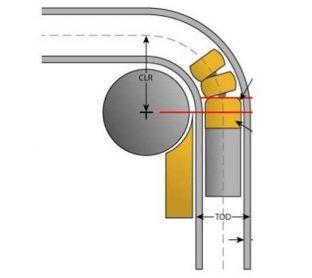
Принцип действия отражён на приведённом ниже рисунке.
Принцип действия дорнового трубогиба.
Дорн может иметь несколько сердечников: всё зависит от исходного состояния трубы и от того, до какого состояния её необходимо обработать. Сердечник должен иметь достаточное количество консистентной смазки. В некоторых случаях сердечник вращается на штоке. Очень важно правильно рассчитать размеры сердечника, так как при ошибке не только падает производительность труда, но может произойти разрушение заготовки.

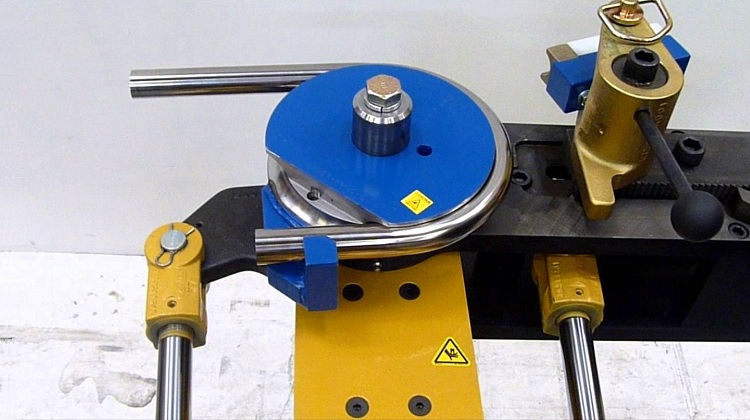
Трубогиб бездорновый «T — 50».
Бездорновые и дорновые трубогибы. Разница между ними.
Основная разница в наличии или отсутствии дорна и всего, что с этим связано.
Обе конструкции имеют свои достоинства и недостатки. Преимущества бездорнового трубогиба:
- простота конструкции;
- невысокая стоимость;
- возможность быстро менять оснастку на другой типоразмер;
- небольшой вес. Станок имеет массу не более 250 кг и высокую мобильность.
Недостатки бездорнового станка:
- нет возможности устранить гофру;
- отсутствие дорна не даёт возможности бороться с овальностью.
Преимуществом дорнового трубогиба является отсутствие этих недостатков. Но эти станки более массивны, для эффективной работы оснащены ЧПУ и имеют значительно более высокую стоимость.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может использоваться в ручном или полуавтоматическом режиме — автоматическое управление. Ручной трубогиб требует индивидуальной регулировки всех параметров — от огибающего ролика до стержня, куда насаживается составной дорн. Полуавтоматический станок можно программировать. Выставлять угол гибки, длину выдвижения дорна и даже обеспечивать непрерывное смазывание дорна при его перемещении по внутренней полости трубы. Дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки. Автоматический и полуавтоматический варианты управления позволяет скомпенсировать пружинение материала, что важно при трёхкоординатной гибке.
Подведем итог
На данный момент самым производительным
дорновым трубогибом является станок
с ЧПУ и оснащенный устройством автоматической смены инструмента
, благодаря возможности, не прерываясь гнуть детали с разными радиусами. А при использовании таких опций как «узел автоматической пробивки отверстия» или «узел резки заготовок»
станок способен выпускать готовые изделия
, не требующие дальнейшей обработки.
Конечно оборудование такого уровня используется на крупных заводах, ориентированных на массовое производство
одного изделия или однотипной продукции. Часто в условиях массового производства станки требуют некоторых спепциальных доработок, т.е. внесение конструктивных изменений, дополнения станка необходимыми узлами, внедрение станка в автоматическую линию и т.п., поэтому немаловажно, что
производитель готов адаптировать станок под каждую конкретную задачу
.
Если у Вас есть потребность в гибке труб наши специалисты готовы помочь с подбором оборудования
, оснастки и опций, которые лучшим образом подходят для решения вашей производственной задачи, звоните по бесплатному номеру 8-800-100-42-28 и отправляйте заявки на электронную почту .
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.

Трубогиб для тонкостенной трубы лучше взять с протектором. Он отличается высокой эффективностью и небольшими трудовыми затратами, за что и пользуется спросом среди потребителей. Однако для работы с толстостенными трубами этот станок не подойдет.
Читайте также: Котел своими руками — основные типы котлов и особенности их изготовления. 75 фото и видео инструкция для начинающих
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Советы по эксплуатации
Поскольку в месте соприкосновения дорна и трубы образуется трение, возникает необходимость его компенсации. Самый распространенный вариант – это подача смазки непосредственно на стабилизатор. Оптимальным решением является выполнение данной операции в автоматическом или полуавтоматическом режиме. Важно, чтобы слой смазки при этом был равномерным.
Альтернативным вариантом для устранения трения является покрытие калибрующего сердечника слоем полиуретана. Наиболее часто подобное покрытие встречается на дорнах пружинного типа.

Обслуживание
Обслуживание дорнового станка для гибки труб мало чем отличается от стандартных инструкций по эксплуатации и уходу за оборудованием. Необходимо выполнять следующие операции:
- регулярно смазывать дорн;
- следить за отсутствием на дорне каких-либо загрязнений или повреждений, при необходимости проводить работы по устранению выявленных недостатков;
- периодически проводить проверку дорна на наличие люфтов, при выявлении излишнего свободного хода требуется провести регулировку;
- своевременно проводить регламентные работы по обслуживанию основных узлов станка.
Дорновые трубогибы пользуются заслуженной популярностью в самых различных отраслях промышленности. Они находят свое применение при изготовлении автомобилей, мебели, систем газо- и водоснабжения, также на многих других производствах и при решении бытовых задач.

В следующем видео вас ждет краткий обзор полуавтоматического дорнового трубогиба HQ-380NCAD.
Дорновый трубогиб: что это и в чем его особенности
Трубогиб дорновый является устройством, в состав которого входит рабочая деталь — дорн, она располагается в точке сгиба и предотвращает ненужную деформацию трубы, сечения и заломы.
Отличия станка, имеющего дорн, от других типов оборудования такой же направленности состоит в том, что он имеет специфическую конструкцию, которая позволяет выполнять работу по сгибанию труб на высоком уровне, с небольшим процентом брака. Такое оборудование позволяет получить ровный сгиб и пользуется огромным спросом на производственных предприятиях.
Дорновый трубогиб позволяет получать точные сгибы и полностью исключить деформацию труб во время операции
Особенности гибки трубогибом с дорном
Существует множество конструкций из труб, они идут на разные сооружения: от установки турников на школьных площадках и до прокладки водопроводов и газопроводов. Также трубы активно применяются в автомобилестроительной отрасли, где множество деталей сделано из них.
Как известно, чем меньше соединительных элементов и швов имеет конструкция, тем она более надёжна. Швы могут протечь, в результате чего произойдёт утечка транспортируемого по трубе вещества, что само по себе несёт опасность для жизни людей. Чтобы снизить к минимуму возможность аварии, используют трубогибы, которые сгибают длинную цельную трубу на необходимый угол. Главное превосходство такого станка в том, что сгиб получается почти идеальным. Бездорновый трубогиб не может проделать сгиб такого высокого качества.
Трубогибы, имеющие протектор, рекомендуют применять в работе с тонкостенными трубами. Массивные трубы с толстыми стенками с помощью него не обрабатываются. Такой станок пользуется огромным спросом, потому что при большом КПД затрачивается минимум человеческих сил. Строение и материал гибочной машины зависит от сферы, в которой она применяется, и деталей, обрабатывающихся на ней. Дорн может быть как стальным, так и латунным или даже пластиковым.

Дорн, помещаемый внутрь трубы, принимает форму нужного изгиба и не позволяет образовываться заломам на заготовке
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий.
Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.

Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики.
Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Важно! Если у вас возникают трудности по сгибанию тонкостенных деталей, то лучше всего обзавестись дорновым профессиональным трубогибом.
Трубогиб с дорном: конструктивные составляющие
Аппарат дорнового типа состоит из таких деталей:
- рама с направляющими — основная деталь, которая служит рабочей поверхностью;
- чугунная головка — деталь, которая создаёт гибочный момент;
- гидравлический бустер — действует как усилитель гибочной головки;
- патрон — нужен для закрепления заготовки на рабочей поверхности;
- гибочный ролик — задаёт радиус по которому будет проходить сгибание ;
- зажимные колодки — выполняют фиксирующую работу. Крепятся в области сгиба;
- дорновый оправок и тяги — на них крепятся зажимные колодки;
- натяжной кронштейн — деталь на которой помещаются оправки и тяги.

Самая сложная конструкция и у трубогибов автоматического типа, но они дают самый точный сгиб при минимальных затратах времени и сил
Каркас аппарата производится из прочной стали, а чугунная головка создаёт высокий показатель гибочного момента. В это же время её расположение зеркально отображается на компьютере и за ним можно наблюдать. Трубогибочный станок может совмещать в себе пальцевые и верхние типы зажима. Первый тип отличается от второго тем, что рычаг, производящий сгиб, не подвергается нагрузкам. Верхний тип зажима образует зазор между собой и поверхностью детали. За счёт этого труба может перемещаться в линейном направлении.
Станок также оснащён гидравлической деталью — бустером. Зажим имеет патрон и механические упоры и расположен на линейных направляющих. Механические упоры задают плоскость трубы.
Основные преимущества эксплуатации дорнового трубогиба
Бездорновый трубогиб сгибает трубы под давлением, которое создаётся при помощи различных видов приводов — от гидравлического до ручного. На трубу, которая подвергается обработке, действует давление и стенка, находящаяся на внутреннем радиусе сгиба, начинает деформироваться, образуя угол. В процессе сгиба на её поверхности образуется гофра — волнистый участок. Стенка на внешней стороне, наоборот, растягивается, что влечёт за собой её ослабление. В результате такого сгиба труба после окончания работы деформируется и теряет свою прочность.
Дорн является элементом, благодаря которому можно свести к минимуму изменения поверхности детали. С дорном стенки изделия деформируются плавно и максимально ровно.
Важно! Толстые трубы в состоянии обработать и бездорновый трубогиб, но тонкие трубы (особенно из пластичных металлов) без исключений должны подвергаться сгибанию на трубогибах дорнового типа. Если это правило проигнорировать, тонкостенная труба сильно деформируется и будет непригодна для эксплуатации.
На бездорновом трубогибе можно обрабатывать толстостенные трубы без риска испортить заготовку
Смазка дорна
Смазка дорна является очень важным процессом, она способствует равномерному сгибу трубы. Смазка нужна для того, чтобы снизить силу трения при сгибании трубы, находящейся под давлением. Дорн можно смазывать кисточкой, но это не лучший вариант, поскольку в этом случае нельзя рассчитывать на равномерность распределения средства на поверхности дорна. Спрей также является малоэффективным вариантом. Лучше всего наносить смазку импульсивно, с помощью ручного насоса. Делая это, нужно быть очень внимательным, чтобы масло на поверхности распределялась равномерным слоем.
Трубогибы со стабилизирующей деталью (дорном) — гораздо более профессиональное оборудование, нежели ручное или самодельное. Такой станок быстрее и лучше выполняет работы по сгибанию труб под практически любым углом, что позволяет производить прочные и долговечные конструкции без каких-либо соединительных элементов. Но не стоит забывать, что гибка металлических труб с дорном — это процесс, который требует соответствующей подготовки.
Дорновые трубогибы
В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.

Принцип работы и устройство
Дорновый трубогиб позволяет создать в зоне пластической деформации заготовки напряжённое состояние всестороннего неравномерного сжатия. В результате повышается пластичность материала и снижается шероховатость стенок изделия, что, в свою очередь, уменьшает гидросопротивление перемещению в ней рабочей среды. Одновременно предотвращаются обычные внешние дефекты пространственного гиба трубы по обычной технологии – гофрообразование, искажение профиля на участке гибки, утонение стенок и т.д.

Трубогибочный станок работает так. Подлежащую гибке заготовку устанавливают в профиль матрицы, соответствующий внешнему диаметру изделия, и поджимают подвижным регулируемым прижимом. Внутрь вводят стальной стержень с жёстко закреплённым на нём дорном – оправкой из инструментальной стали, снабжённой конусообразной заходной частью, и имеющей несколько опорных колец. Они могут шарнирно соединяться между собой, давая инструменту возможность изменять свою ось при гибке изделия на заданный угол. Кроме того, каждый последующий дорн служит калибрующим элементом, снижая шероховатость отверстия обрабатываемой детали.

Принцип работы дорна в трубе
Видео демонстрация работы дорнового трубогибочного станка
Таким образом, при гибке труба своей наружной стенкой опирается на матрицу и прижим, а внутренней – на образующую дорна. Этим гарантируется высокое качество поверхности изделия после обработки. В частности, обеспечиваются следующие показатели качества поверхности:
- Для бесшовных горячекатаных труб по ГОСТ 8732 – не ниже 8-го квалитета;
- Для холоднотянутых труб по ГОСТ 8734 – не ниже 7-го квалитета;
- Для прецизионных труб по ГОСТ 9567- не ниже 6-го квалитета.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может иметь ручное, полуавтоматическое и – реже — автоматическое управление. Ручной трубогиб потребует индивидуальной регулировки каждого параметра – от огибающего ролика до стержня, на который насаживается составной дорн. Полуавтоматический станок позволяет программировать угол гибки, длину выдвижения дорна, а также – для особо продвинутых моделей – обеспечивать непрерывное смазывание дорна при его перемещении по внутренней образующей трубы. Наконец, дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки. Автоматический и полуавтоматический варианты управления позволяет компенсировать пружинение материала, что особенно важно при трёхкоординатной гибке.
К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба повышается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий по методу дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничивается только пластичностью деформируемого материала и толщиной стенки изделия.
Ручные дорновые трубогибы и их изготовление
Изготовить своими руками ручной трубогибочный станок для гибки дорнованием не очень сложно. Помимо стандартной опорной рамы, которая будет воспринимать все нагрузки процесса, потребуется своими руками изготовить следующие узлы:
- роликовую матрицу с несколькими значениями рабочих диаметров;
- передний прижим, профиль которого должен соответствовать параметрам гибочной матрицы;
- направляющую, на которую будет опираться заготовка во время деформирования;
- оправку для дорна, в качестве которой может быть использован стальной прут из качественной среднеуглеродистой стали;
- цанговый зажим для закрепления оправки, в качестве которого вполне подойдёт передняя бабка небольшого токарного станка, с небольшими переделками своими руками.
Такой трубогибочный станок может иметь ручной рычажный привод, но вполне доступно приспособить для зажима трубы и небольшой гидравлический цилиндр. Чертеж самого агрегата и всех вышеописанных деталей и узлов можно найти в Интернете.
Особенности изготовления ручного дорнового трубогиба своими руками:
- От качества фиксации трубы во время гиба зависит точность изготовления пространственного трубчатого элемента, поэтому при изготовлении зажимов необходимо использовать упорную резьбу.
- Для возврата рычага с гибочным роликом в обратное положение лучше снабжать рычаг мощной возвратной пружиной.
- Изготовление дорна целесообразно выполнять из инструментальных сталей типа 9ХС или У10А, иначе износостойкость окажется весьма низкой. Ввиду высокого качества и точности данной детали её изготовление лучше доверить токарю-профессионалу.
- Чертёж опорной рамы под трубогибочный станок чаще предусматривает её сварной вариант из швеллерных профилей металлопроката.
Полуавтоматический трубогиб рассмотренного типа изготовить своими руками значительно сложнее, ибо потребуется установка и отладка простейшего промышленного программатора.
После сборки ручной трубогибочный станок обязательно необходимо опробовать на гибке тонкостенной трубы небольшого диаметра. По результатам испытания проводится окончательная доводка агрегата.
Дорновый трубогиб: виды трубогибов с дорном и их преимущества
Есть несколько видов конструкций и классификаций трубогибов:
- Мобильность (возможность переноса трубогиба, и на сколько она сложна);
- Привод с помощью которого производится работа, различают: ручной, электрический и гидравлический;
- По типу работы: шаблонный, роликовый, арбалетный, прокатка;
Роликовый трубогиб на автомобильных ступицах

Ограничение самодельных роликовых трубогибов – сложность производства сменных профилированных роликов. Обойти эту сложность можно, если в качестве секторов использовать автомобильные ступицы. Габариты приспособления увеличатся, но взамен возрастут его надёжность и устойчивость, что важно при сгибании длинных и толстостенных труб. Для изготовления потребуются:
- Три автомобильных ступицы: две – подвижных, расположенных консольно, и одна – неподвижная, которая размещается продольно к оси устройства.
- Две коротких оси, которые собираются на жёстком сварном кронштейне.
- Поворотный механизм кулачкового или эксцентрикового типов, при помощи которого можно изменять расстояние между ступицами.
- Осевая продольная направляющая, в качестве которой можно взять по размерам холоднокатаный швеллер.
- Плоские ограничители хода.
- Внутренний направляющий швеллер с отверстиями под болтовое крепление ограничителей.
- Поворотная ручка.
Такая конструкция оправдает себя при изготовлении пространственных трубчатых элементов сложной формы. Наличие двух ступиц, диски которых разнесены по противоположным частям основания, позволяет прикладывать усилие локально, только к той части трубы, которая в данный момент изгибается. Это искупает такие недостатки конструкции, как сложность монтажа и наладки, а также увеличенные габаритные размеры.
Как сделать шаблонное устройство
Если нужен трубогиб для круглой трубы, своими руками можно сделать устройство шаблонного типа. Пошаговая инструкция по созданию трубогибочного изделия:
- Изготовление шаблона. Делается он из прочных деревянных досок, которые способны выдержать серьезные нагрузки.
- Создание основания. Для этого подойдет металлический лист или деревянный щит из толстых досок.
- Прикрепление шаблона к основанию. Необходимо надежно зафиксировать его, чтобы он не двигался в процессе сгиба трубы.
Важно! Перед изготовлением конструкции надо разработать чертеж с основными размерами.
Принцип работы
Трубогибом называют силовое рычажное механическое (электромеханическое) приспособление, предназначенное для изгибания труб в поперечном направлении с сохранением их формы сечения. Различают несколько основных принципов конструктивного исполнения подобных механизмов:
Арбалетный. В арбалетной конструкции трубу помещают между двумя опорами, которыми обычно выступают ролики, и давят на ее центр через храповый механизм шаблоном в виде полукруга с радиусной канавкой, соответствующей диаметру трубы. Это основное конструктивное исполнение ручных механических и гидравлических трубогибов.
Так как прилагаемое усилие в храповом механизме не слишком велико, подобную конструкцию используют для изгиба труб из цветных металлов, алюминия, тонкостенной нержавейки максимальным диаметром в 20 мм.
Прокатка. Напоминает арбалетный вариант, однако труба при изгибании может двигаться в прямом и обратном направлении на двух роликах, а радиус гиба задает центральный роликовый прижим, который постепенно смещается к центру. В ручных механизмах ролик опускают штурвалом, прикрепленным к резьбовому шпинделю. Также эти трубогибы оснащаются дополнительной ручкой, которой вращают прижимной ролик, реализуя таким способом протяжку.
Обычно таким методом изгибают крупноразмерные трубные отрезки прямоугольного профиля. Производственные станки могут оснащаться ручным или гидравлическим приводом как подачи, так и вращения прижимного ролика.
Методом прокатки обычно получают большой радиус гиба, многократно изгибая заготовку в разных, расположенных на одинаковом расстоянии друг от друга точках. К примеру, в бытовом хозяйстве таким способом получают полусферические опоры для парников и теплиц.
Рис. 2 Станки для изгиба прокаткой
Намотка. В данном механизме торец трубы прижимается к ролику (полукруглому сегменту), диаметр которого соответствует радиусу ее гиба. При вращении ролика труба сдвигается и обвивается вокруг него за счет плотного прижима, получая таким методом изгиб.
Так как для вращения роликового механизма, вокруг которого обвивают трубу, необходимо приложение высоких физических усилий, по такому принципу работают крупногабаритные станки с электроприводом.
Обкатка. В данной конструкции шаблоном является неподвижный ролик или полусферический сегмент с наружной канавкой под диаметр конкретной трубы. Трубную заготовку прижимают к ролику, опускают на нее рычаг с прижимом и двигают его вдоль шаблона, изгибая таким методом трубную оболочку под нужным углом от 0 до 180 градусов.
Такая конструкция отличается простотой и надежностью, широко используется как в заводских, так и в самостоятельно изготовляемых трубогибах.
Стоит отметить, что основная проблема при изгибании любых труб — получение сечения круглой формы в месте изгиба, и она особенно актуальна для тонкостенных изделий. Для борьбы с овальностью используют специальные приспособления — дорны, которые вставляют при проведении работ в трубу. Располагаясь в точке приложения физических усилий и благодаря своей жесткости и круглому сечению, они препятствуют изменению формы трубной оболочки.
Простейший дорн представляет собой металлическую спираль, которую обычно используют в самостоятельно изготовленных трубогибочных приспособлениях. При проведении работ промышленными методами применяют более сложные конструкции дорнов из шарообразных соединенных между собой сегментов.
Читайте также: Пресс клещи для металлопластиковых труб – виды, модели, как пользоваться
Также промышленные трубогибочные станки по этому признаку делят на дорновые и бездорновые.
Рис. 3 Ручной рычажный инструмент для сгибания труб с прижимной планкой и роликами
Статья по теме:
Фаскосниматель для металлических труб – назначение, применение, виды. Возможно будет интересно узнать про специальный инструмент для обработки кромок стальных труб. Виды, где применяются, варианты установки и обработки, а также, популярные модели и производители.
Преимущества дорновых трубогибов
Дорновый трубогиб позволяет получить сколь угодно сложный изгиб без применения физической силы. В чем преимущества работы с устройством рассмотрим далее.

Ручная гибка труб — редкое явление. Давно существуют электрические устройства, позволяющие получить сколь угодно сложный изгиб без применения физической силы. Одним из них выступает дорновый трубогиб. В чем преимущества работы с устройством? Каковы его достоинства и недостатки? Как работает инструмент? Ответы на эти и другие вопросы — далее.
Специфика дорновой гибки труб

Дорном называется стабилизирующий элемент, применяемый на станках для гибки тонкостенных труб. Его задача — сделать место изгиба лишенным каких-либо деформаций, складок, иных дефектов. В качестве дорна обычно применяется длинная металлическая пружина, что, в ряде случаев, покрывается полиуретаном с целью наилучшей стабилизации.
Эту пружину перед началом работы суют в заготовку, помещенную на дорновом трубогибе, после чего загибают под требуемым углом. Наличие стабилизатора — залог получения плавного места сгиба. Его сложно получить, если использовать любой бездорновый трубогиб. Он, конечно, способен ровно согнуть заготовку, но только толстостенную; трубы с тонкими стенками он неизбежно повредит.
Металлическая заготовка принимает криволинейную форму под действием давления. В этот момент на трубу действуют силы, посредством которых внутренняя стенка сжимается, а внешняя — растягивается. На первой образуется большое количество металла (которому попросту некуда деться), на второй же происходит ослабление прочности материала. При гибке на большие радиусы в промышленных условиях возможно ослабление стенки наполовину, то есть труба существенно ухудшает заложенную прочность. Это особо негативно сказывается на тонкостенных заготовках. Дорновая установка для гибки минимизирует потерю физических свойств, чем бездорновый трубогиб не может похвастаться.
Достоинства и недостатки установок
- если используется автоматический или полуавтоматический трубогиб с дорном, можно получать деформируемые трубы в режиме серийного производства;
- исключение появления волнистости («гофры»);
- деформация заготовки не сопровождается изменением толщины стенок.
Как любой иной промышленный агрегат, трубогибочный станок с дорном требует тщательного ухода. Эта необходимость считается главным недостатком машины. Другими минусами трубогибов являются:
- большинство установок ограничены в работе с трубами разных форматов;
- большой вес;
- устройство занимает много места на производственной площадке, не говоря о невозможности использования его дома;
- машины требуют регулярных вложений в запчасти и расходные элементы;
- при необходимости, монтаж и транспортировка обойдутся очень дорого.
Однако достоинства перекрывают недостатки. К тому же, любой бездорновый трубогиб имеет такие же минусы. Теперь — несколько слов о составных частях машины и принципе ее действия.
Устройство трубогиба
- матрица для фиксации заготовок;
- подвижный регулируемый прижим;
- образующая дорна;
- загибочный вал;
- станина.
Это — лишь основные элементы машины. Если на примере полуавтоматического дорнового трубогиба рассмотреть процесс работы, он, в общем случае, будет выглядеть так:
- Заготовка для гибки помещается в матричный профиль, размер которого равен диаметру изделия, после чего фиксируется двигающимся прижимом.
- Внутрь трубы вводится стержень из стали с жестко закрепленным дорном, после чего последний фиксируется.
- В исходное положение ставится насадка и крепится к загибающему валу.
- Фиксаторы на прижимах затягиваются до упора.
- Производится загиб трубы на нужный угол.
В случае пережима заготовки устройству дается обратный ход. Поскольку используется дорн, разрушение металлического изделия исключается, и действие допустимо. Приводится обзор известных устройств для дорновой гибки труб.
Классификация трубогибов с дорном
Первый критерий разделения объемных устройств на группы — принцип управления. Так различают дорновые станки:
- ручные;
- полуавтоматические;
- автоматические.

Необходимость регулировки оператором каждого отдельного элемента вроде огибающего ролика, стержня — задача ручных трубогибов. Полуавтоматический дорновый трубогибочный станок позволяет программировать некоторые параметры, например, уровень выдвижения стержня. Самые «навороченные» модели способны постоянно смазывать движущийся элемент, пока он деформирует заготовку. Автоматические станки более известны как «станки с ЧПУ» обладают теми же функциями, что и предшественники, а также регулируют скорость вращения дорна. Модели с ЧПУ и п/а больше ручных компенсируют пружинные свойства заготовки. Этим же не может похвастаться бездорновый трубогиб.
Три рассмотренные группы — единственные, четко определяющие классификацию станков. Но есть и иные критерии, по которым они различаются, например:
- радиус гиба (чем больше роликов-матриц, тем выше функционал машины и шире диапазон допустимых радиусов);
- скорость вращения ролика и дорна;
- угол гиба заготовки.
Несмотря на практическую пользу трубогиба с дорном, позволить себе его может далеко не каждое предприятие. Поэтому настоящий умелец может самостоятельно собрать ручной дорновый трубогиб, который ничуть не уступит продаваемым аналогам.
Как собрать трубогиб с дорном своими руками
Вопреки заблуждению, собрать агрегат из подручных материалов несложно. Только их понадобится много. Среди них:
- массивная опорная рама;
- роликовая матрица с набором рабочих размеров;
- направляющая дорна, служащая опорой для заготовки;
- передний прижим, профиль которого повторяет гибочную матрицу;
- оправку для дорна и другие детали и узлы.
Желательно, чтобы данное устройство имело рычажный привод, однако с задачей вполне справится обычный гидроцилиндр. На строительных форумах имеются советы, как лучше собрать устройство для гибки трубы с дорном, и даже чертежи с подробными спецификациями.

Дорн — компенсирующее звено станка для сгибания металлических труб. Его наличие делает полученную конструкцию надежнее, прочнее и долговечнее, поскольку деформация трубы происходит без образования «гофры» с одной стороны и «растянутого металла» с другой. Этим не может похвастаться бездорновый трубогиб, более распространенный на производствах. Если вы находите представленный экскурс в теорию вопроса неполным, можете поделиться своими знаниями в комментариях к статье.
